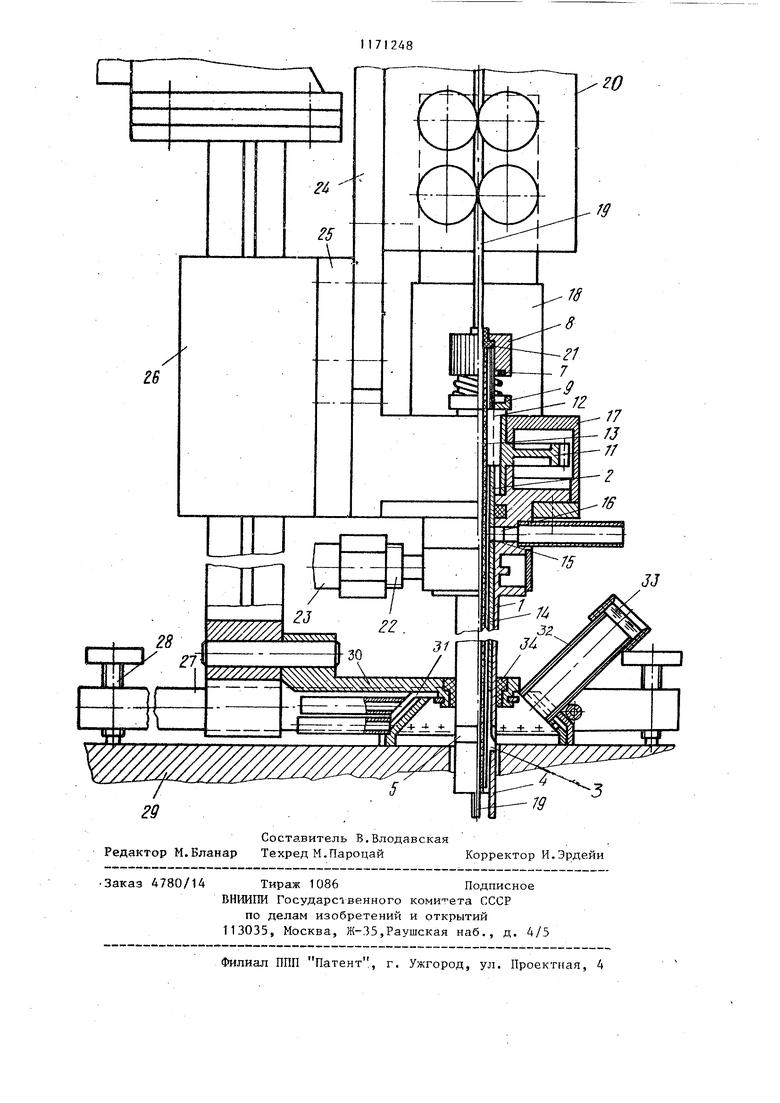
Изобретение относится к сварке, е частности, для заварки глубоких о верстий, при помойщ которых удаляют ся глубоко залегамщие дефекты сварн го шва или для сварки стыка пробковыми швами. Цель изобретения - сокращение ко личества расплавленного металла пут уменьшения диаметра токоподводящего наконечника. Поставленная цель достигается выполнением токоподводящего наконеч ка в виде двухлепестковой цанги с диаметром нажимной втулки, равным диаметру цанги, а паз для установки электрода смещен относительна осево отверстия и расположен опозитно прорези цанги. На чертеже изображено устройство общий вид. Устройство для заварки глубоких отверстий состоит из неподвижной водоохлаждаемой втулки 1 и токоподводя щего наконечника в виде двухлепестковой цанги 2, на лепестках которой выполнен паз 3 в виде ласточкина хвоста, в который помещен пластинчатый вольфрамовый электрод 4. Лепестк цанги взаимодействуют с конической нажимной втулкой 5, которая цилиндрическим торцом контактирует с торцо неподвижной втулки 1, обеспечивая надежный электрический контакт, и уменьшая прорези 6 (не показаны) .цанги 2,удерживает электрод 4 в пазу 3. Надежный взаимный контакт неподвижной втулки 1, нажимной втулки 5 и цанги 2 обеспечивается их осевой стяжкой при помощи пружины 7, гайки 8 ишайбы 9. Крутящий момент от элекродвигателя 10 (не показан) передает ся на цангу 2 при помощи шестерни 11 и шпонки 12. Внутри цанги 2 установлена кварцевая трубка 13, образую щая кольцевой зазор 14, по которому из отверстия 15 цанги 2, кольцевой проточки 16, неподвижной втулки 1 подается защитный газ в зону сварки. Неподвижная 1 прикреплена к корпусу 17 механизма 18 вращения. По кварцевой трубке 13 проходит присадочная проволока 19, подаваемая роликами механизма 20 подачи. Место входа присадочной проволоки 19 в цангу 2 герметизировано эластичной втулкой 21.Сварочный ток подводится к штуцеру 22 неподвижной втулки I при помощи водоохлаждаемого токоподвода23. 8 Механизм подачи проволоки 19 и механизм 18 вращения цанги 2 посредством изоляционных планок 24 и 25 прикреплены к механизму 26 подъема, имеющего две трубчатые скалки 27 с упорами 28, опирающимися на свариваемое изделие 29. К нижней части механизма 26 подъема при помощи кронштейна 30 присоединен поворотный защитный колпак 31 со смотровой трубкой 32, оснащенной защитным стеклом 33. В кронштейн. 30 вмонтирована изоляционная втулка 34, через которую проходит неподвижная втулка 1. I Работа устройства начинается с установки в паз 3 цанги 2 пластинчатого вольфрамового электрода 4 путем нажатия на гайку 8. Затем закладывается присадочная проволока 19 в ролики механизма 20 подачи и пропускается, через эластичную втулку 21, кварцевую трубку 13 к лепесткам цанги 2. После чего последняя и неподвижная втулка 1 вводятся в завариваемое отверстие изделия 29 с целью получения равномерного кольцевого зазора, который корректируется упорами 28 и перемещением устройства, поворотньш защитный колпак 31 при этом снят. Закрепив устройство на поверхности изделия 29, цанга 2 и неподвижная втулка выводятся из завариваемого отверстия. Затем ставятся и разворачиваются в удобное положение колпак 31, ось изоляционной втулки При этом совпадает с осью завариваемого отверстия. Через которую повторно вводятся цанга 2 А неподвижная втулка 1 до соприкосновения с дном отверстия неплавящегося электрода 4. После чего подается охлаждающая вода, защитный газ и сварочный ток, неплавящийся электрод 4, отрываясь от дна, возбуждает сварочную дугу. Как только дуга возбудилась, подается команда на вращение цанги 2, наводится сварочная ванна. После наведения последней подается присадочная проволока 19 и включается регулятор длины дуги, подающий команду механизму 26 на подъем цанги 2, устройство, заплавляя отверстие, выводит последнюю наверх. Защитный газ подается во внутрь завариваемого отверстия через кольцевую проточку 16 неподвижной втулки 1, отверстие 15 цанги 2, коль-.
311
цёвой зазор 14 ичерез прорези цанги 2. Выходит защитный газ наружу по кольцевому зазору завариваемого отверстия .
При заварке верхней части отверстия подается защитный газ в клапан :31. Заварив верхннж) часть отверстия, отключается присадочная проволока 19 и сварочный ток, защитный газ подается до некоторого охлаждения места сварки.
712484
Предлагаемое техническое решение позволяет уменьшить диаметр вводимой в завариваемое отверстие части устройства (токоподводящего наконечника), что уменьшает объем расплавленного металла , и уменьшить эксплуатационные расходы на рас сверливание , заварку , присадочную проволоку , защитный газ и
10 воду.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заварки глубоких отверстий | 1986 |
|
SU1326407A1 |
| Способ заварки глухих отверстий малого диаметра и устройство для его осуществления | 1990 |
|
SU1810257A1 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| Устройство для автоматического управления процессом сварки плавлением (его варианты) | 1981 |
|
SU1011348A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| УСТРОЙСТВО И СПОСОБ ЗАМЫКАНИЯ КОНТАКТОВ СВАРОЧНОЙ ПРОВОЛОКИ И ТОКОПОДВОДЯЩИЙ ЗАЖИМ | 2009 |
|
RU2477677C2 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| Головка для автоматической дуговой сварки | 1988 |
|
SU1614903A1 |
УСТРОЙСТВО ДЛЯ ЗАВАРКИ ГЛУБОКИХ ОТВЕРСТИЙ, содержащее наконечник с осевым отверстием для подачи присадочной проволоки и защитного газа и пазом для установки электрода, о тличающееся тем, что, с целью сокращения количества расплавленного металла путем уменьшения диаметра токоподводящего наконечника, последний выполнен в виде двухлепестковой цанги с диаметром нажимной втулки, равным диаметру цанги, а паз для установки электрода смещен относительно осевого отверстия и расположен опозитно прорези цанги.
| ) Штрикман М.М | |||
| и др | |||
| Автоматическая аргоно-дуговая заварка глубоких отверстий | |||
| Сварочное.производство, 1982, № 2, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
