3
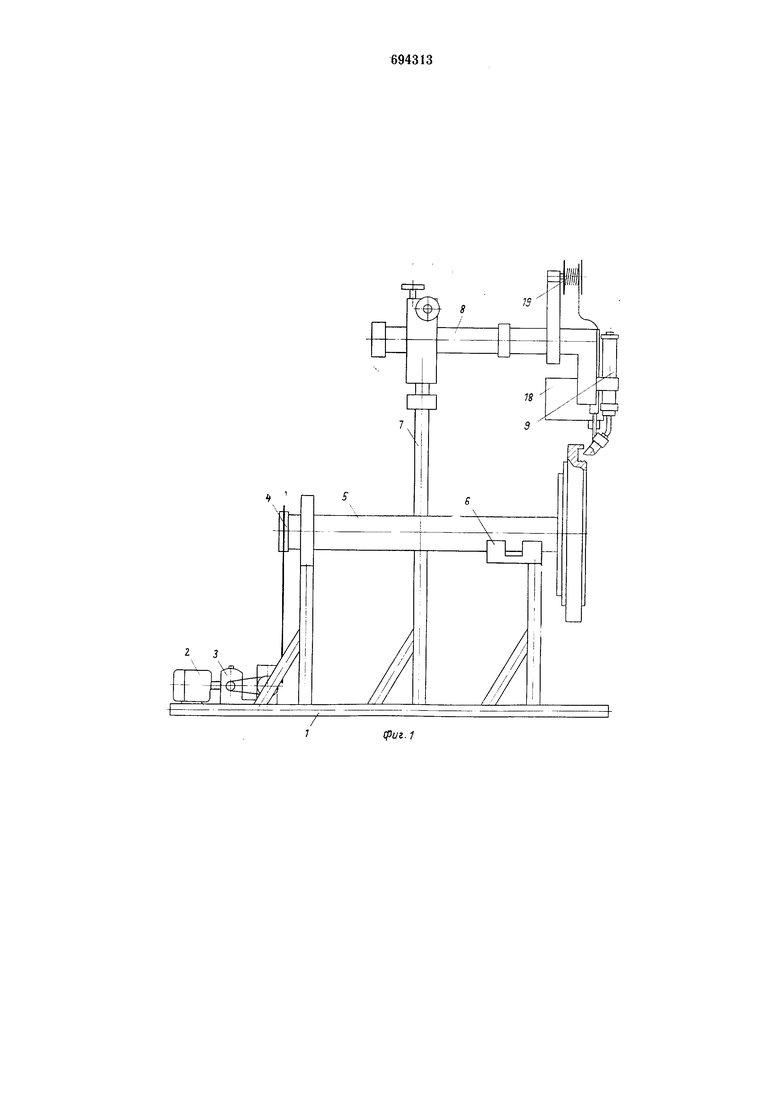
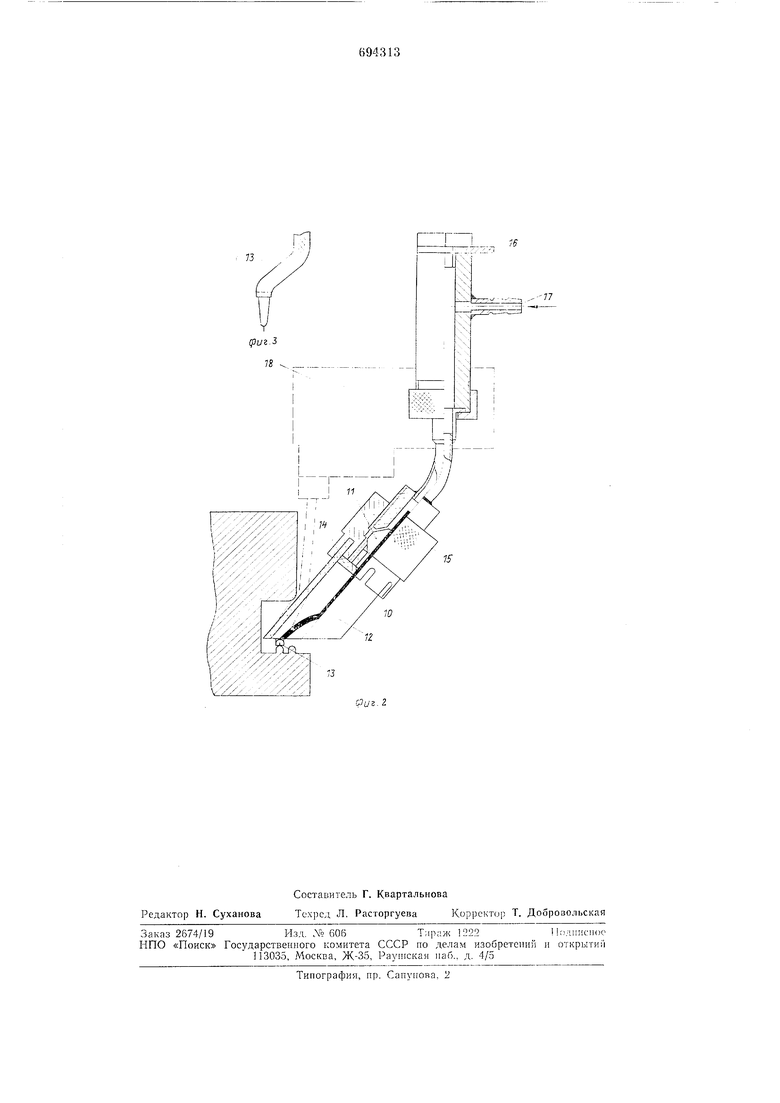
На фиг. 1 представлена установка для сварки в защитных газах, в которой использовано описываемое устройство, общий вид; на фиг. 2 - горелка с неплавящимся электродом в разрезе; иа фиг. 3 - мундщтук для подачи присадочной проволоки.
Установка содержит основание 1, на котором установлены электродвигатсл,) 2 с редуктором 3 и цепь со звездочкой 4, вращение от которой передается обрабатываемой детали 5. Токоподвод к детали 5 осуществляется щеткой 6. На основании 1 установлена также стойка 7 с консолью 8, на конце которой установлено устройство для сварки, содержащее горелку 9 с сонлом 10 и электрододержателем И, в котором закреплен ненлавящийея электрод 12. Плоскость среза сопла 10 расположена по отнощеиию к оси горелки под углом, отличным от прямого. Конец ненлавящегоея электрода 12 изогнут по дуге, выпуклой частью обращенной в сторону острого угла, образованного нлоскостью среза сопла н его стенкой.
Устройство содержит также мундштук 13, выполненный с двойным изгибом. В соиле горелки установлен пакет из сетки 14 для создания ламинарного нотока запиггного газа. Сопло 10 выполнено из кварца и закреплено на корпусе горелки накидной гайкой 15. Горелка соединена с токонодводом 16 и нмеет щтуцер 17 для подвода защитного газа (аргона).
В установку входит механнзм 18 иодачи присадочной проволоки, закрепленный иа консоли 8. На последней закреплена также кассета с нроволокой 19.
Нри включении электродвигателя 2 через редзктор 3 и цень со звездочкой 4 вращение передается на деталь 5, фланец которой имеет глубокий наз, в котором необходимо провести сварку или нанлавку. То4
коподвод к детали о осундеетвляется посредством графитовой щетки 6. Установка сварочного устройства на свариваемом соединении производится за счет иолой стойки 7 и консоли 8, которые позволяют .манипулировать сварочным устройством в трех нанравленнях. Формы мундиггука и горелки 9 нозволмют вводить ненлавяихийея электрод 12 н присадочную проволоку в узкие
глубокие пазы, глубиной более 15 мм, и производить наплавку и сварку в таких затесненных условиях.
Сварочное уетройство комнактно, может применяться в различных сварочных установках как для сварки продольных, так и кольцевых щвов.
Формула изобретения
Устройство для дуговой сварки неилавящимся электродом в среде защитного газа с подачей в зону дуги нрисадочиой проволоки, содержащее горелку с сонлом и электрододержателем, в котором закреплеи нснлавящийся электрод, а также .мундштук для направления нрисадочной проволоки, отличающееся тем, что, с целью обесиечения сварки в затесненных условиях, нанример в иазах глубиной 15 мм и более,
нлоскость среза еоила горелки расположена иод углом, отличным от нрямого, к оси горелки, конец неплавящегося электрода изогпут по дуге, выпуклой частью обращенной в еторону острого угла, образованного
плоскостью среза сопла и его стенкой, а мутадщтук выполнен е двойным изгибом.
Источники информации, ьринятые во внимание нри экспертизе
1.Авторское свидетельство СССР ЛЬ 349543, кл. В 23К 9/16, 1970.
2.Авторское свидетельство СССР ЛЬ 446372,кл. В 23К 9/16, 1971 (нрототии).
13
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
SU1831821A3 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Горелка для плазменной наплавки | 1990 |
|
SU1756055A1 |
| Устройство для полуавтоматической газоэлектрической сварки неплавящимся электродом | 1971 |
|
SU446372A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1975 |
|
SU550249A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
a
IS
3
-77
