Изобретение относится к сварке, в частности к сварочным головкам, горелкам, и может найти применение в любой области народного хозяйства, где необходимо осуществлять сварку неплавящимся электродом с подачей присадочной проволоки по центру головки или горелки, особенно, если она вставлена в манипулятор или робот.
Целью изобретения является повышение надежности работы электрододержателя.
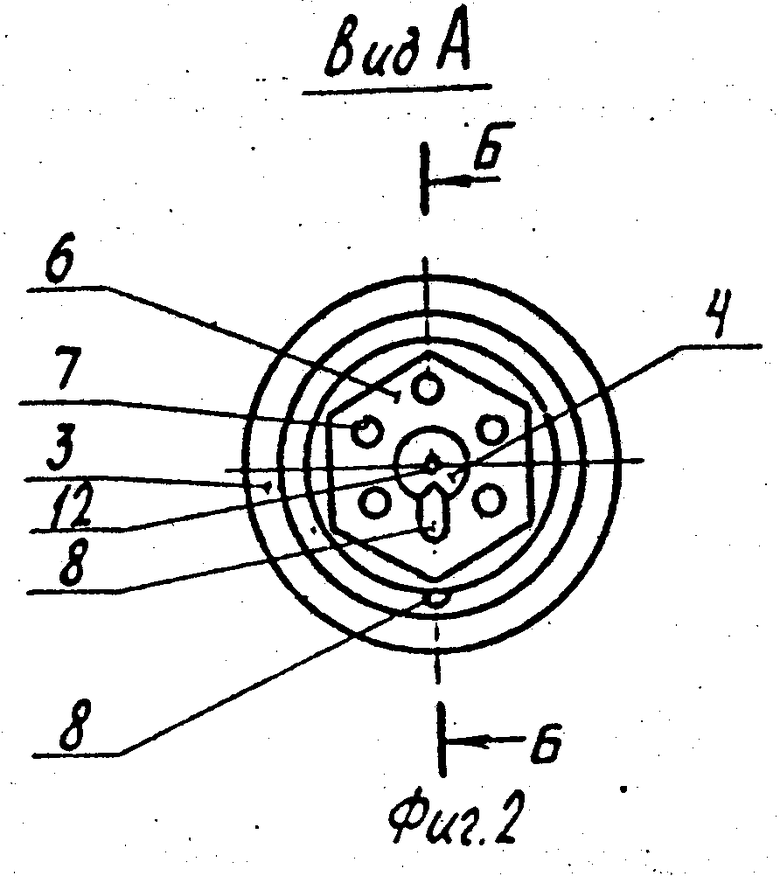
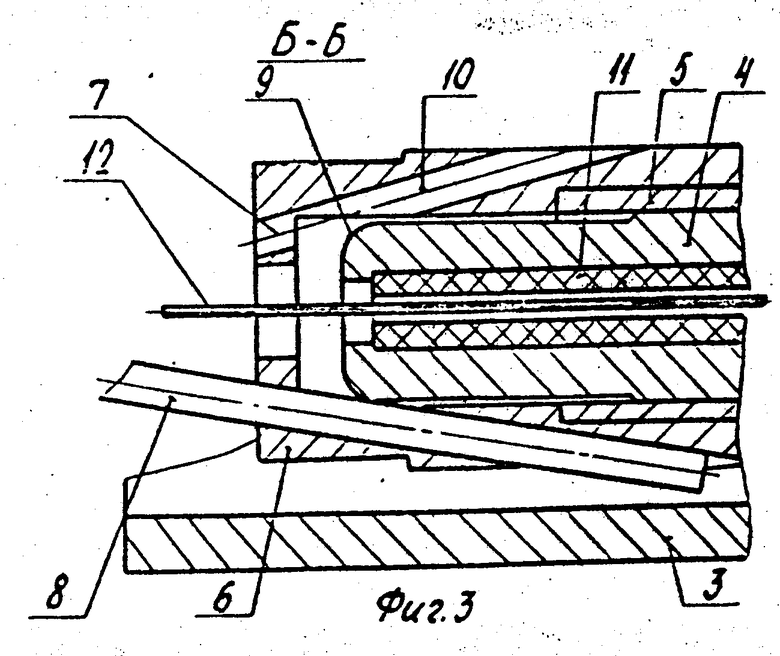
На фиг. 1 дано устройство, общий вид в разрезе; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 2.
Предлагаемое устройство содержит (см. фиг. 1) корпус 1, закрепленный в пластмассовой рукоятке 2. На рабочем торце корпуса по резьбе установлено керамическое сопло 3. В противоположном торце корпуса с возможностью вращения заделана внутренняя втулка 4 электрододержателя, на противоположном торце которой по резьбе 5 установлена внешняя втулка 6, рабочий торец которой выполнен в сечении Г-образным и в нем под различными углами выполнены отверстия 7 для размещения рабочего конца электрода 8, контактно которому во внутренней втулке выполнена упорная поверхность 9. При этом в боковых стенках внешней втулки 6 ответно отверстиям 7 выполнены отверстия 10 для размещения нерабочего конца электрода 8.
Кроме этого, во внутренней втулке 4 выполнено соосное отверстие, в которое вставлена керамическая трубка 11 для подачи присадочной проволоки 12 из тракта 13, который заделан в пластмассовой рукоятке 2 соосно трубке 11. На внутренней втулке 4 заделана шестерня 14, которая через шестерню 15 связана с электродвигателем 16. Трубка 17 для подачи защитного газа пропущена через рукоятку 2 и заделана в отверстии корпуса. На внутренней втулке 4 заделан водоохлаждаемый токовый коллектор 18. Кроме того, в рукоятке 2 размещена клавишная спаренная система 19 управления.
Работу устройством осуществляют следующим образом. Вначале (см. фиг. 1, 3) керамическое сопло 3 по резьбе перемещают в сторону рабочего торца электрододержателя. После этого внешнюю втулку 6 перемещают по резьбе 5 втулки 4 в ту же сторону и в ее отверстия 7, 10 пропускают электрод 8, после чего втулку 6 перемещают в противоположном направлении до упора электрода 8 в упорную поверхность 9 на внутренней втулке 4. При этом, поскольку сечение внешней втулки 6 и внутренней 4 в зоне зажима равномерно в радиальном направлении, то подвижки металла в процессе нагрева равномерны (в отличие от прототипа, где сечение внутренней втулки 4 фигурное и подвижки неравномерны, в результате чего и образуется зазор, из которого электрод 8 выпадает), что обеспечивает надежное крепление электрода 8. Затем устройство рабочим концом электрода 8 устанавливают над стыком изделия, подлежащим сварке. Нажатием одной из клавиш системы 19 управления осуществляют продувку защитным газом через трубку 17, газовые проходы корпуса 1, возбуждают сварочную дугу между электродом 8, ток к которому подают через коллектор 18, и изделием, и включают двигатель 16, который с помощью шестерен 15 и 14 начинает вращать электрододержатель, т. е. втулки 4, 6 с электродом 8, осуществляя таким образом предварительный нагрев места начала сварки и установление устойчивого защитного потока в этом месте, с помощью вращения отверстия 7 во внешней втулке 6 и шестигранной формы ее внешней стенки (см. фиг. 2), которые совместно создают упругий устойчивый поток газа, так как формируется он внутри сопла 3, в котором утоплен рабочий торец электрододержателя. Теперь включают механизм подачи присадочной проволоки 12, которую через тракт 13 и керамическую трубку 11 во внутренней втулке 4 подают к месту расплавленной уже сварочной ванны и осуществляют процесс сварки.
Данное техническое решение позволяет повысить надежность работы электрододержателя и упростить крепление электрода, что особенно важно при сварке с вращением электрода, когда работы выполняются с помощью манипуляторов и роботов, так как значительно повышается производительность процесса. Поскольку конструкция сопловой части горелки позволяет формировать упругий устойчивый поток защитного газа, то при сварке такой горелкой повышается и качество сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1989 |
|
RU1760701C |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Способ заварки глухих отверстий малого диаметра и устройство для его осуществления | 1990 |
|
SU1810257A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ С ТРУБНЫМИ ДОСКАМИ | 1989 |
|
SU1771156A1 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ | 1990 |
|
SU1743070A1 |
| УСТРОЙСТВО ДЛЯ ПОЗИЦИОНИРОВАНИЯ ИЗДЕЛИЕМ В ПРОЦЕССЕ СВАРКИ | 1990 |
|
SU1743112A1 |
| Двухэлектродная горелка | 1985 |
|
SU1278148A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
Использование: в любой отрасли народного хозяйства, где необходимо осуществлять сварку неплавящемся электродом с подачей присадочной проволоки вдоль продольной оси горелки и с вращением их в течение всего процесса. Сущность изобретения: устройство для сварки неплавящимся электродом содержит корпус 1 с соплом 3 и закрепленный внутри корпуса с возможностью вращения электродержатель в виде связанных между собой по резьбе внутренней втулки 4 и внешней 6 с отверстиями 7 под различными углами для размещения нерабочего конца электрода 8. Торец внешней втулки 6 со стороны рабочего конца электрода выполнен в сечении Г-образным и в нем соответственно выполнены отверстия 10 для размещения рабочего конца электрода. На внутренней втулке вместе контакта электрода выполнена упорная поверхность 9. 3 ил.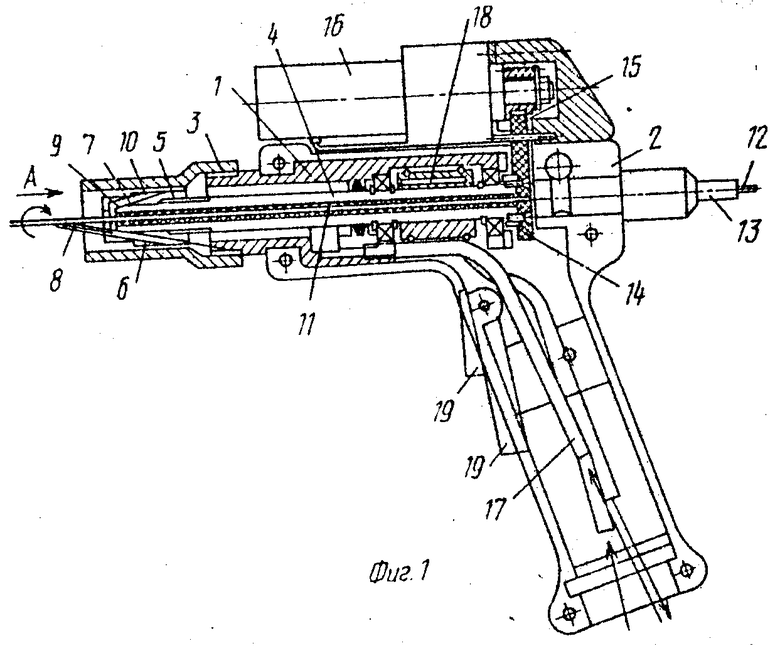
УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, содержащее корпус с соплом и с закрепленным внутри корпуса с возможностью вращения электрододержателем в виде связанных между собой по резьбе внутренней втулки и внешней втулки с отверстиями под различными углами для размещения нерабочего конца электрода, отличающееся тем, что, с целью повышения надежности работы электрододержателя, торец внешней втулки со стороны рабочего конца электрода выполнен в сечении Г-образным и в нем выполнены отверстия для размещения рабочего конца электрода, а на внутренней втулке в месте контакта с электродом выполнена упорная поверхность.
| Устройство для сварки неплавящимсяэлЕКТРОдОМ | 1978 |
|
SU795804A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
