Изобретение относится к машиностроению, в частности к созданию устройств для сварки сеток, и может найти применение в строительной индустрии.
Целью изобретения является повышение производительности.
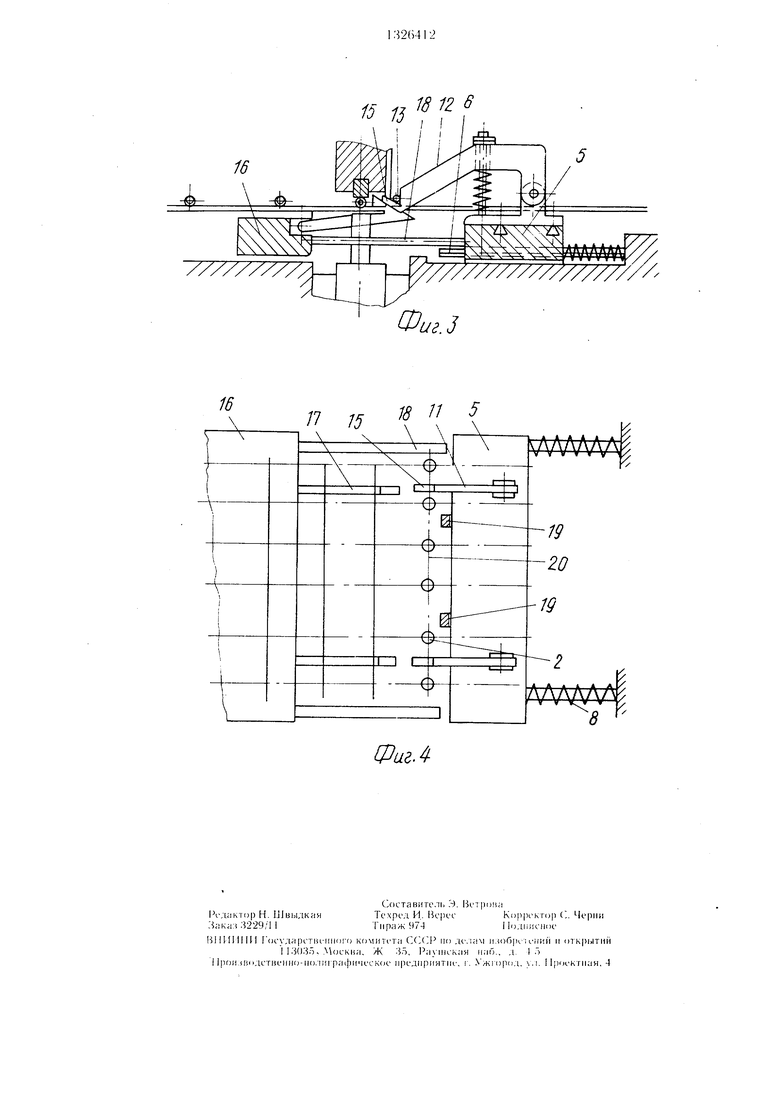
На фиг. 1 показано устройство, продольное сечение (каретка в крайнем положении); на фиг. 2 - каретка в промежуточном положении; на фиг. 3 - то, же, в крайнем по- ложении, электроды сжаты; на фиг. 4 - устройство, вид сверху, (без балки и верхних электродов).
На статине 1 смонтированы подвижные от приводов нижние 2 и верхние 3 электроды.
Верхние электроды закреплены на подвижной по вертикали от привода балке 4. Траверса 5 смонтирована на станине 1 с возможностью перемеш.ения по закрепленным на станине направляющим 6, парал- лельно продольным стержням 7 свариваемой сетки. Траверса 5 подпружинена от станины 1 пружинами 8. На траверсе о смонтированы кронштейны 9, на которых с. помош,ью шарниров 10 смонтированы упоры 11, имеюш,ие наклонные верхние кромки 12 и вертикальные передние кромки 13. Упоры 11 подпружинены от кронштейнов 9 пру- жина.ми 14. На передних кромках 13 выполнены отогнутые кверху полки 15. Каретка 16 смонтирована на станине 1. На каретке 16 установлены захваты 17 и жестко закреплены толкатели 18. Ограничители 19 закреплены на балке 4.
В процессе работы опускают балку 4 с электродами 3, которая перемешает поперечный стержень 20, лежащий на полках 15 до продольных стержней 7, при этом упоры 11 от взаимодействия с балкой 4 отклоняются вниз. Далее электроды 2 прижимают .пересечения поперечного стержня 20 к продольным стержням 7, после чего
выполняется сварка, в процессе которой каретка 16 движется к электродам. В процессе сварки на наклонные кромки 12 подают очередной поперечный стержень 20. При достижении каретки 16 крайнего положения толкатели 18 отодвигают траверсу 5, отчего полки 15 ВЬЕХОДЯТ из-под приваренного поперечного стержня и на них укладывается очередной стержень 20. При этом захваты 17 заходят за приваренный поперечный стержень 20. Далее электроды 3 отходят от сваренных пересечений, при этом поднятые вместе с балкой 4 ограничители 19 освобождают путь вперед для очеред ного поперечного стержня 20, расположенного на полках 15. Далее каретка 16 перемещается в обратном направлении, перемещая свариваемую сетку на щаг, и т. д. Использование изобретения позволяет повысить производительность за счет того, что в процессе перемещения каретки осуществляется подача очередного поперечного прутка.
Формула изобретения
Устройство для сварки сеток, содержащее установленные на станине нижние и верхние электроды, подпружиненную в направлении перемещении сетки траверсу со смонтированными на ней упорами, верхние поверхности которых наклонены в сторону электродов, каретку для перемещения сетки с захватами и толкатели, служащие для взаимодействия с траверсой, отличающееся тем, что, с целью г10Е;ь 1иения производительности преимущес1венно при сварке верхними электродами, выполненными в виде пластин или смонтирова -;нымк на общей балке, упоры подпружинены и шарнирно закреплены на траверсе с возможностью поворота, торец упора отогнут для фиксации очередного поперечного стержня перед подачей его в зону сварки.
cpud. 2
15 « S
5
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1974 |
|
SU574257A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Устройство для сварки сеток | 1976 |
|
SU592498A1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU553029A1 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU554107A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1303324A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
Изобретение относится к области машиностроения, в частности к созданию устройств для сварки сеток, и может найти применение в строительной индустрии. Целью изобретения является повышение производительности. При опускании балки 4 с электродами (Э) поперечный стержень (С) 20 перемещается в зону сварки. При этом упоры 11 от взаимодействия с балкой 4 отклоняются. Э 2 прижимают поперечный С 20 к продольному С 7, и осуществляется сварка. В процессе сварки каретка 16 движется к Э, а на наклонные кромки упоров 11 подают очередной поперечный С 20. При достижении каретки 16 крайнего положения толкатели 18 отодвигают траверсу 5. Полки 15 выходят из- под приваренного поперечного С и на них укладывается очередной С. Захваты 17 заходят за приваренный поперечный С 20. Э 3 отходят от сваренного пересечения, освобождая путь для очередного поперечного С 20, расположенного на полках 15. Каретка 16 пере.мещается в обратном направлении, перемешая свариваемую сетку на шаг, 4 ил. ю (Л 16 7 Ю 8 00 ю О5 4 
| Устройство для сварки арматурных сеток | 1977 |
|
SU640797A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
