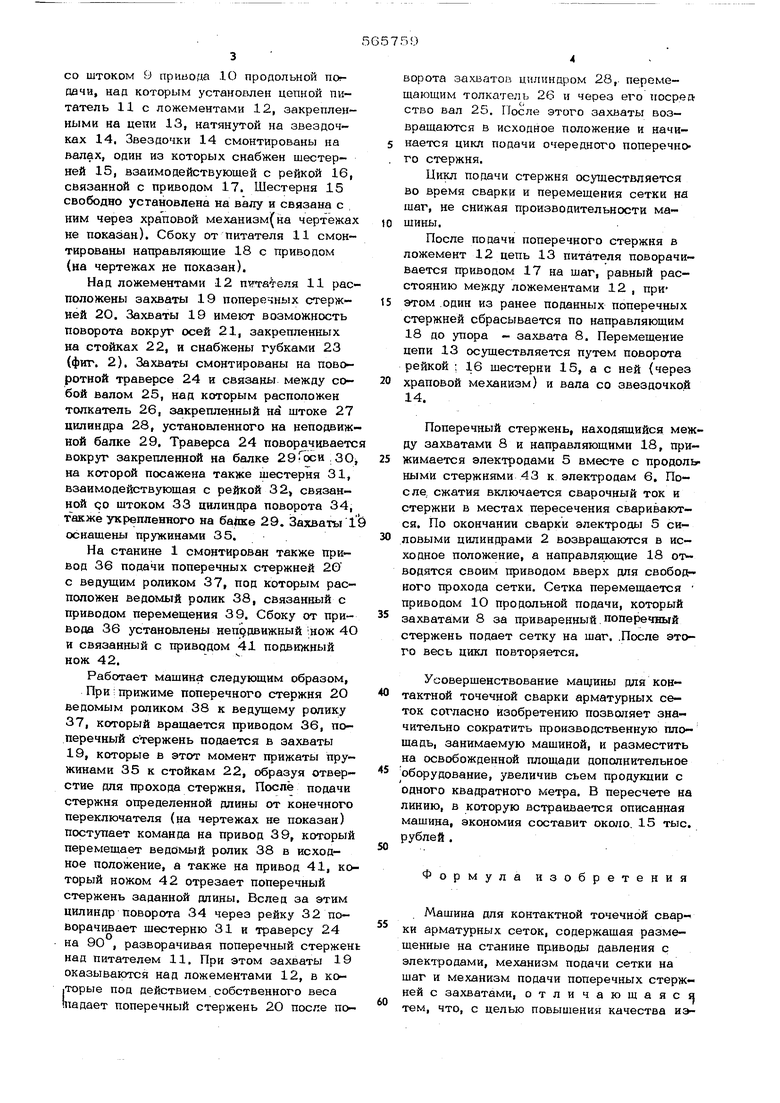
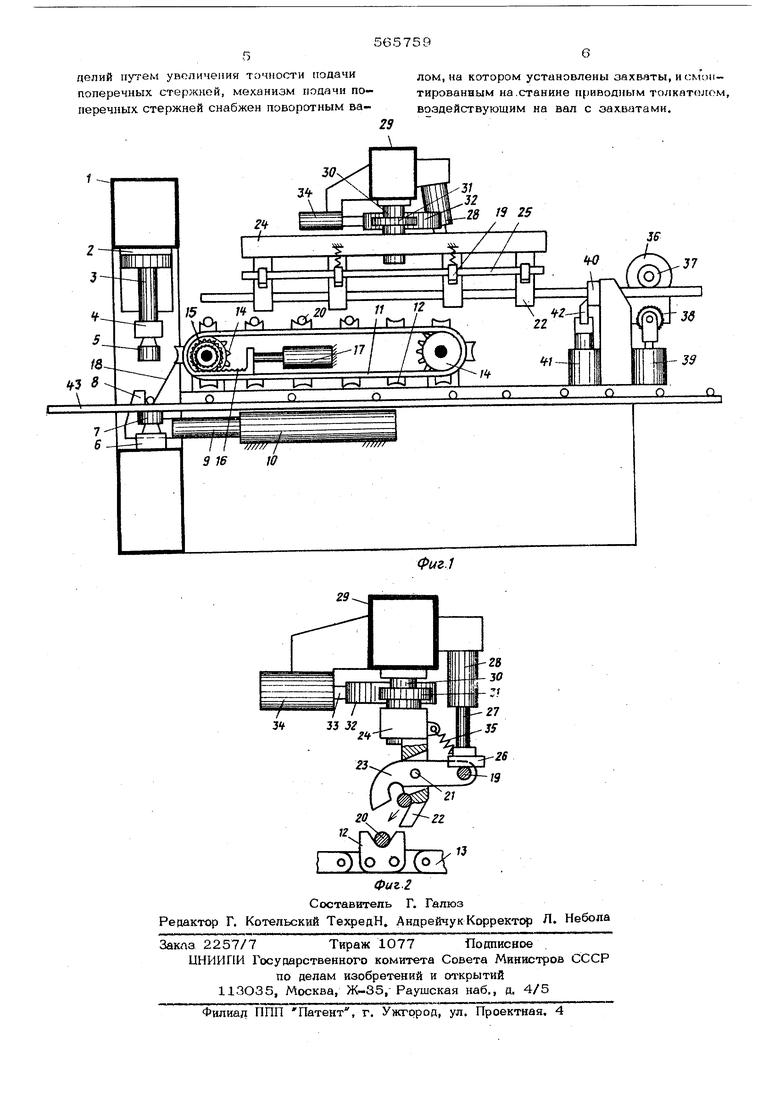
(54) МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК со штоком 9 привода 10 продольной погоачи, над которым установлен цепной питатель 11 с ложементами 12, закрепленными на цепи 13, натянутой на звездочках 14. Звездочки 14 смонтированы на валах, один из которых снабжен шестерней 15, взаимодействующей с рейкой 16, связанной с приводом 17. Шестерня 15 свободно установлена на валу и связана с ним через храповой механизм(на чертежах не показан). Сбоку от питателя 11 смонтированы направляющие 18 с приводом (на чертежах не показан). Над ложементами 12 питателя 11 расположены захваты 19 поперечных стержней 20. Захваты 19 имеют возможность поворота вокруг осей 21, закрепленных на стойках 22, и снабжены губками 23 (фиг. 2). Захваты смонтированы на поворотной траверсе 24 и связаны между собой валом 25, над которым расположен толкатель 26, закрепленный на штоке 27 цилиндра 28, установленного на неподвижной балке 29. Траверса 24 поворачиваетс вокруг закрепленной на балке ЗО на которой посажена также шестерня 31, взаимодействующая с рейкой 32, связанной QO штоком 33 цилиндра поворота 34, также укрепленного на балке 29. Захваты 1 оснащены пружинами 35. На станине 1 смонтирован также привод 36 подачи поперечных стержней 2О с ведущим роликом 37, под которым расположен ведомый ролик 38, связанный с приводом перемещения 39. Сбоку от привода 36 установлены неподвижный Нож 4О и связанный с приводом 41 подвижный нож 42. Работает машина следующим образом. При ; прижиме поперечного стержня 2О ведомым роликом 38 к ведущему ролику 37, который вращается приводом 36, поперечный стержень подается в захваты 19, которые в этот момент прижаты пружинами 35 к стойкам 22, образуя отверстие для прохода стержня. После подачи стержня определенной длины от конечного переключателя (на чертежах не показан) поступает команда на привод 39, который перемещает ведомый ролик 38 в исходное положение, а также на привод 41, ко торый ножом 42 отрезает поперечный стержень заданной длины. Вслед за этим цилиндр поворота 34 через рейку 32 поворачивает шестерню 31 и траверсу 24 на 90 , разворачивая поперечный стержен над питателем 11, При этом захваты 19 оказываются над ложементами 12, в ко|Торые под действием собственного веса падает поперечный стержень 2О после поворота захватов цилиндром 28,- перемещающим толкатель 26 и через его посреД ство вал 25. После этого захваты возвращаются в исходное положение и начинается цикл подачи очередного поперечного стержня. Цикл подачи стержня осуществляется во время сварки и перемещения сетки на шаг, не снижая производительности машины. После подачи поперечного стержня в ложемент 12 цепь 13 питателя поворачивается приводом 17 на шаг, равный расстоянию между ложементами 12 , приэтом .один из ранее поданных поперечных стержней сбрасывается по направляющим 18 до упора - захвата 8. Перемещение цепи 13 осуществляется путем поворота рейкой ; 16 шестерни 15, а с ней (через храповой механизм) и вала со звездочкой 14. Поперечный стержень, находящийся между захватами 8 и направляющими 18, прижимается электродами 5 вместе с продольными стержнями 43 к электродам 6. После сжатия включается сварочный ток и стержни в местах пересечения свариваются. По окончании сварки электроды 5 силовыми цилиндрами 2 возвращаются в исходное положение, а направляющие 18 отводятся своим приводом вверх для свободного прохода сетки. Сетка перемещается приводом 10 продольной подачи, который захватами 8 за приваренный. поперечный стержень подает сетку на шаг. .После этого весь цикл повторяется. Усовершенствование мащины для контактной точечной сварки арматурных сеток согласно изобретению позволяет значительно сократить производственную площадь, занимаемую машиной, и разместить на освобожденной площади дополнительное оборудование, увеличив сьем продукции с одного квадратного метра. В пересчете на линию, в которую встраивается описанная машина, экономия составит около, 15 тыс. рублей . Формула изобретения Машина для контактной точечной сварки арматурных сеток, содержащая размещенные на станине пр.иводы давления с электродами, механизм подачи сетки на шаг и механизм подачи поперечных стержней с захватами, отличающаяс$} тем, что, с целью повышения качества иэ
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2034685C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1973 |
|
SU366950A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
