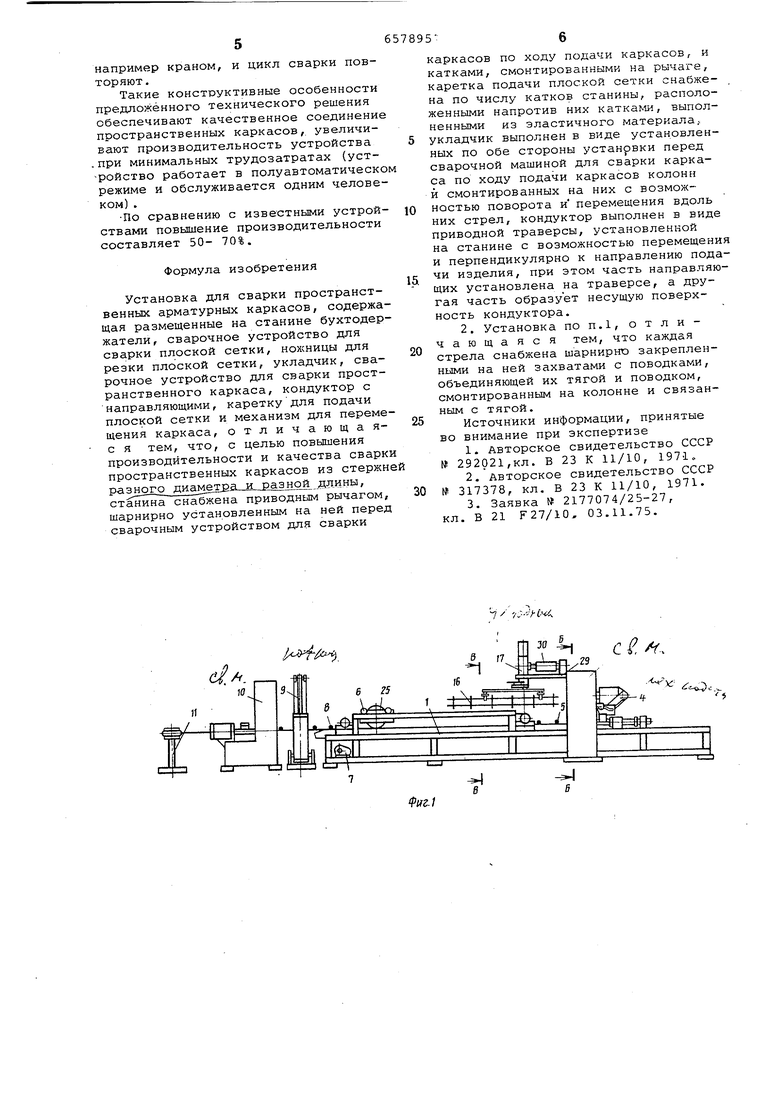
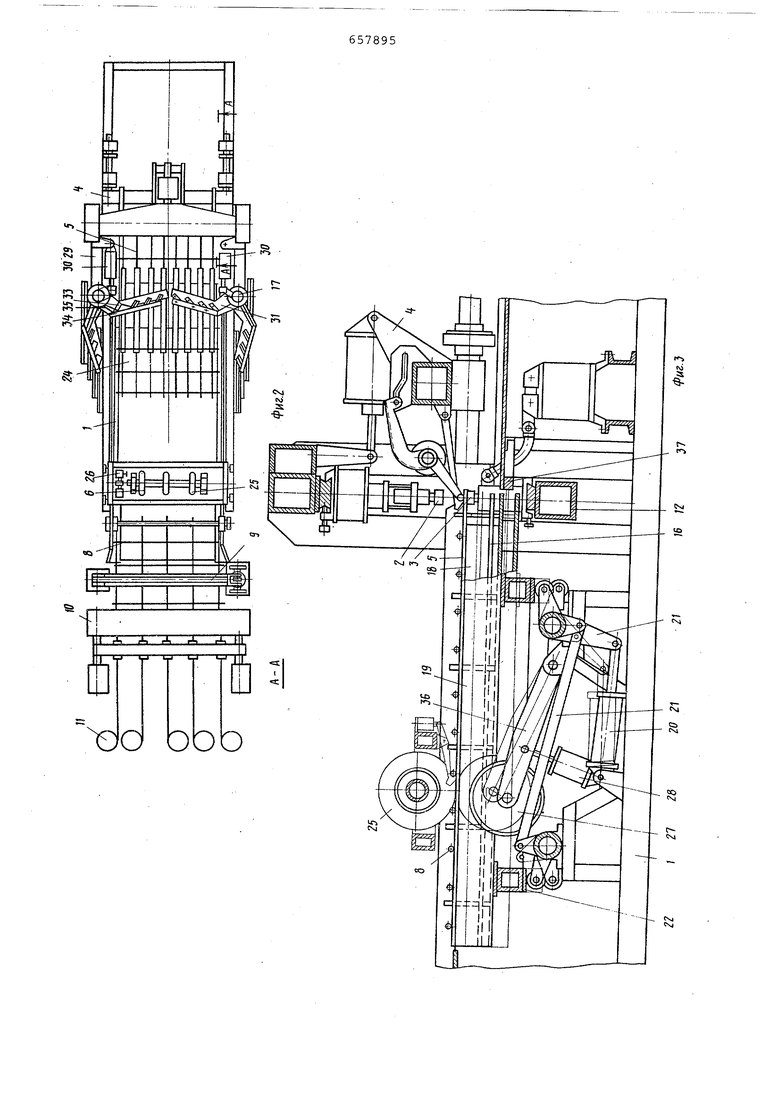
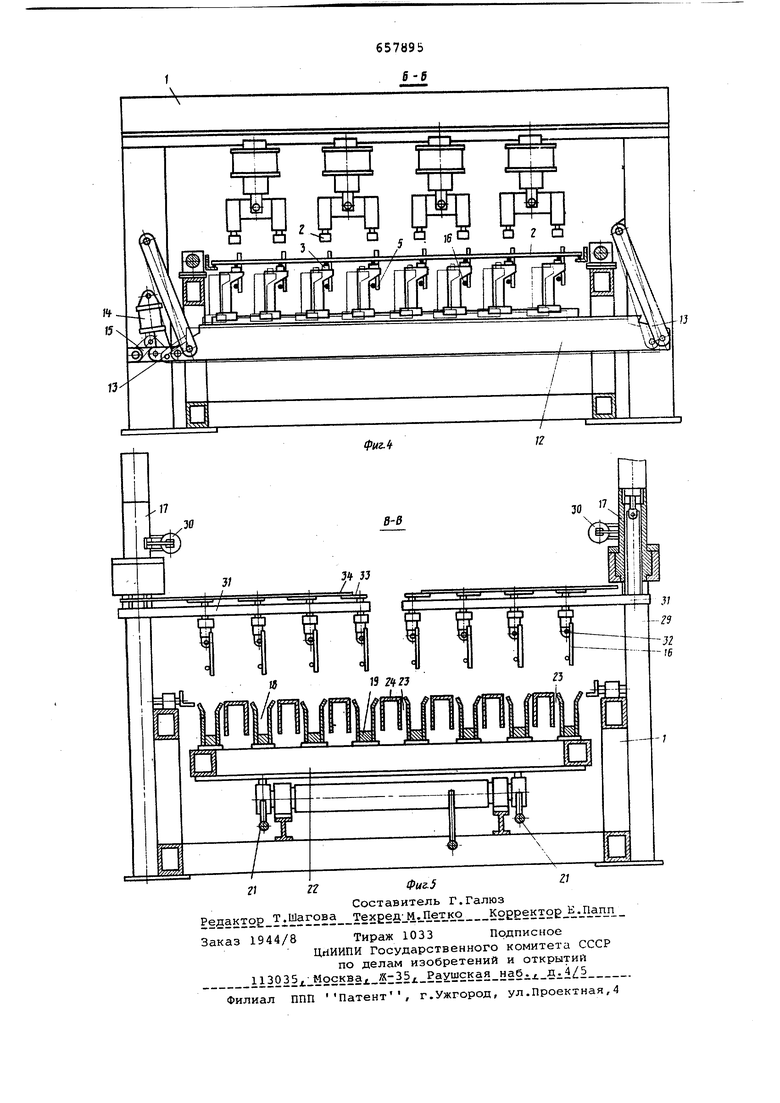
Эта установка предъявляет повышейные требования к деформации продольных стержней каркасов - лесенок из-за установки на раме токопроводя щего вкладыша, В этом случае верхняя кромка токопроводящего вкладыша при своем повороте будет упираться деформированный стержень каркаса лесенки, что приводит к отсутствию контактов между свариваемыми элемен . Кроме т.ого, при транспортировке каркаса под сварку-нарушается качес во его сборки из-за проскальзывания арматурной сетки по продольным стер ням каркаса - лесенки и снижается производительность. Кроме того, известная установка не обеспечивает сварку каркасов из стержней разного диаметра и разной длины. Для повышения производительности и качества сварки пространственных каркасов из стержней разного диамет ра и разной длины станина снабжена приводным рычагом, шарнирно установ ленным на ней перед сварочным устройством для сварки каркасов по ход подачи каркасов и катками, смонтиро ванными на рычаге, каретка подачи плоской сетки снабжена по числу катков станины, расположенными напротив них катками, выполненными из эластичного материала, укладчик выполнен в виде установленных по об стороны установки перед сварочнойм шиной для сварки каркаса по ходу под чи каркасов колонн и смонтированных на них с возможностью поворота и пер мещения вдоль стрел, кондуктор выпол нен в виде приводной траверсы,устано ленной на станине с возможностью пер мещения и перпендикулярно к направл нию подачи издали я,при этом часть направляющих установлена на траверс а другая часть образует несущую поверхность кондуктора. На фиг.1 изображено предлагаемое устройство,-вид сбоку; на фиг.2 показан вид устройства в плане ; на фиг.З дан разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.1. Установка содержит станину 1,верх ний и нижний ряды электродов 2 и 3, механизмы 4 подачи пространственных каркасов 5, каретку 6 с приводом 7 .для подачи плоских сеток 8, ножнидк1 9 для резки плоской сетки, сва рочную машину 10 для сварки плоских сеток и бухтодержатели 11. Нижние электроды 3 неподвижно установлены на-качающейся балке 12, закрепленной на станине 1 посредством шарнирного параллелограмма 13 и приводимой в действие приводом 14 че рез рычажную систему 15, и взаимодействуют со стержнями каркаса - лесенки. х6, уложенными установленным на станине укладчиком 17 в продольные направляющие пазы 18 кассет 19, вертикально перемещающихся при помо щи привода 20 и рычажной системы 21 .кондуктора 22 с возможностью захода своими продольными кассетами в прорези 23 опорной поверхностТГЗТ станины 1 с перемещаемой по ней плоской арматурной сеткой 8 посредством каретки б, снабж енной катками 25 с приводом 26, фракционно вТа модёйствующими через продольные стержни сетки с прижимными катками 27 с приводом 28 станины. Укладчик 17 выполнен в виде поворотно установленной на колонне 29 :с помощью пневмоцилиндра 30 стрелы 31 с шарнирно закрепленными на ней захватами 32. Колонна 29 консольно установлена на станине 1 с возможностью вертиkaльнoгo перемещения. Захваты 32 в своей верхней .части снабжены поводками 33, шарнирно сочлененными с тягой 34, шарнирно связанной с неподвижным поводком 35 колонны 29. Катки 25 каретки 6 выполнены из эластичного материала, а катки 27 станины 1 выполнены из твердого материала с возможностью качания на рычаге 36. На станине установлен упор 37. Работ ает устройство следующим образом. Укладчиком 17 каркасы - лесенки 16 перемещают при помощи стрелы в плоскопараллельном движении и укладывают в продольные направляющие пазы кассет кондуктора до упора 37 в зоне действия нижних электродов. Из сварочной машины 1 сваренную и разрезанную ножницамй 9 плоскую арматурную сетку 8 перемещают на опорную поверхность 24 станины 1 под каретку 6. Каретка 6, взаимодействуя своими захватами с плоской арматурной сеткой, перемещает ее на ход каретки,затем включают привод 26 катков 25 и 27 каретки, которые перемещают сетку под верхние, электроды до упора. .Включают привод подъема кондукторной плиты и подводят каркасы лесенки до контактирования с арматурной сеткой. Включают привод | ачающейся балки с нижними электродами и подводят их од стержни каркаса - лесенки и поперечные прутки арматурной сетки. Затем к ним подводят верхние электроы и включают сварочный ток. После сварки первого ряда верхние и нШкние элШктроды отводят в исходное положение, а пространственный каркас переещают механизмом шаговой подачи под сварку последующего ряда. Сваренный таким образом пространственный каркас снимают с опорной поверхности станины грузозахватным устройством. например краном, и цикл сварки повторяют. Такие конструктивные особенности предложенного технического решения обеспечивают качественное соединение пространственных каркасов, увеличивают производительность устройства .при минимальных трудозатратах (уст-ройство работает в полуавтоматическо режиме и обслуживается одним челове ком) . По сравнению с известными устрой ствами повышение производительности составляет 50- 70%. Формула изобретения Установка для сварки пространственных арматурных каркасов, содержа щая размещенные на станине бухтодер жатели, сварочное устройство для сварки плоской сетки, ножницы для резки плоской сетки, укладчик, сварочное устройство для сварки пространственного каркаса, кондуктор с направляющими, каретку для подачи плоской сетки и механизм для переме щения каркаса, отличающаяс я тем, что, с целью повышения производительности и качества сварк пространственных каркасов из стержн разного диаметЕа 11 Еаэ210й длины, станинаГ снабжёна приводным рычагом, шарнирно установленным на ней перед сварочным устройством дла сварки каркасов по ходу подачи каркасов, и катками, смонтированными на рычаге, каретка подачи плоской сетки снабжена по числу катков станины, расположенными напротив них катками, выполненными из эластичного материала., укладчик выполнен в виде установленных по обе стороны установки перед сварочной машиной для сварки каркаса по ходу подачи каркасов колонн и смонтированных на них с возможностью поворота и перемещения вдоль них стрел, кондуктор выполнен в виде приводной траверсы, установленной на станине с возможностью перемещения и перпендикулярно к направлению подачи изделия, при этом часть направляющих установлена на траверсе, а другая часть образует несущую поверхность кондуктора. 2.Установка поп.1, отличающаяся тем, что каждая стрела снабжена шарнирно закрепленными на ней захватами с поводками, объединяющей их тягой и поводком, смонтированным на колонне и связанным с тягой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 292021,кл. В 23 К 11/10, 1971. 2.Авторское свидетельство СССР № 317378, кл, В 23 К 11/10, 1971. 3,Заявка № 2177074/25-27, кл. В 21 F27/10, 03.11.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Линия для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU556876A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Устройство для сборки пространственных арматурных каркасов | 1981 |
|
SU973765A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1981 |
|
SU959951A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU560684A1 |
-/.--- t
