1
Изобретение относится к изготовлению арматуры для железобетона и может быть использовано на заводах сборного железобетона для сварки сеток.
Известно устройство для сварки арматурных сеток, содержащее электроды и каретку с захватами 1.
Недостатком этого устройства является низкая производительность из-за того, что время сварки не совмещено с операцией подачи поперечных стержней.
Известно также устройство для сварки арматурных сеток, содержащее смонтированные на станине верхние и нижние электроды, каретку перемещения сетки на шаг, ограничители и фиксаторы 2.
Недостатком этого устройства является сложность привода механизма подачи, связанного с кареткой, и низкая производительность из-за простоя устройства во время перемещения сетки на шаг.
Целью изобретения является упрощение конструкции и повышение производительности путем обеспечения одновременной подачи сетки на шаг, фиксации поперечного стержня под электродами и подачи очередного поперечного стержня.
Эта цель достигается тем, что упоры выполнены с наклонными в сторону движения сетки верхними поверхностями, ограничители выполнены в виде пластин, одни их концы связаны со станиной, а другой конец каждой пластины отогнут параллельно рабочему торцу электрода в сторону дв11 лсн1я сегки и расположен между рабочим торцом нижнего электрода и верхней поверхиостыо фиксатора, а расстояние между местом крепления пластин со станиной и осью электродов равно шагу поперечных стержней.
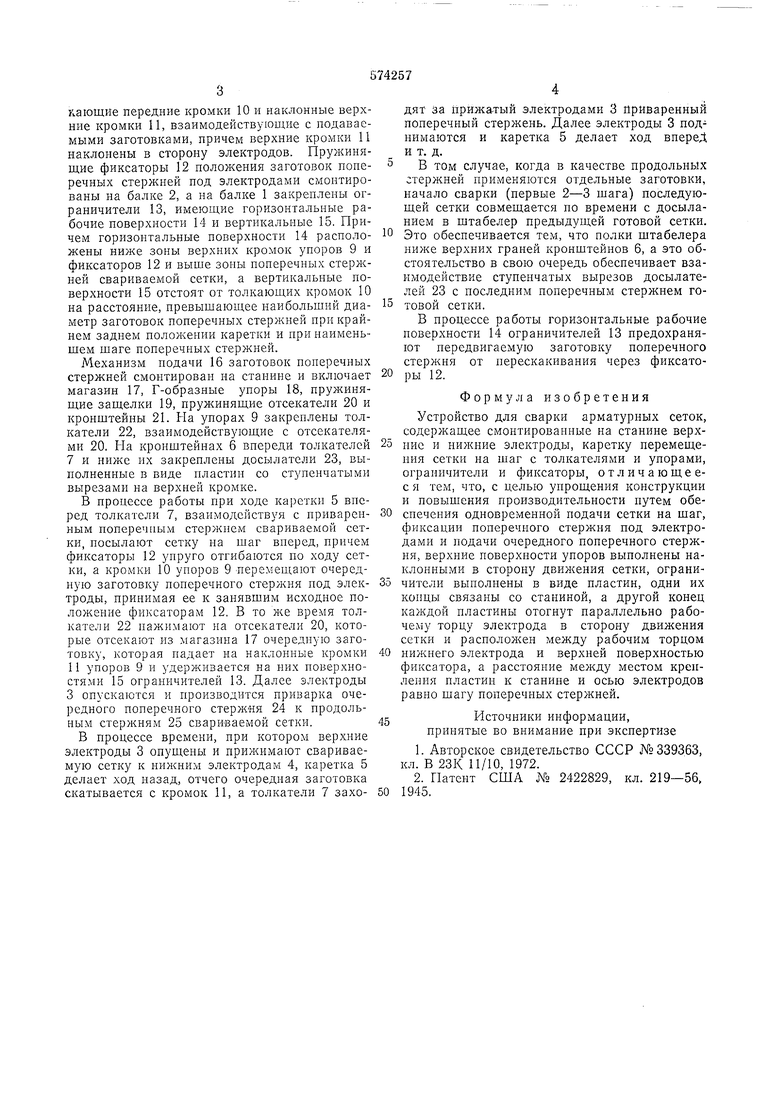
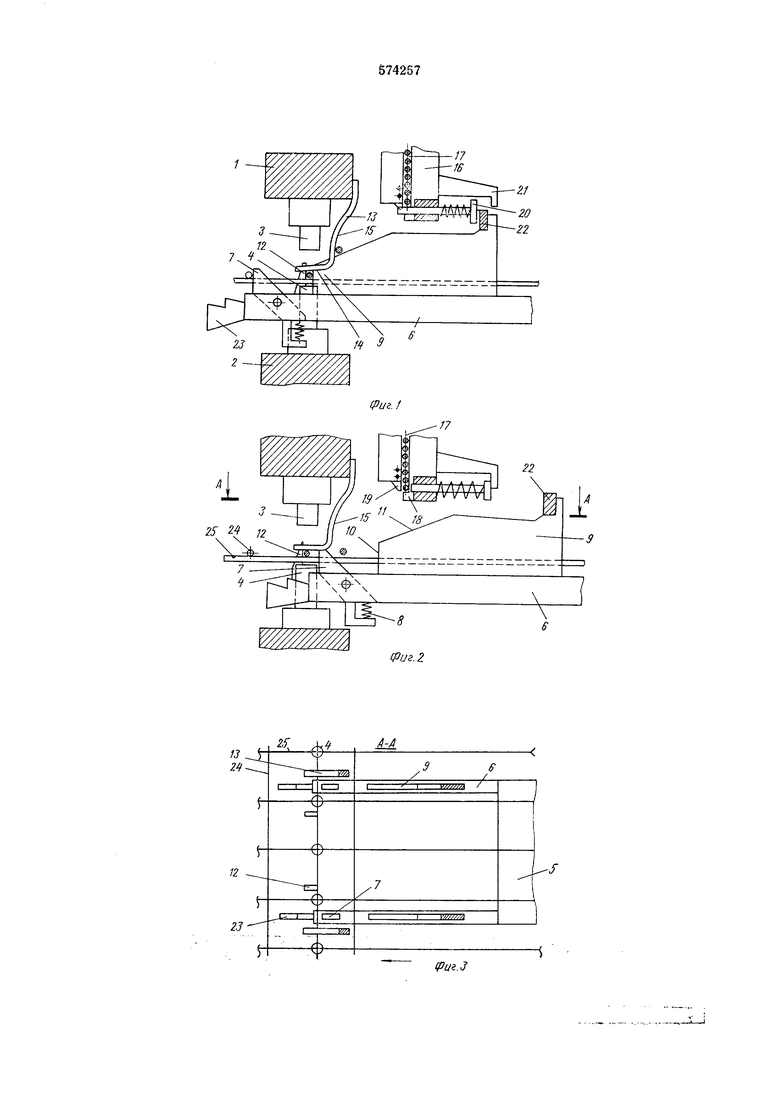
На фиг. I изображено устройство с кареткой перемен,ения ссткн в крайнем переднем положении; на фиг. 2 - то же, в крайнем заднем положении; на фиг. 3---разрез но А-А на фиг. 2.
Верхняя опорная балка 1 н нижняя опорная балка 2 закреплены на стаиннс (не показана). На балке 1 смонтированы подвнжпие верхние злектроды 3, а на балке 2 - неподвижные нилчние электроды 4. Каретка 5 смонтирована на станнне с возможностьк
движения в иавозвратно-поступательногоправляющих (не показано) н снабжеиа ппиводом.
На каретке 5 закреплены кронштейны 6, на которых шарннрко смонтированы ут;1:;л-;; :;10пдиеся толкателн 7, поддерж1шаемыо в рабочем положеннп с помощью }1р}л :1ны 8. Позади толкателей 7 на KpoHurvciiHax 6 емонтнрованы упоры 9, регулируемые по длнне в направлении хода каретки 5. Упоры 9 имеют толдающие передние кромки 10 и наклонные верхние кромки 11, взаимодействуюпдие с подаваемыми заготовками, причем верхние кромки И наклонены в сторону электродов. Пружинящие фиксаторы 12 положения заготовок поперечных стержней под электродами смонтированы на балке 2, а на балке 1 закреплены ограничители 13, имеющие горизонтальные рабочие поверхности 14 и вертикальные 15. Причем горизонтальные поверхности 14 расположены ниже зоны верхних кромок упоров 9 и фиксаторов 12 и выше зоны поперечных стержней свариваемой сетки, а вертикальные поверхности 15 отстоят от толкающих кромок 10 на расстояние, превышающее наибольший диаметр заготовок поперечных стержней при крайнем заднем положении каретки и при наименьшем шаге поперечных стержней.
Механизм подачи 16 заготовок поперечных стержней смонтирован на станине и включает магазин 17, Г-образные упоры 18, пружинящие защелки 19, пружинящие отсекатели 20 и кронштейны 21. Па упорах 9 закреплены толкатели 22, взаимодействующие с отсекателями 20. Па кронщтейнах 6 впереди толкателей 7 и ниже их закреплены досылатели 23, выполненные в виде нластин со ступенчатыми вырезами на верхней кромке.
В процессе работы при ходе каретки 5 вперед толкатели 7, взаимодействуя с приваренным поперечпым стержнем свариваемой сетки, посылают сетку на шаг вперед, причем фиксаторы 12 упруго отгибаются по ходу сетки, а кромки 10 упоров 9 перемещают очередную заготовку поперечного стержня под электроды, принимая ее к занявшим исходное положение фиксаторам 12. В то же время толкатели 22 нажимают на отсекатели 20, которые отсекают из магазина 17 очередную заготовку, которая падает на наклонные кромки 11 упоров 9 и удерживается на них поверхностями 15 ограннчителей 13. Далее электроды 3 опускаются и производится приварка очередного поперечного стержня 24 к продольным стержням 25 свариваемой сетки.
В процессе времени, при котором верхние электроды 3 опущены и прижимают свариваемую сетку к нижним электродам 4, каретка 5 делает ход назад, отчего очередная заготовка скатывается с кромок 11, а толкатели 7 заходят за прижатый электродами 3 приваренный поперечный стержень. Далее электроды 3 поднимаются и каретка 5 делает ход вперед и т. д.
В том случае, когда в качестве продольных стержней применяются отдельные заготовки, начало сварки (первые 2-3 щага) последующей сетки совмещается по времени с досыланием в штабелер предыдущей готовой сетки. Это обеспечивается тем, что полки штабелера ниже верхних граней кронштейнов 6, а это обстоятельство в свою очередь обеспечивает взаимодействие ступенчатых вырезов досылателей 23 с последним поперечным стержнем готовой сетки.
В процессе работы горизонтальные рабочие поверхности 14 ограничителей 13 предохраняют передвигаемую заготовку поперечного стержня от перескакивания через фиксаторы 12.
Формула изобретения
Устройство для сварки арматурных сеток, содержащее смонтированные на станине верхние и нижние электроды, каретку перемещения сетки на шаг с толкателями и упорами, ограпичители и фиксаторы, отличающеес я тем, что, с целью упрощения конструкции и повышения производительности путем обеспечения одновременной подачи сетки на щаг, фиксации поперечного стержня под электродами и подачи очередного поперечного стержня, верхние поверхности упоров выполнены наклонными в сторону сетки, ограничители выполнены в виде пластин, одни их концы связаны со станиной, а другой конец каждой пластины отогнут параллельно рабочему торцу электрода в сторону движения сетки и расположен между рабочим торцом нижнего электрода н верхней поверхностью фиксатора, а расстояние между местом крепления пластин к станине и осью электродов равно шагу поперечных стержней.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №339363, кл. В 23К 11/10, 1972.
2.Патепт США № 2422829, кл. 219-56, 1945.
Z1
(риг. 2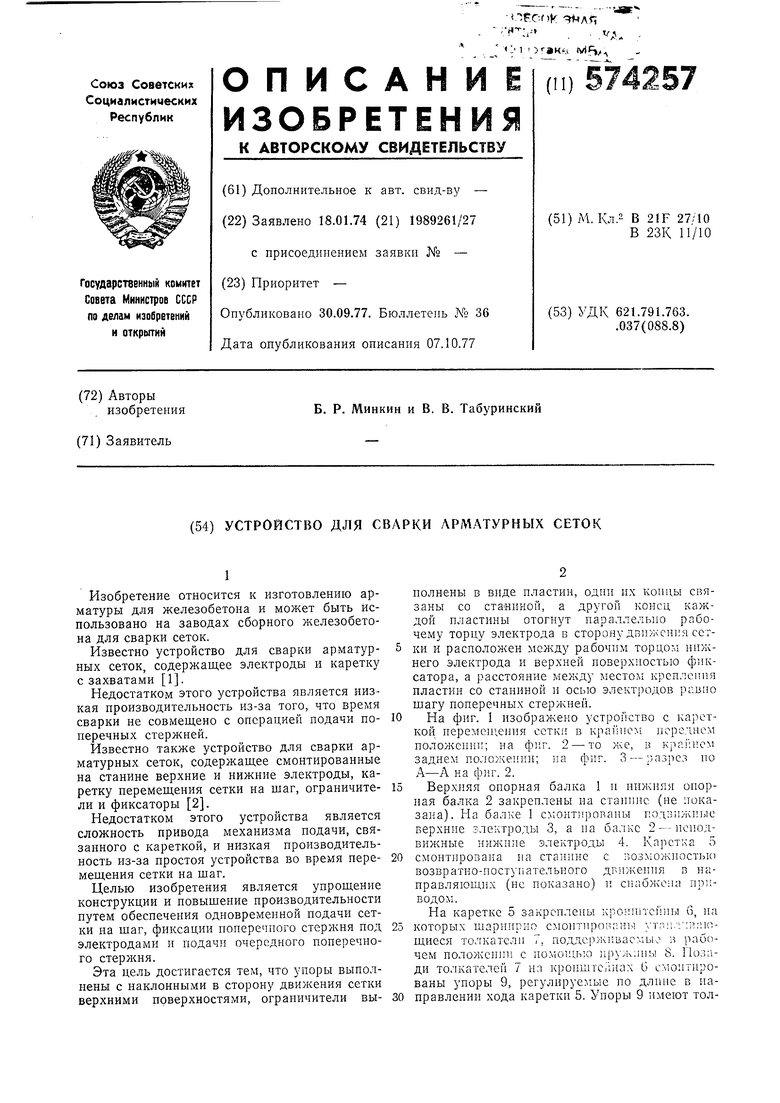
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1975 |
|
SU553029A1 |
| Устройство для сварки сеток | 1985 |
|
SU1326412A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для сварки арматурных сеток | 1977 |
|
SU732058A1 |
| Устройстпо для сварки арматурных сеток | 1974 |
|
SU562359A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК | 1991 |
|
RU2020017C1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
13 2 IУ/ //А
