(54) МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ СЕТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Устройство для сварки сеток | 1976 |
|
SU592498A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для контактной рельефной сварки | 1975 |
|
SU528160A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |

1
Изобретение относится к оборудованию для изготовления арматурных сеток и может быть использовано на заводах сборного железобетона.
Известна машина для контактной сварки сеток, содержащая станину, н которой смонтированы сварочные электроды, и механизм шаговой подач сетки, выполненный в виде каретки с захватами и установленных на общем валу поворотных толкателей, взаимодействующих с кареткой Til
Недостатком этой машины является бозникновение больших динамических нагрузок на каркас и узлы механизма шаговой подачи,в результате чего сваренные пересечения разрушаются, а детали узлов механизма быстро выходят из строя.
Цель изобретения - повышение долговечности узлов механизма шаговой подачи.
, Указанная цель достигается тем, что толкатели выполнены в виде Т-образных рычагов, закрепленньсс под кареткой с противоположной стороны от плоскости подачи сетки, один конец каждого рычага снабжен подпружинен,ным упором, а другой конец рычага
выполнен в виде кулачка, взаимодействующего с кареткой.
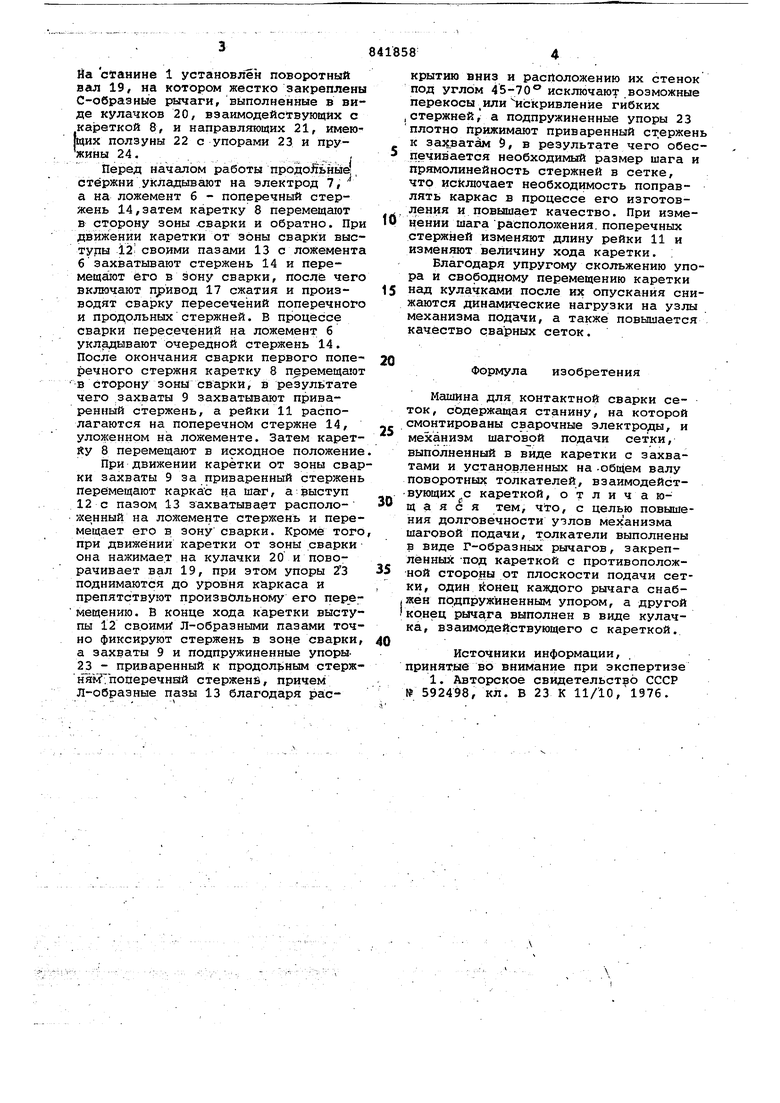
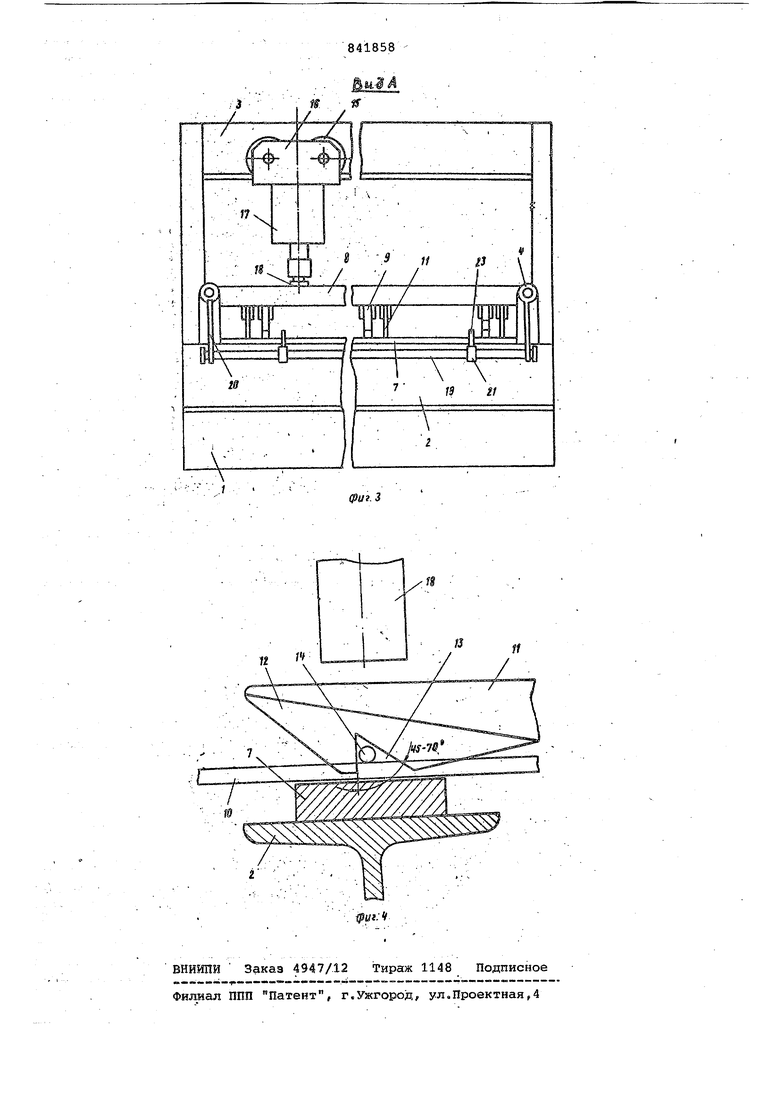
На фиг. 1 схематично показана предлагаемая машина в момент фиксирования стержня в зЬне сваркии взаимодействие каретки с кулачками поворотного вала, общий вид/ на фиг. 2 - то е, в момент зацепления захватами расположенного в зоне
O сварки стержня; на фиг.З - вид Л фиг. 1; на фиг, 4, - узел I фиг, 1. ,
Машина состоит из станины 1, на которой жестко закреплены опорная
5 балка 2, траверса 3 и подшипники 4. На балке 2 жестко закреплены кронштейн 5, имеющий ложемент 6 и нижний электрод 7. В подшипниках 4 установлена приводная каретка 8, имеющая захваты 9 для перемещения сетки 10 и реек 11, каждая из которых одним концом шарнирно закреплена на каретке, а на другом конце имеет выступ 12 с раскрытым вниз пазом 13
5 для фиксирования стержней 14 в зоне сварки, угол между стенками которого составляет 45-70°. На траверсе 3 посредством роликов 15 установлена тележка 16, на которой закреплен привод 17 сжатия с электродом 18.
а с анине 1 установлен поворотный ал 19, на котором жестко закреплены -образные рычаги, выполненные в вие кулачков 20, взаимодействующих с ареткой 8, и направляющих 21, имеюцих ползуны 22 с упорами 23 и пруины 24. S
J Перед началом работы продольные стержни укладывают на электрод 7, а на ложемент б - поперечный стержень 14,затем каретку 8 перемещают в сторону зоны хзварки и обратно. При движении каретки от зоны сварки выстуды 12 своими пазами 13 с ложемента б захватывают стержень 14 и перемещают его в зону сварки, после чего включают привод 17 сжатия и производят сварку пересечений поперечного и продольных стержней. В процессе сварки пересечений на ложемент б укладывают очередной стержень 14. После окончания сварки первого поперечного стержня каретку 8 перемещают
в сторону зоны сварки, в результате чего захваты 9 захватывают приваренный стержень, а рейки 11 располагаются на поперечном стержне 14, уложенном на ложементе. Затем каретйу 8 перемещают в исходное положение. При движении каретки от зоны сварки захваты 9 за приваренный стержень перемещают каркас ца таг, а выступ 12 с пазом 13 захватывает расположе нный на ложементе стержень и перемещает его в зону сварки. Кроме того, при движении каретки от зоны сварки она нажимает на кулачки 20 и поворачивает вал 19, при этом упоры поднимаются до уровня каркаса и препятствуют произвольному его перемещению. В конце хода каретки выступы 12 своими Л-образными пазами точно фиксируют стержень в зоне сварки, а захваты 9 и подпружиненные упоры23 - приваренный к продол ным стержняйТпоцеречннй стерженй, причем Л-образные пазы 13 благодаря раскрытию вниз и расположению их стенок под углом 45-70 исключают возможные перекосы или искривление гибких , стержней, а подпружиненные упоры 23 плотно прижимают приваренный стержень к захватам 9, в результате чего обеспечивается необходимый размер шага и прямолинейность стержней в сетке, что исключает необходимость поправлять каркас в процессе его изготовления и повышает качество. При изменении шага расположения, поперечных стержней изменяют длину рейки 11 и изменяют величину хода каретки. ;
Благодаря упругому скольжению упора и свободному перемещению каретки над кулачками после их опускания снижаются динамические нагрузки на узлы механизма подачи, а также повышается качество сварных сеток.
Формула изобретения
Машина для контактной сварки сеток, содержащая станину, на которой смонтированы сварочные электроды, и механизм шаговой подачи сетки, выполненный в виде каретки с захватами и установленных на -общем валу поворотных толкателей, взаимодействующих с кареткой, отличающаяся тем, , с целью повышения долговечности узлов механизма шаговой подачи, толкатели выполнены В виде Г-образных рычагов, закреплённых -под кареткой с противоположной стороны от плоскости подачи сетки, один йонец каждого рычага снаб|Жен подпружиненным упором, а другой конец рычага выполнен в виде кулачка, взаимодействующего с кареткой.
Источники информации, . принятые во внимание при экспертизе
tput. 2
