Изобретение относится к отделочной об-колебаний бруска 6 к оси 3 заготовки 1,
работке заготовок, имеющих форму телсила прижатия бруска 6 к заготовке 1,
вращения, и может быть использовано в окружная скорость заготовки 1, время обра- компрессоростроении, например, при отде-ботки) подбираются экспериментально в залочной обработке шеек коленчатых валов, висимости от материала заготовки и требо- а также в других областях машинострое-ваний к качеству ее поверхности,
ния, где необходима отделочная обработкаПример. Необходимо обработать заготовку цилиндрической формы диаметром 40 мм и длиной 100 мм со следующими
требованиями к макрогеометрии поверхтел вращения.
Целью изобретения является повышение качества обработки за счет сообщения абразивному бруску колебательных движений 10 ности: гранность 0,4 мкм, волнистость под углом к образуюшей вращающейся за-0,2 мкм. С помощью вибрографа определено, что вектор наименьших вынужденных колебаний заготовки ориентирован под угготовки и перемещения ,вдоль этой обра зующей, при этом площадка рабочей поверхности абразивного бруска перпендикулярна вектору наименьших вынужденных
лом 24° к вертикали. Для обработки выбран абразивный брусок 6 марки
..,f. „f,,... „„.-.,..„.- ,,f-..,„..,„„.,1„..4,JJ,v..,,,
колебаний заготовки, вызванных колеба-24AM20CTIK6, у которого боковые грани
ниями системы СПИД.7 и 8 имеют цнлиндричес.кую форму и соеНа фиг. 1 показана схема устройства, реализующего способ; на фиг. 2 - относительное движение бруска и заготовки при обработке.
динены плоской площадкой 9. Систему брусок 6 - вибратор I 1 разворачивают по направляющим 13 так, чтобы нормаль 15 20 к площадке оказалась под углом 24° к вертикальной оси 5, т. е. устанавливают площадку 9 бруска 6 перпендикулярно вектору 4 наименьших вынужденных колебаний заготовки. Обработку ведут при следующих режимах: окружная скорость
динены плоской площадкой 9. Систему брусок 6 - вибратор I 1 разворачивают по направляющим 13 так, чтобы нормаль 15 20 к площадке оказалась под углом 24° к вертикальной оси 5, т. е. устанавливают площадку 9 бруска 6 перпендикулярно вектору 4 наименьших вынужденных колебаний заготовки. Обработку ведут при следующих режимах: окружная скорость
Обрабатываемой заготовке 1 сообщают вращение по стрелке 2 вокруг оси 3. С помощью виброметра или вибрографа находят картину углового распределения вынуж.- Ч1vi/iv-M у чуии,г1 л L/4 /Tvfi ifi а л . urv и у ал uv l D
денных колебании .заготовки 1 в плоскости, 35 заготовки 150 м/мин, угол наклона ко- перпендикулярнои ее оси вызванных коле-,,g,. g„. g ,4, образующей
баниями системы СПИД. По этому рас- гоii
заготовки 15 , ход абразивного бруска
1,5 мм, усилие прижатия абразивного бруска 30 кП, скорость возвратно-поступа- тельно го перемещения абразивного бруспределению определяют угол а ориентации вектора 4 паразитных колебаний с наименьшей амплитудой относительно вертикальной
оси 5. Абразивный брусок 6, имеющий ра- чп л t - / . бочую поверхность, которая состоит из гра- /°б проходов 4, вреней 7 и 8 по форме обрабатываемойf обработки -2,3 мин. В результате образаготовки 1 и соединяет их площадки 9, укрег °™ получень, с.аедующие результаты. ... ,, п ,.шероховатость ,08 мм, гранность 0,3
ляют к якорю Ш вибратора 11. Вибратор волнистость О 15 мкм
устанавливают на неподвижно укрепленныеВ ,, положении эбра-ишного брусна суппорте 12 станка (не показан) круговые 35 ка была обработана партия аналогичных направляющие 13, расположенные в плоское- заготовок, макрогеометрия обработанной ти, перпендикулярной оси 3 заготовки 1 и снабженные шкалой 14 с делениями, указывающими угол ориентации нормали 15 к площадке 9 бруска 6 относительно верти- Q кальной оси 5. Затем перемещают вибратор 11 с бруском 6 по паправляюп1.им 13 из положения .Л в положение Б, в котором нормаль 15 к плоиладке 9 бруска 6 оказывается под углом а к вертикальной
оси 5. При этом плоская площадка 9 брус- 45 ностью в виде б оковых участков по форме ка 6, перпендикулярна вектору 4 наимень-обрабатываемой заготовки и соединительной площадки, при этом бруску сообщают колебательное движение под углом к образующей враш.аюш,ейся заготовки и пере- мепдения вдоль этой образующей, отличающийся тем, что, с целью повышения качества обработки, определяют направлеповерхности которых характеризовалась следующими показателями: гранность в пределах 0,4 мкм, волнистость 0,2 мкм.
Формула изобретения
Способ отделочной обработки заготовок в виде тел вращения, при котором берут абразивный брусок с рабочей поверхших вынужденных колебаний заготовки Далее закрепляют систему вибратор 11 - брусок 6 в этом положении и осуществляют обработку вращающейся заготовки 1, сообщая бруску 6 колебательное движение по стрелке 16 под углом к образующей 17 заготовки 1 с помощью вибратора 1 I и возвратно-поступательное перемещение по стрелке 18 с помощью суппорта 12.
50
пие наименьших вынужденных колебаний заготовки в плоскости, перпендикулярной ее оси, вызванных колебаниями систе.мы СПИД, а соединительную плопхадку рабоРежимы обработки (частота колебаний и - - .чей поверхности абразивного бруска располагают перпендикулярно указанно.му направлению.
ход бруска 6, скорость его возвратно-поступательного перемешения, угол наклона
требованиями к макрогеометрии поверх ности: гранность 0,4 мкм, волнистость 0,2 мкм. С помощью вибрографа определено, что вектор наименьших вынужденных колебаний заготовки ориентирован под углом 24° к вертикали. Для обработки выбран абразивный брусок 6 марки
f-..,„..,„„.,1„..4,JJ,v..,,,
24AM20CTIK6, у которого боковые грани
динены плоской площадкой 9. Систему брусок 6 - вибратор I 1 разворачивают по направляющим 13 так, чтобы нормаль 15 к площадке оказалась под углом 24° к вертикальной оси 5, т. е. устанавливают площадку 9 бруска 6 перпендикулярно вектору 4 наименьших вынужденных колебаний заготовки. Обработку ведут при следующих режимах: окружная скорость
vi/iv-M у чуии,г1 л L/4 /Tvfi ifi а л . urv и у ал uv l D
заготовки 150 м/мин, угол наклона ко- ,,g,. g„. g ,4, образующей
ка была обработана партия аналогичных заготовок, макрогеометрия обработанной
ностью в виде б оковых участков по форме обрабатываемой заготовки и соединительповерхности которых характеризовалась следующими показателями: гранность в пределах 0,4 мкм, волнистость 0,2 мкм.
Формула изобретения
Способ отделочной обработки заготовок в виде тел вращения, при котором берут абразивный брусок с рабочей поверх18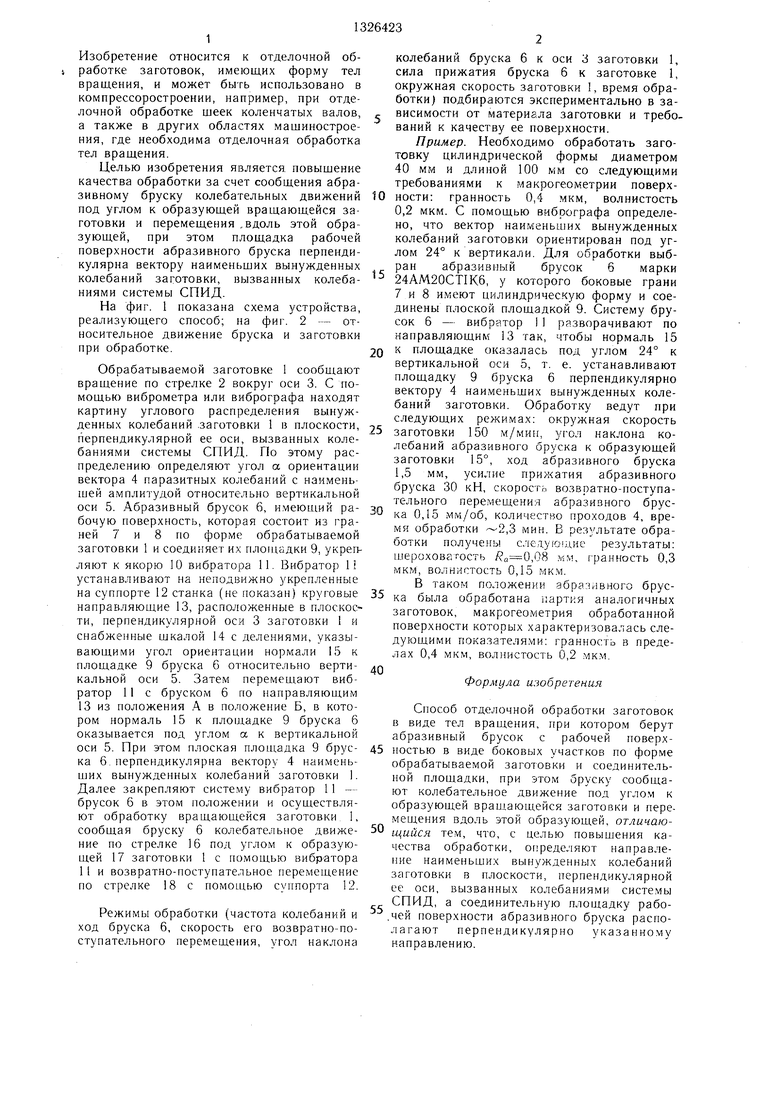
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделочной обработки беговых дорожек колец шарикоподшипников | 1978 |
|
SU884976A2 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| Устройство для отделочной обработки плоских поверхностей | 1980 |
|
SU942963A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| Способ суперфиниширования цилиндрических поверхностей | 1986 |
|
SU1516324A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
Изобретение относится к отделочной обработке заготовок, имеющих форму тел вращения. Целью изобретения является по- выщение качества при обработке заготовки 1 колеблющимся под углом в образующей последней и перемещающимся вдоль этой образующей абразивным бруском 6, рабочую поверхность которого выполняют с боковыми участками 7 и 8 по форме обрабатываемой заготовки и соединительной площадки 9, последнюю располагают перпендикулярно направлению наименьших вынужденных колебаний вращающейся заготовки в плоскости, перпендикулярной ее оси, вызванных колебаниями системы СПИД. 2 ил. о (Л 7J СО О5 N4 ГчЭ СО п
77
Г6
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ АБРАЗИВНБШ БРУСКОМ | 0 |
|
SU182015A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
