И и)бГМ 1Ч ПИО O i HOC; . ; -.i 1- v:aiIIHH(K T)OCпик; и м(,ж .т бьп) и- ;м: ,11. д.гл от ,uv i() iiio-yiip()4HHK)iucH г Ср;;И ютки цпво|1Хпостным пластическим дс .х1рмирпна11ием от- ветствеяных иовс рхиостсй деталеГ) машин на 11|)сл11риитиях стапкострх ения я им подоб- и ы X,
Целью изобретения я зляетс расширение технологических возможное ей устройства.
Ыа чертеже представлена схема предла- гаемого устройства.
Устройство содерж 1т корпус с раз- меи1енным в нем плунжерс)м 2. несущим инструмент 3, замкнутую гидра(лическую систему нагружения инструмента, состоящую из гидравлически связанных с полостью илунжера через регулируемые дроссели 4 и 5, манометров 6 и 7, имеющих различные диапазоны измерений, например 6 и 100 кг/см-, благодаря гфименеиию в них трубок с раз;1ичной чувс-гвительностью вследствие различной их жесткости.
В процессе обработки инструмент 3 подводят к детали 8 при полностью открытых дроссе.:1ях 4 и 5 и устанав;п1вают требуемое усилие поджима инструмента i5 к детали 8, контролируя его по манометру 6 с упруги.м чувствительным элементом ма- :1ой жесткости (с ма.чым пределом измерения). Затем дроссель 4 перекрывают, тс-ч са.мым (отключая маномет| | 6. При обработке роль упругого элемента вьикхшяет менее чувствительнг.я упругая трубка бо.чь П1ОЙ жесткости маномет)а 7, что способ
5
0
0
5
0
ствует эффективному исправлению погреш ностей на позерхносги детали 8 н режиме обработки обкаткой.
После окончания обработки устройство отводят от детали. Далее цикл повторяется.
При необходп мости устройство за счет отключения манометра 7 может осуществлять и операцию выглаживания.
Путем соответствующей регулировки дросселей 4 и 5 возможно варьирование режимов обработки поверхностным пластическим деформированием в широком диапазоне.
Формула изобретения
Устройство для обработки поверхностным пластическим деформированием, содержащее корпус с гидравлической полостью для раз.мещения в не.м плунжера, несущего инструмент, а также замкнутую гидравлическую систему нагружения инструмента, включающую упругий эле.мент в виде трубки манометра и установленный на трубопроводе перед манометром дроссель, отличающееся тем, что, с целью расширения технологических возможностей путе.м П1ествления одним устройством как выг.-ia- живания, так и обкатыва11ия, оно снабжено донолнительн1)м упругим эле. в трубки манометра с меньшей чувствительностью но сравне 1ию с основным упрчти.м Апементом, соединенной с полостью кор- iiyca посредство.м до 1олните, 1ЬН1)1х дросселя и трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для алмазного вибровыглаживания | 1987 |
|
SU1530424A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2353505C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2283744C1 |
| Устройство для отделочно-упрочняющей обработки прерывистых поверхностей | 1984 |
|
SU1301669A1 |
| Гидравлический импульсный пресс | 1980 |
|
SU872293A1 |
| Устройство для отделочно-упрочняющей обработки нежестких валов | 1990 |
|
SU1763158A1 |
| Устройство для отделочно-упрочняющей обработки нежестких валов | 1988 |
|
SU1549734A1 |
| СПОСОБ НАКАТЫВАНИЯ | 2006 |
|
RU2322337C2 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
Изобретение относится к области машиностроения и может быть использовано для отделочно-упрочняющей обработки поверхностным пластическим деформирова(нием ответственны.х поверхностей манш-н па .предприятиях станкостроения. Це.ью изобретения яв.чяспся j)yciiiu)(, Hne технологических возможностей устройст15а. Устройст1) содержит корпус 1 с размещенным в нем плунжером 2, несун1им инструмент 3. замкнутую гидравлическую систему нагружения инструмента, состояпхую из гидравлически связанных с полостью плунжера через регулируемые дроссели 4, 5 манометров 6, 7 с упругими элементами различной жесткости. Настройку инструмента на необходимые усилия и размер обработки хаеталей 8 осушествляют манометром малой жесткости. Затем его отключают, и обработку производят при подключении манометра большой жесткости, это способствует эффективному исправлению погрепжостей на поверхности детали 1 ил. (О (Л с со ьо 05 4 Ю сл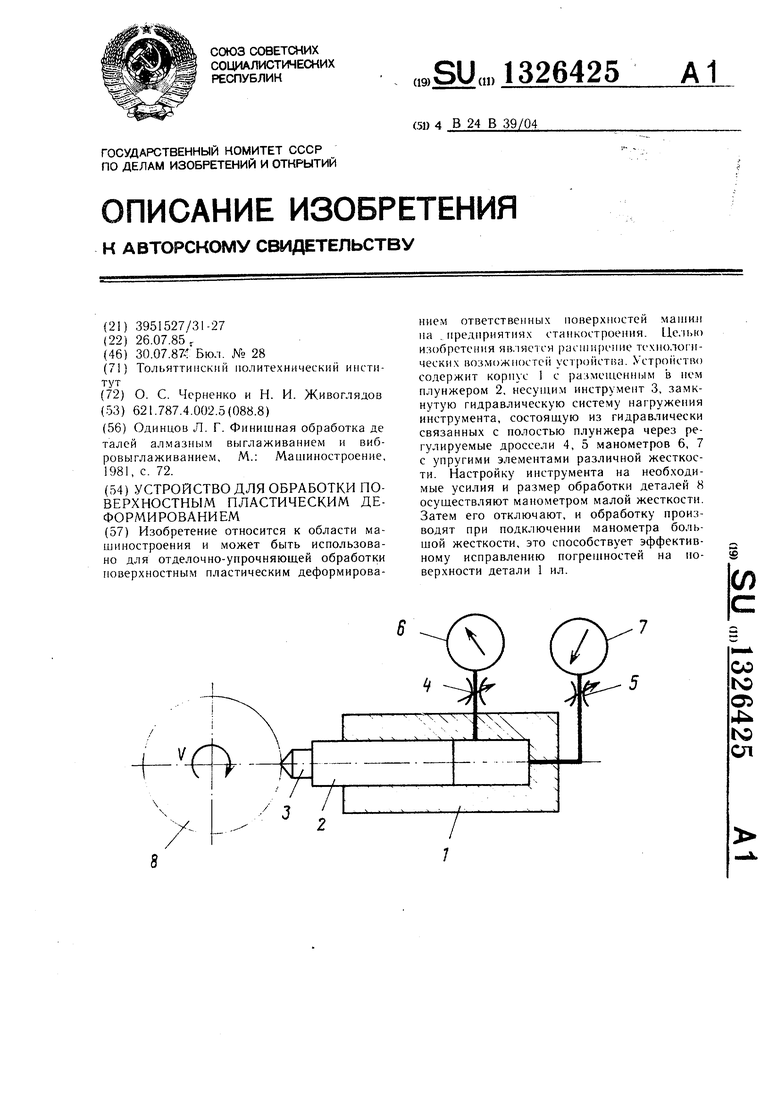
| Одинцов Л | |||
| Г | |||
| Финишная обработка де талей алмазным выглаживанием и вибровыглаживанием, М.: Машиностроение, 1981, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
