Изобретение относится к области машиностроения, в частности к финишной обработке валов и отверстий, и может быть использовано при изготовлении различных тел вращения, в частности гильз и цилиндров двигателей внутреннего сгорания и компрессоров.
Поверхностное пластическое деформирование при качении инструмента по обрабатываемой поверхности называется накатыванием. Обработка наружных поверхностей (валов, осей) называется обкатыванием; внутренних (отверстий) - раскатывание. Накатывание может быть как упругого, так и жесткого действия.
При накатывании жесткими накатками возможно некоторое улучшение геометрии и точности обработки. Однако это исправление происходит только в пределах остаточных деформаций поверхностных микронеровностей [1]. Жесткие накатники применяют в тех случаях, когда одновременно с отделкой поверхности отверстия ставится задача его калибрования [2]. При этом применение накаток жесткого типа имеет следующие недостатки: неоднородность качества конечного деформированного поверхностного слоя из-за различных усилий при устранении погрешности формы после предыдущей операции; более тщательная выверка установки инструмента относительно заготовки; высокая жесткость технологической системы.
Овальность и конусность цилиндрических поверхностей, полученная при предварительной обработке, сохраняется после обработки деталей накатками упругого действия. При этом некоторое биение заготовки мало сказывается на колебании величины усилия накатывания.
Таким образом, если необходимо лишь уменьшить шероховатость поверхности или упрочнить поверхностный слой металла без калибрования (повышения точности формы и размеров), то во всех случаях целесообразнее применять метод обработки и инструмент с упругим контактом между деформирующим элементом и обрабатываемой поверхностью. Калибрование осуществимо лишь «жесткими» инструментами [3].
Существует способ обработки деталей накатыванием с гидравлическим созданием усилия [4, 5]. В этом способе деформирующий элемент размещается на гидроподушке. Данный способ является способом «упругого» действия, сохраняя все его недостатки.
Предлагаемое техническое решение направлено на расширение технологических возможностей способа накатывания деталей с применением гидроподушки.
Задача, на решение которой направлен заявляемый способ, заключается в сохранении достоинств «упругого» накатывания и устранении его недостатков, тем самым, повышается качество обрабатываемых деталей и эффективность обработки. В частности, способ позволяет устранять погрешность формы независимо от жесткости технологической системы.
Принцип действия способа: в зависимости от величины погрешности формы на деформирующий элемент подают определенную величину давления жидкости. Исправление погрешности формы возможно лишь на величину остаточной деформации. При обработке участка с минимальной погрешностью давление деформирующего элемента минимально (фиг.1). На фиг.1: 1 - деформирующий элемент; 2 - держатель с каналом для подачи жидкости; 3 - деталь; q - распределенная нагрузка на поверхности детали под действием инструмента.
Для определения погрешности формы поверхности детали применяют пневмокалибры. При обработке это позволяет передавать заданные усилия на деформирующий элемент.
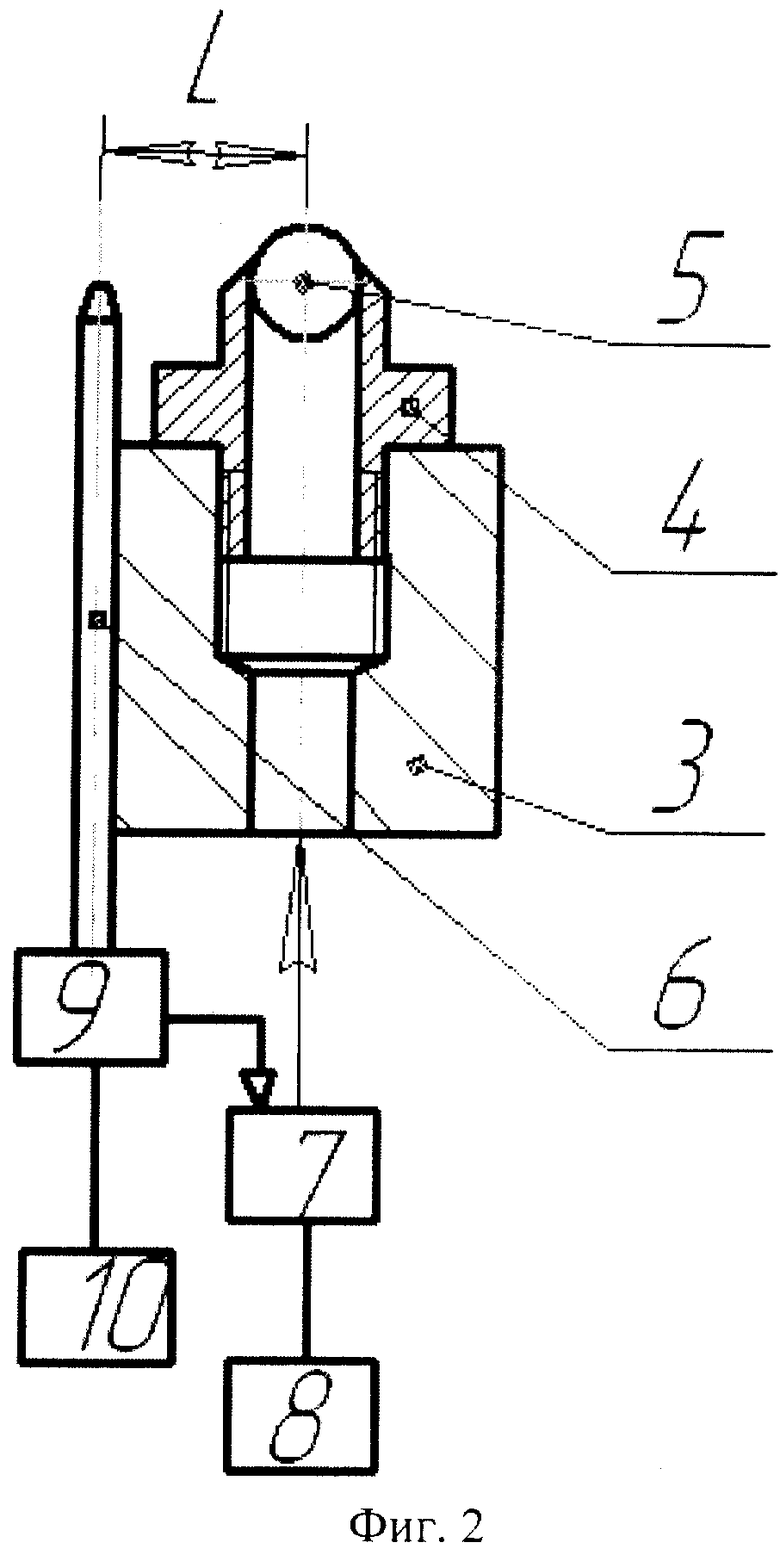
На фиг.2 представлена конструкция инструмента, позволяющая реализовать предлагаемый способ накатывания. Накатывающий инструмент состоит из корпуса 3, в котором выполнен осевой канал для подачи жидкости на деформирующий элемент (ДЭ); держателя ДЭ 4; самого ДЭ 5; измерительного сопла 6, образующего пневмокалибр; задающего устройства 7; гидростанции 8; устройства обратной связи 9, связанной с задающим устройством; пневмостанции 10.
При обработке в зависимости от величины погрешности формы, определяемой пневмокалибром 6, подается давление от гидростанции 8 через задающее устройство 7. При изменении погрешности формы подается сигнал от устройства обратной связи 9 на задающее устройство 7, в результате чего изменяется давление жидкости на деформирующий элемент 5 и, как следствие, изменяется величина остаточной деформации и устраняется погрешность формы детали.
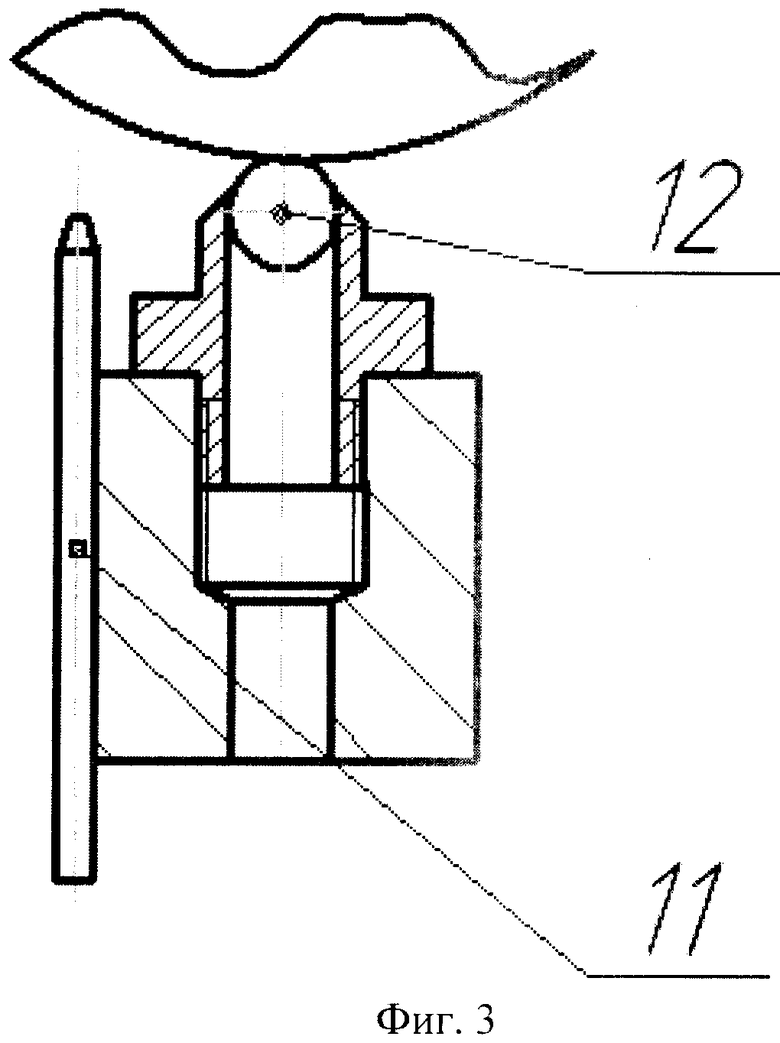
Размер L (фиг.2) устанавливается в зависимости от инерционности адаптивной системы (рассогласование системы). Пневмокалибр 11 размещается над деформирующим элементом 12, определяя погрешность формы детали непосредственно перед деформирующим элементом, так как траектории движения пневмокалибра и деформирующего элемента идентичны. За время прохождения ДЭ расстояния L задающее устройство корректирует давление жидкости в системе, тем самым, обеспечивая необходимое давление деформирования на поверхности детали, которое до этого было измерено пневмокалибром. Таким образом, обеспечивается постоянный контроль поверхности детали, что позволяет устранять погрешность формы детали как в продольном, так и поперечном сечениях (фиг.3).
Таким образом, предлагаемый способ обеспечивает накатывающему инструменту с гидравлическим созданием усилия деформирования свойства как «упругого», так и «жесткого» накатника, тем самым, расширяя его технологические возможности, делая его более универсальным. При этом размещение деформирующего инструмента на гидроподушке обеспечивает независимость накатывания от жесткости технологической системы.
Данный способ успешно апробирован и реализован в лаборатории каф. МРСиИ Бийского технологического института при обработке цилиндров мотопильного производства.
Источники информации
1. Ю.Г.Проскуряков Упрочняюще-калибрующие методы обработки. М.: «Машиностроение», 1965, с.9
2. Шнейдер Ю.Г. Инструмент для чистовой обработки металлов давлением. Л.: «Машиностроение», 1970, с.160
3. Шнейдер Ю.Г. Выбор схемы, метода, конструкции инструмента и режима чистовой обработки давлением. Л.: 1965, с.5
4. Oberflachenvergutund mit hudrostatisch gelagerter kugel. Glattgewalzt // Masch-Anlag + Verfahr. - 1990, №9.
5. Положительное решение по заявке на полезную модель №2005-111021 от 14.04.05 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347640C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347639C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОМБИНИРОВАННЫМ НАКАТЫВАНИЕМ | 2007 |
|
RU2345876C2 |
| Способ накатки зубчатых профилей | 1989 |
|
SU1810195A1 |
| СПОСОБ ОБРАБОТКИ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2005 |
|
RU2283747C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2412041C1 |
| Способ обработки шлицевых отверстий | 1986 |
|
SU1324832A1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении различных тел вращения. Создают усилие деформирования путем воздействия на деформирующий элемент давлением жидкости. Величину последнего изменяют в зависимости от измеренной величины погрешности формы обрабатываемой детали. Производят постоянный активный контроль отклонения размеров обрабатываемой детали в районе деформирования. Пневмокалибром осуществляют измерение величины погрешности формы обрабатываемой детали для исправления исходной погрешности профиля заготовки в продольном и поперечном сечениях. При этом пневмокалибр размещают над деформирующим элементом. В результате обеспечивается повышение качества обрабатываемых деталей и эффективность обработки. 3 ил.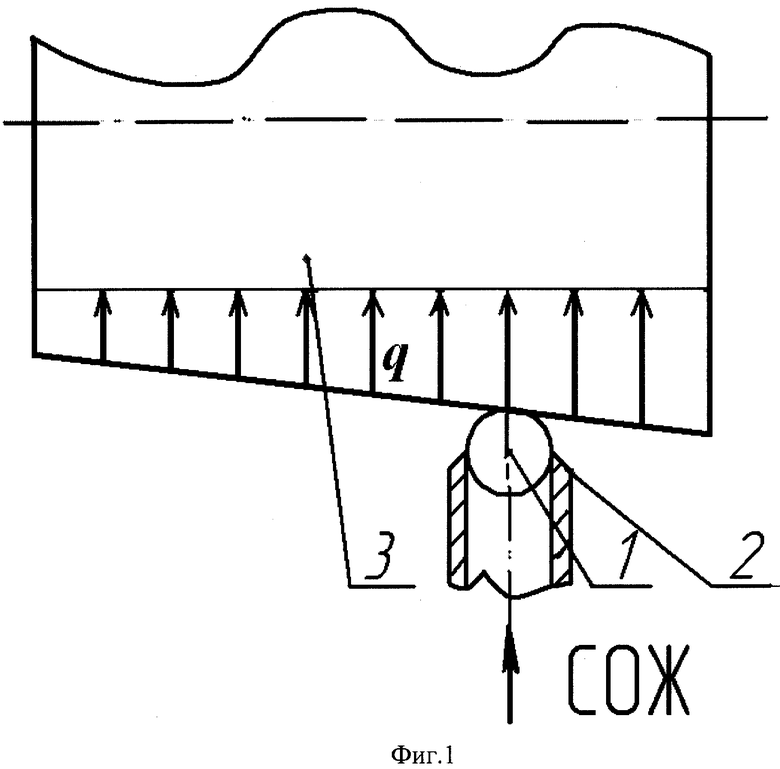
Способ накатывания деталей, включающий создание усилия деформирования путем воздействия на деформирующий элемент давлением жидкости, величину которого изменяют в зависимости от измеренной величины погрешности формы обрабатываемой детали для исправления исходной погрешности профиля заготовки, отличающийся тем, что производят постоянный активный контроль отклонения размеров обрабатываемой детали в районе деформирования, а для исправления исходной погрешности профиля заготовки в продольном и поперечном сечениях измерение величины погрешности формы обрабатываемой детали осуществляют пневмокалибром, размещаемым над деформирующим элементом.
| Способ обработки поверхностным пластическим деформированием | 1989 |
|
SU1660944A1 |
| СПОСОБ ХОНИНГОВАНИЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ | 1986 |
|
RU1396431C |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ВАЛОВ | 1982 |
|
SU1272608A1 |
| Устройство для обработки поверхностным пластическим деформированием | 1985 |
|
SU1326425A1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1993 |
|
RU2087292C1 |
| Способ обработки поверхностным пластическим деформированием | 1987 |
|
SU1466918A1 |
| Устройство для отделочно-упрочняющей обработки нежестких валов | 1990 |
|
SU1763158A1 |
| Способ улучшения массива лессового просадочного грунта в основании зданий и сооружений | 1985 |
|
SU1294910A1 |
| 0 |
|
SU353427A1 |

