(54)ГИДРАВЛИЧЕСКИЙ ИМПУЛЬСНЫЙ ПРЕСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический импульсный пресс-автомат | 1981 |
|
SU1009807A1 |
| Гидропневмоаккумулятор | 1976 |
|
SU840509A1 |
| Импульсное устройство для штамповки | 1978 |
|
SU758619A1 |
| Гидропневмоаккумулятор | 1976 |
|
SU585319A1 |
| Гидравлический импульсный бесшаботный пресс-молот | 1974 |
|
SU489574A1 |
| ГИДРОУДАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1995 |
|
RU2090342C1 |
| МНОГОСТЕРЖНЕВОЕ УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2219042C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364493C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
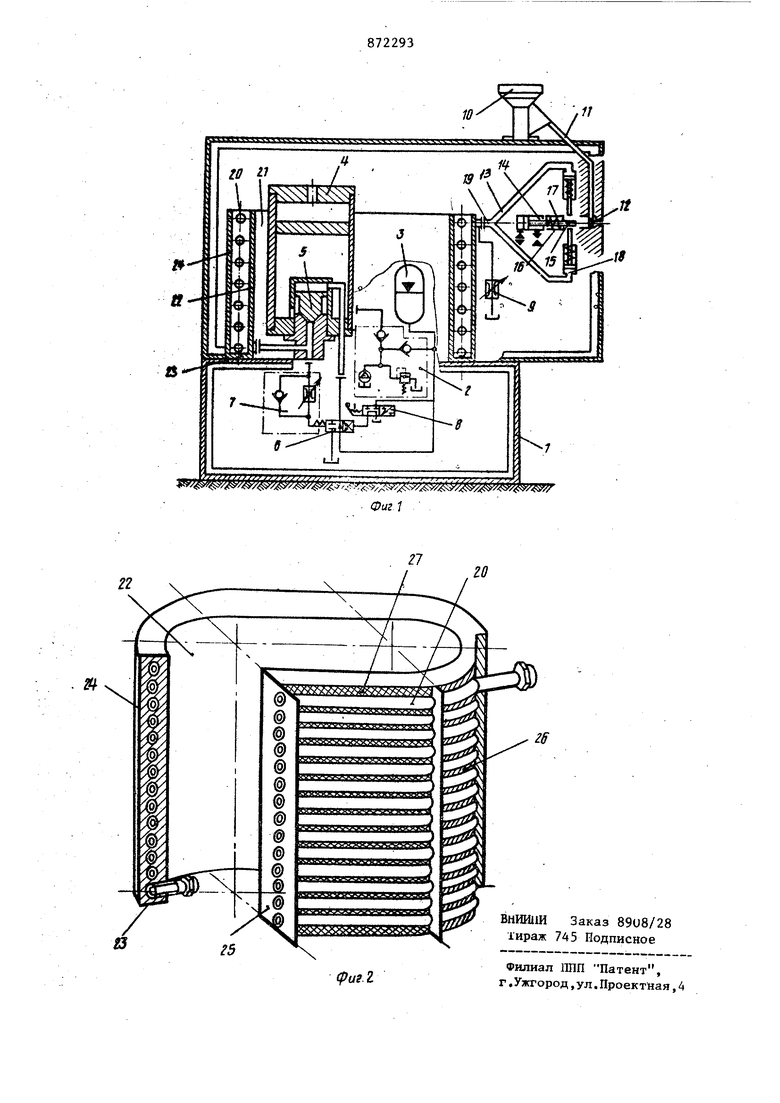
Изобретение относится к обработке металлов давлением и может быть использовано в гидравлических импульсных прессах. Известен гидравлический импульсный пресс, содержащий станину и волновод, выполненный в виде змеевика pj .Изогнутые участки змеевика рабоче го трубопровода-волновода в известном гидравлическом импульсном прессе при прохождении по ним ударной волны под действием внутреннего давлени рабочей жидкости изменяют свою кривизну - распрямляются, Изменение кривизны изогнутых участков змеевика происходит в пределах упругой деформ ции и приводит к потерям энергии ударной волны, что снижает эффективность действия гидравлического импуль сного пресса. Кроме того, прохождение ударной волны по известному змеевику рабочего трубопровода сопровождается сильным звуковым эффектомхлопком, что объясняется отсутствием звукоизоляции на змеевике. Целью изобретения является повышение эффективности действия ударной волны в волноводе и его звукоизоляции. Поставленная цель достигается тем, что в гидравлическом импульсном прессе, содержащем расположенный на станине волновод, волновод снабжен овальным корпусом, выполненным в виде овальной гильзы с двойными стенками и дном, при этом изогнутые участки корпуса заполнены легкоплавким алюминиевым сплавом, например ВАЛ 5, и отделены от прямолинейных участков корпуса, заполненных упругой пластмассой, например полиуретаном. На фиг. 1 представлена схема основных узлов предлагаемого гидравлиеского импульсного пресса иа фиг. 2 - волновод, размещенный в корпусе, Гидравлический импульсный пресс содержит сварную станину 1, на которой смонтированы насосная станция 2,гидропневмоаккумулятор управления 3,рабочий гидропневмоаккумулятор 4 со встроенным импульсным клапаном 5 золотник 6, регулируемый дроссель с обратным клапаном 7, золотник с ручным управлением 8, регулируемый дроссель 9, бункерное загрузочное устройство 10, соединенное лотком 11 с загрузочной позицией 12, и сменный автоматический штамп 13, чающий в себя гидроцилиндр 14 приводаматриць 15, съемник 16с пружиной 17 и шесть гидроцилиндров 18 одностороннего действия с пружинным во вратом, на штоках которых установлены рабочие инструменты, формующие из тон костенной трубчатой заготовки ячейки сотовой решетки. Гидроцилиндры 18 через коллектор 19 подключены к волново ду 20, второй конец которого соединен с подклапанной полостью импульсного клапана 5. Волновод 20 размещен внутри корпуса 21 , выполненногО в виде овальной гильзы с двойными стенками, и установлен на станине 1 так, что окружает аккумуляторы 3 и 4. Корпус 21 выполнен сварным и состоит из вну ренней стенки 22, дна 23 и наружной стенки 24. Трубные доски 25 уста новлены между стержнями 22 и 24 так, что герметично отделяют изогнутые участки витков волновода 20, проходящие через них на равном расстоянии друг от друга, от прямых. Пространст во, заключенное между дном 23, стенками 22 и 24 и волноводом 20, ограни ченное трубными досками 25 на изогнутых участках, залито легкоплавкий алюминиевым сплавом 26, например сплавом ВАЛ 5, а на прямых участках заполнено упругой пластмассой 27, например полиуретаном ПУ-. Гидравлический импульсный пресс работает следующим образом. Из бункерного загрузочного устрой ства 10 тонкостенная трубчатая заготовка по лотку 11 поступает на загрузочную позицию 12. По сигналу Us линии управления приводом матрицы 15 (не показана) рабочая жидкость подается в поршневую полость гидроцилиндра 14. Матрица 15 со съемником 15 перемещается на загрузочную позицию 12, входит внутрь тонкостенной трубчатой заготовки, изменяя ее цилиндрическуй форму на форму, близкую к . треугольной. При соприкосновении с заготовкой.съемник 16 останавливается, и пружина 17 сжимается. После захвата заготовки происходит переключение в. линии управления, и матрица 15с заготовкой возвращается но позицию формовки. Так как заготовка приобретая форму,лизкую к треугольной, растягивается на гранях матрицы 15 и силы трения между заготовкой и гранями матрицы больше, чем осевое усилие, создаваемое пружиной 17, сброс заготовки не происходит. Переключением золотника 8. приводится в действие импульсный привод прессавтомата. При этом давление управления от гидропневмоаккумулятора 3 подается в правую полость управления зозолотника 6, и последний переключается, что вызывает сброс давления из надклапанной полости импульсного клапана 5. Импульсньш клапан 5 за счет разности давлений в надклапанной и штоковой полостях мгновенно открывается, и в подключенном к его подклапанной полости волноводе 20 генерируется гидравлический удар, который распространяется со скоростью звука по виткам волновода 20 к гидроцилиндрам 18 в виде упругой ударной волны. Подойдя к поршням гидроцилиндров 18, волна отражается от них и приобретает противоположное направление. Соударение прямой и отраженной волн вызывает удвоецие давление давления рабочей жидкости в змеевике волновода. Поршни гидроцилиндров 18 с установленными -на их штоках рабочими инструментами - пуансонами - разгоняются, и заготовка обжимается на матрице. Разго,н инструментов происходит под действием кинетической энергии столба жидкости, поступающего по волноводу 20 от рабочего гидропиевмоаккумулятора 4 через импульсный клапан 5. Одновременно с распространением ударной волны по волноводу 20 происходит подача ударного давления через регулируемый дроссель 7 в левую полость управления золотника 6, вызывакяцая переключение последнего в исходное положение, при котором подклапанная полость импульсного клапана 5 соединена с аккумулятором управления 3, и к моменту подхода отраженной волны импульсный клапан 5 закрывается. Под действием внутреннего ударного давления, равного удвоенному давлению упругой BolnHbi, стенки волновода 20 на прямых участках витков, растягиваясь, запасают потенциальную энергию, которая передается на поршни цилиндров 18, и, соответственно, рабочим инструментам после их останова, т.е. после полног исползования ими кинетической энергии движущегося по волноводу 20 стоя ба рабочей жидкости. Дроссель 9 регулируется так, что сброс давления и волновода 20 происходит после передачи кинетической энергии и подпрессовки заготовки за счет потенциальной энергии, запасенной на прямых участках змеевика волновода 20, т.е. по окончании работы пластического де формирования заготовки. При сбросе давления из волновода 20 через регулируемый дроссель 9 подпружиненные поршни гидроцилиндров 18 возвращаются в исходное положение, и обжимавши заготовку рабочие инструменты расходятся. Так как после формовки внутренний периметр детали-ячейки сотовой решет ки вследствие вытяжки равен периметру матрицы 15 и силы трения между ними меньше осевого усилия, создавае мого пружиной 17, сьемник 16 сбрасыв ет готовую деталь с матрицы 15. Паде ние давления в волноводе 20 служит сигналом для срабатывания линии упра ления приводсм 14 матрицы 15 и захва та новой заготовки. При этом золотни 6f на правый торец плунжера которого действует давление управления, поступающее через золотник 8 из аккумулятора управления 3, вследствие падения давления на левом торце его плунжера переключается, открывая импу льсный клапан 5, и цикл повторяется. Число двойных ходов в минуту гидравлического импульсного пресс-автомата обеспечивается за счет регулируемого дросселя 9. Наладочный режим работы пресса достигается полцым закрытием дросселя 9, при котором генерируется единичный удар и ход рабочих инструментов. В связи с оснащением гидравлического импульсного пресса корпусом, в котором размещен волновод, и заполнением пространства между кожухом и змеевиком волновода на изогнутых , участках, отделенных от прямых трубными досками, легкоплавким аломиниевым сплавом ВАЛ 5 повьш1ается жесткость изогнутых участков витков вол- 936 новода и за счет исключения энергетических потерь, связанных с возможшостью их распрямпения в пределах упругой деформации, повьппается зффективность действия ударной волны на 5%. Заполнение прямых участков корпуса волновода упругой пластмассой - полиуретаном - создает возможность аккумулирования потенциальной энергии стенками волновода на этих участках при прохождении по ним ударной волны, что обеспечивает достижение двойного режима нагружения заготовки в процессе ее деформирования, повьшающего точность готовой детали. Использование потенциальной энергии, запасаемой на прямых участках волновода, дополнительно повьшдает эффективность действия ударной волны на 2,5%. Выбор овальной формы корпуса обусловлен необходимостью иметь изогнутые и прямые участки на витках волновода, что недостижимо при цилиндрической или прямоугольной форме корпуса и, соответсТвенно, змеевика волновода, при последней на витках змеевика появляются чередующиеся при каждом изменении направления прямоугольные сопряжения участков волновода, обладающие более высоким гидравлическим сопротивлением, чем радиусные сопряжения при овальной . Таким образом, снабжение гидра:шического импульсного пресса ко ;ухом вышеприведенной конструкции обеспечивает суммарное повьшзение эффективности действия ударной волны в змеевике волновода. Формула изобретения Гидравлический импульсный пресс, содержащий установленный на станине волновод, о тлич ающ:.ийся тем, что, с целью повышения Эффективности действия ударной волны и его звукоизоляции, волновод снабжен овальным корпусом, выполненным в виде овальной гильзы с двойными стенками и дном, при зтом изопнутые участки корпуса заполнены легкоплавКИМ алюминиевым сплавом, нгшример ВАЛ 5, и отделены от прямолинейных участков корпуса, заполненных упругой пластмассой, например полиуретаном. Источники информации. принятые во внимание при экспертная 1. Авторское свидетельство СССР № 173608, кл. В 30 В 1/32, 1965 (прототип).
