W1 15
12 1113101 2 J
ел
со со
со
о
Такой узкий паз мог бы быть отлит или выступающим из неподвижной части матрицы 3 знаком высотой 7 мм, сечением 1,2 X 1,2 мм и соприкасающимся со стенкой подвижной части матрицы, чтобы не было подлива расплавленного материала по площадке соприкосновения, что не реально по условиям точности изготовления форм, и знак будет сломлен при смыкании, а при выдерживании точности он все равно будет согИзобретение относится к технологической оснастке для переработки пластмасс методом литья под давлением и может быть использовано для изготовления изделий с узкими боковыми пазами или углублениями, расположенными параллельно оси разъема.
Целью изобретения является упрощение конструкции путем исключения перпендикулярных оси разъема перемещений.
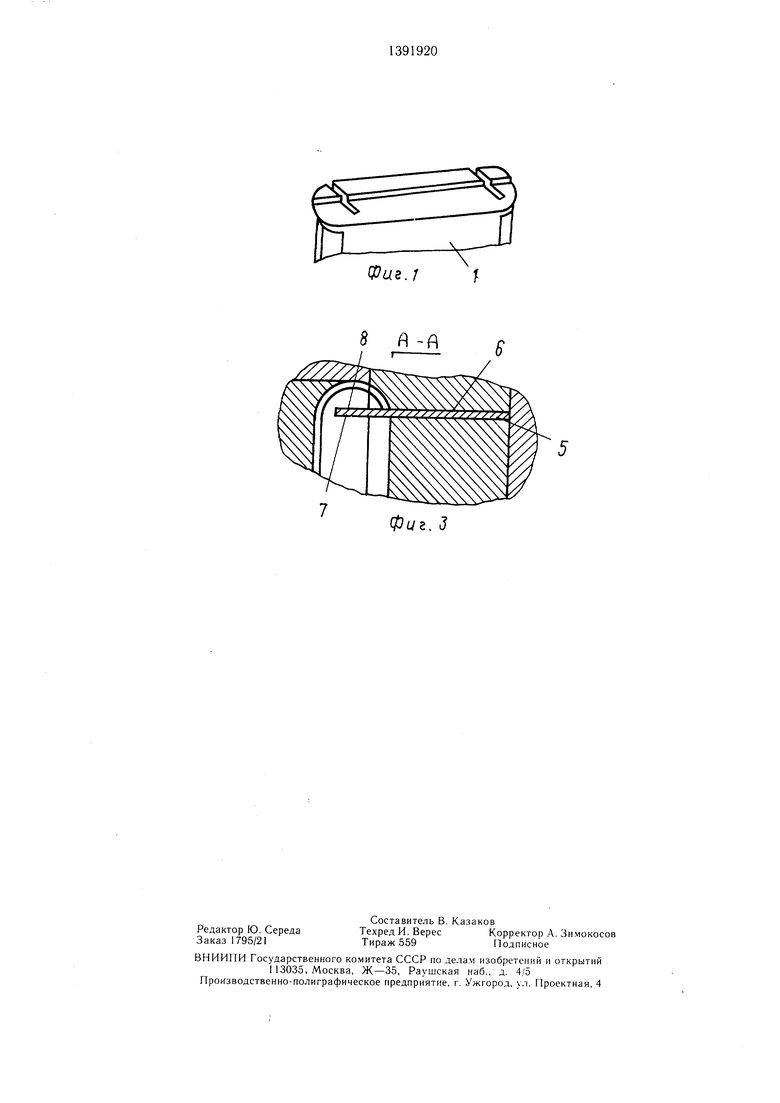
На фиг.1 представлена часть отливаемого изд слия; на фиг. 2 - форма в сомкну-ю чут струей заполняющего форму расплава, том-разомкнутом состоянии, продольный раз-так как находится в узкой части отдивки 1, рез; на фиг. 3 - разрез А-А на фиг. 2.(фиг. 2) или мог бы быть выполнен подОтливаемым изделием 1 является корпусвижной системой поднутрящих знаков, что
футляра гальванической батареи, на верхнейусложняет форму-.
стенке которого в узких пазах фиксируютсяПластинчатый знак толщины, равной шивыводные контакть. Форма содержит непод- рине отливаемого паза 1,2 мм, закрепляется
вижную полуформу 2, часть матрицы 3 на ней.,своей закрепляющей частью 5 в боковом
прямоугольный пуансон 4, неподвижный знакпазу 6 неподвижной матрицы 3, оставс закрепляющей частью 5 в боковом па-ляя формообразующую часть знака 8 совзу 6 матрицы, упрочняющей частью 7 и фор-местно с упрочняющей частью знака 7,
мообразующей частью 8, литниковую плиту 9,20 выступающими над плоскостью разъема. А в
направляющие щтанги 10, подвижную полу-подвижной части матрицы 12, соответственформу 11 с другой частью матрицы 12 с глу-но упрочняющей части знака 7, выполнен
хим пазом 13 для вхождения знака и вы-глухой паз 13, в который выступающий
талкивающую плиту 14 со щтырями 15, под-знак входит при смыкании формы, оставвижную на пальцах 16.ляя свою формообразующую часть 8 выстуФорма работает следующим образом:25 пающей консольно во внутреннюю полость
Глубина части матрицы 3 на неподвиж-отливки. Теперь упрочняющая часть 7, соной полуформе 2, содержащей также пуан-прикасаясь со своей периферией с пазом 13,
сон 4, составляет половину глубины частипрочно удерживает формообразующую часть
матрицы 12 на подвижной полуформе И,8 в рабочем положении. Затылочная часть
т. е. глубина части матрицы 3 на непод-выступа составляет исключение в соприкосвижной полуформе 2 составляет 1/3 тол- новении.
щины отливаемого изделия 1, а глубинаСмыкание формы производится по напдругой части матрицы 12 на подвижнойравляющим щтангам 10. Выталкивание издеполуформе 11 составляет 2/3 толщины от-лия, которое остается в подвижной части
ливаемого изделия. Причем на пуансон 4. полуформы 2, производится с помощью
при смыкании частей матрицы почти на всювыталкивающей плиты 14 с выталкивающими
свою глубину, не доходя до соприкосно- штырями 15, подвижной на пальцах 16 отвения своим дном всего 1 мм, состав-носительно полуформы 2. Расплав подаетляющий толщину дна отливки, находится через литниковую систему литниковой
подвижная часть матрицы.плиты 9.
Такой узкий паз мог бы быть отлит или выступающим из неподвижной части матрицы 3 знаком высотой 7 мм, сечением 1,2 X 1,2 мм и соприкасающимся со стенкой подвижной части матрицы, чтобы не было подлива расплавленного материала по площадке соприкосновения, что не реально по условиям точности изготовления форм, и знак будет сломлен при смыкании, а при выдерживании точности он все равно будет согчут струей заполняющего форму расплава, так как находится в узкой части отдивки 1, (фиг. 2) или мог бы быть выполнен под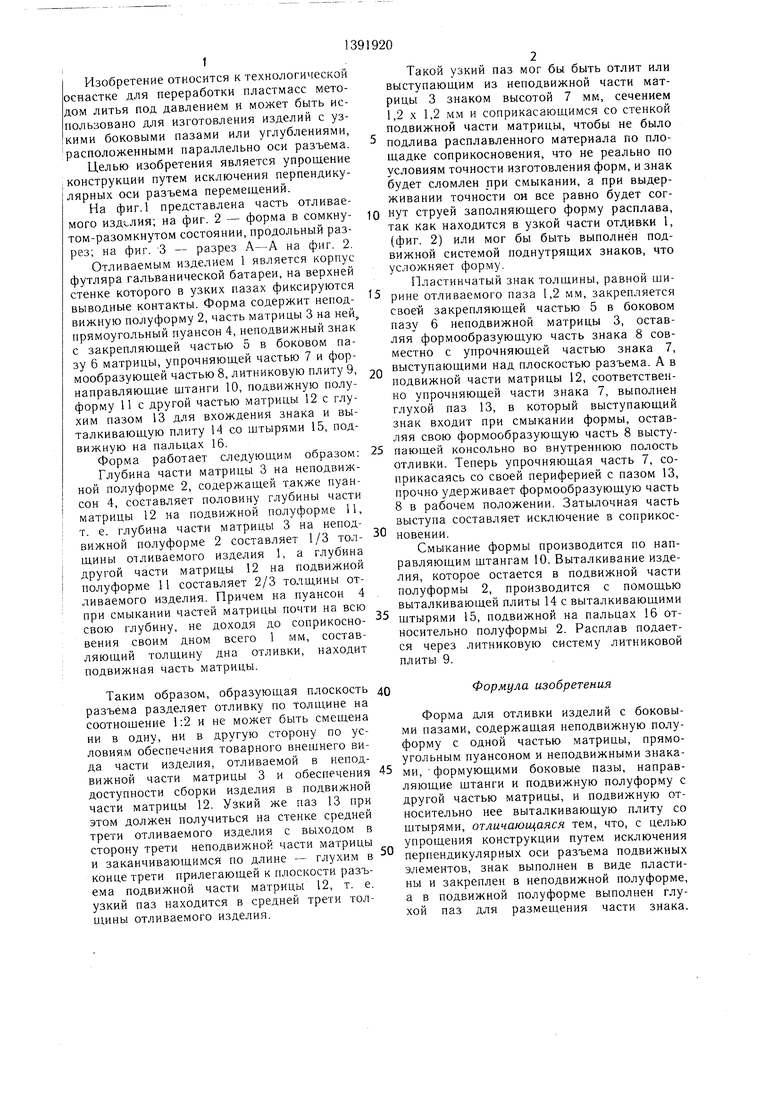
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
Изобретение относится к технологической оснастке для переработки пластмасс методом литья под давлением и может быть использовано для изготовления изделий с узкими боковыми пазами или углублениями, расположенными параллельно оси разъема. Цель - упрощение конструкции путем исключения перпендикулярных оси разъема перемещений. Для этого формообразующий знак 5 выполнен в виде пластины и закреплен в неподвижной плите 2. В подвижной плите II выполнен глухой паз 13 с возможностью контактирования с частью формообразующего знака, образующего упрочняющую часть 7 при смыкании. 3 ил.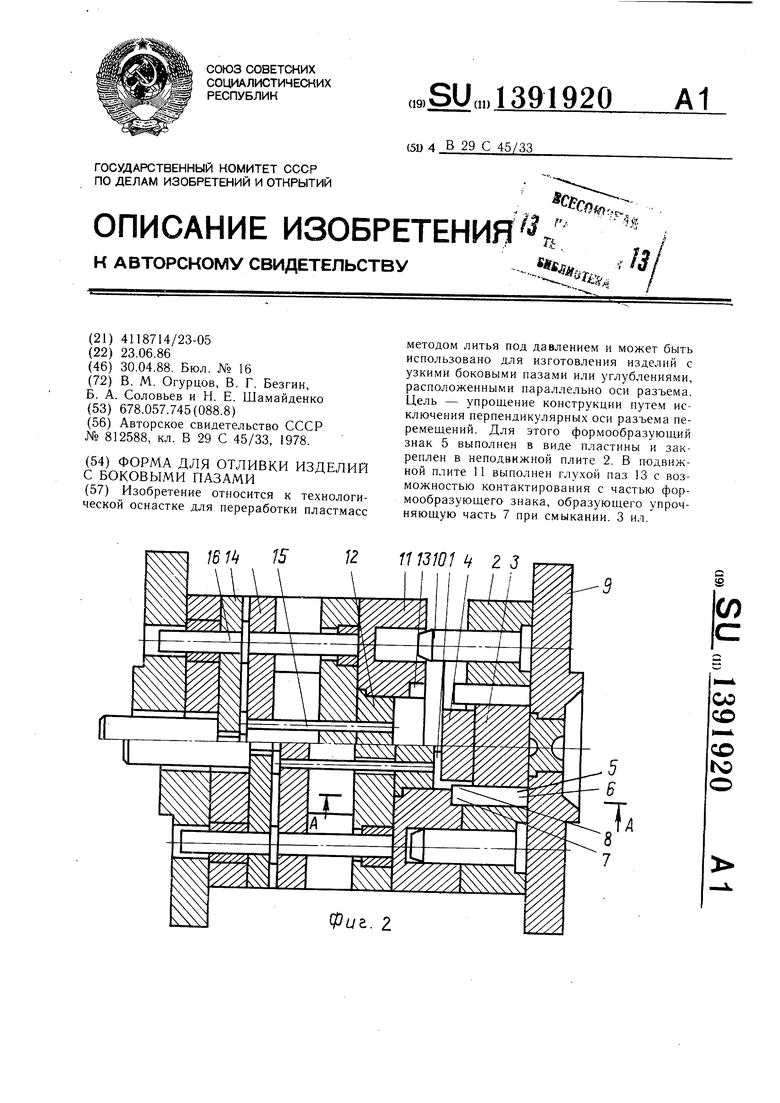
Таким образом, образующая плоскость разъема разделяет отливку по толщине на соотнощение 1:2 и не может быть смещена ни в одну, ни в другую сторону по условиям обеспечения товарного внешнего вида части изделия, отливаемой в неподвижной части матрицы 3 и обеспечения доступности сборки изделия в подвижной части матрицы 12. Узкий же паз 13 при этом должен получиться на стенке средней трети отливаемого изделия с выходом в сторону трети неподвижной части матрицы и заканчивающимся по длине - глухим в конце трети прилегающей к плоскости разъема подвижной части матрицы 12, т. е. узкий паз находится в средней трети толщины отливаемого изделия.
Формула изобретения
Форма для отливки изделий с боковыми пазами, содержащая неподвижную полуформу с одной частью матрицы, прямоугольным пуансоном и неподвижными знаками, формующими боковые пазы, направляющие штанги и подвижную полуформу с другой частью матрицы, и подвижную относительно нее выталкивающую плиту со щтырями, отличающаяся тем, что, с целью упрощения конструкции путем исключения перпендикулярных оси разъема подвижных элементов, знак выполнен в виде пластины и закреплен в неподвижной полуформе, а в подвижной полуформе выполнен глухой паз для размещения части знака.
Фи.1
Фи. J
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНияМи | 1978 |
|
SU812588A1 |
| Солесос | 1922 |
|
SU29A1 |
