Изобретение относится к оборудованию для переработки пластмасс, в частности к системам управления литьевыми машинами.
Целью изобретения является повышение КПД и расширение технологических возможностей машины.
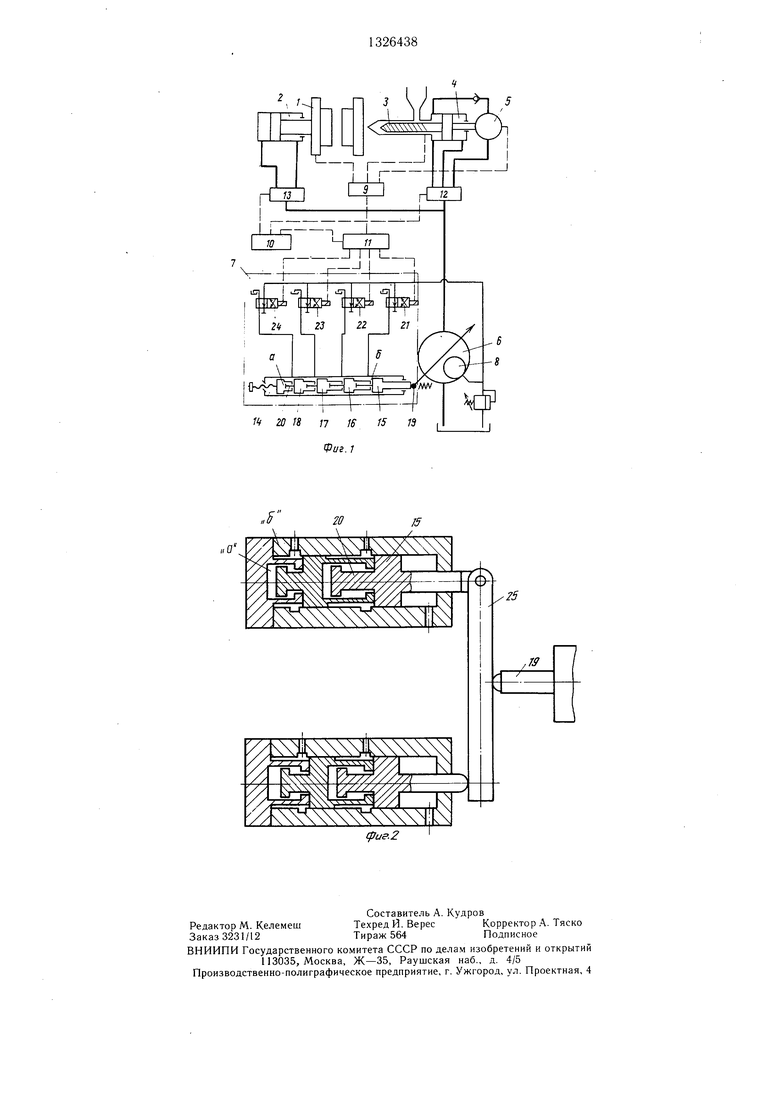
На фиг. 1 схематически изображено устройство управления литьевой машиной; на фиг. 2 - вариант выполнения блока управления насосной установкой.
Устройство управления содержит ряд функциональных рабочих органов: механизм 1 запирания с гидроцилиндром 2 смыкания, механизм 3 впрыска с гидроцилинд- ром 4 впрыска и гидродвигателем 5 вращения шнека. Привод всех гидравлических двигателей осуществляется от насосной установки 6 высокого давления. Блок 7 управления насосной установки питается от насоса 8 управления. Положение механизмов литьевой машины фиксируется командоаппа- ратом 9, который связан с блоком 10 управления и программным блоком 11 набора технологических скоростей. Цикловой блок 10 командует работой гидроблока 12 впрыска и гидроблока 13 смыкания. Блок 7 управления насосной установки выполнен в виде гидроцилиндра 14 с каскадом последовательно соединенных плунжеров 15-18 и т.д., каждый из которых имеет заданную величину хода, причем первый из них (15) связан с регулятором 19 производительности насоса высокого давления. Каждый предыдущий плунжер является упором каждому последующему. Ход каждого предыдущего плунжера ограничивается упором поршня 20, который размещен в полости а, выполненной в каждом последующем плунжере. Между каждым предыдущим и последующим плунжерами имеется рабочая плунжерная полость б, каждая из которых соединена с насосом 8 управления через электрогидравлические распределители 21-24, каждый из которых управляет поступлением рабочей жидкости в определенную плунжерную полость. Электрические входы распределителей соединены с программным блоком 11 набора технологических скоростей.
Возможен вариант выполнения блока 7 управления (фиг. 2), где каскад плунжеров разделен на две группы, взаимодействующие с регулятором 19 посредством общей контактной планки 25.
Устройство работает следующим образом.
По команде от блока 10 циклового управления насосная установка 6 подает через гидроблоки 12 и 13 рабочую жидкость к механизмам 2-5. Командоаппарат 9 фиксирует положение рабочих органов и сигнализирует на блок 10 и блок 11 набора технологических скоростей. Блок 11 в зависимости от включаемой программы скоростей
включает или отключает в определенной последовательности распределители 21-23, которые обеспечивают поступление рабочей жидкости от насоса 8 управления в соответствующие плунжерные полости б гидроQ цилиндра 14, что приводит к перемещению плунжеров на определенное расстояние, и поворот плунжером 15 регулятора 19 на определенный угол, что вызывает задание необходимой производительности насосной установке 6. При этом число ступеней про5 изводительности определяется по формуле Z .2 - 1, где п - число плунжеров. Дискретность по расходу рабочей жидкости m -fi- л/мин, где Q - максимальный расход.
Использование изобретения позволяет расщирить технологические возможности по переработке различных материалов на данной машине, повысить КПД машины, так как основной расход рабочей жидкости при высоком давлении не сливается через гид5 родинамические клапаны. Повышается также точность настройки скоростей, так как состояние рабочей жидкости не влияет на положение плунжеров. Работа системы не зависит от температуры колебаний.
0
30
Формула изобретения
Устройство управления литьевой машиной, содержащее функциональные рабочие органы, насосную установку с блоком управления и регулятором производительности,
программный блок набора технологических скоростей, отличающееся тем, что, с целью повышения КПД и расширения технологических возможностей машины, блок управления насосной установки выполнен в виде гидроцилиндра с каскадом последовательно соединенных плунжеров, каждый из которых имеет свою рабочую полость и фиксированный ход, каскада электрогидравлических распределителей и насоса управления, причем каждый предыдущий плунжер смонтирован с образованием упора каждому последующему, суммарный ход плунжеров связан с регулятором производительности насосной установки, а каждая рабочая полость плунжера соединена через соответствующий распределитель с насосом управления, при
этом электрические входы распределителей соединены с программным блоком набора технологических скоростей.
« Л7 JS J7 16 fS 73 j Vite. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления литьевой машиной | 1985 |
|
SU1288090A1 |
| Гидросистема литьевой машины для полимерных материалов | 1980 |
|
SU887233A1 |
| Система управления литьевой машины | 1974 |
|
SU563301A1 |
| КЛАПАННЫЙ УЗЕЛ НАСОСА | 2002 |
|
RU2240461C2 |
| ГИДРОСИСТЕМА | 2000 |
|
RU2178843C1 |
| СКВАЖИННАЯ ЭЛЕКТРОГИДРОПРИВОДНАЯ НАСОСНАЯ УСТАНОВКА | 2016 |
|
RU2649158C2 |
| Система управления гидравлическим прессом | 1979 |
|
SU835829A1 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА КОМБАЙНА ШАХТНОГО ПРОХОДЧЕСКОГО | 2006 |
|
RU2324053C1 |
| СТРУГОВАЯ УСТАНОВКА | 1995 |
|
RU2122636C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2457951C2 |
Изобретение относится к оборудованию для переработки пластмасс, в частности к системам управления литьевыми машинами. Цель изобретения - повышение КПД и расширение технологических возможностей машины. Для этого устройство содержит блок управления насосной установки, позволяю- ший с помош,ью программного блока набора технологических скоростей регулировать производительность насоса. Этому способствует и каскад последовательно соединенных плунжеров в гидроцилиндре блока управления. Каждый предыдущий плунжер является упором для последуюш,его. Плунжеры имеют фиксированный рабочий ход. Включение плунжеров в заданном программой сочетании соответствует заданию необходимой производительности насосной установки. Это позволяет в каждом рабочем движении литьевой машины мощность ее использовать с высоким КПД. 2 ил. с (Л со NS О5 Nj: со оо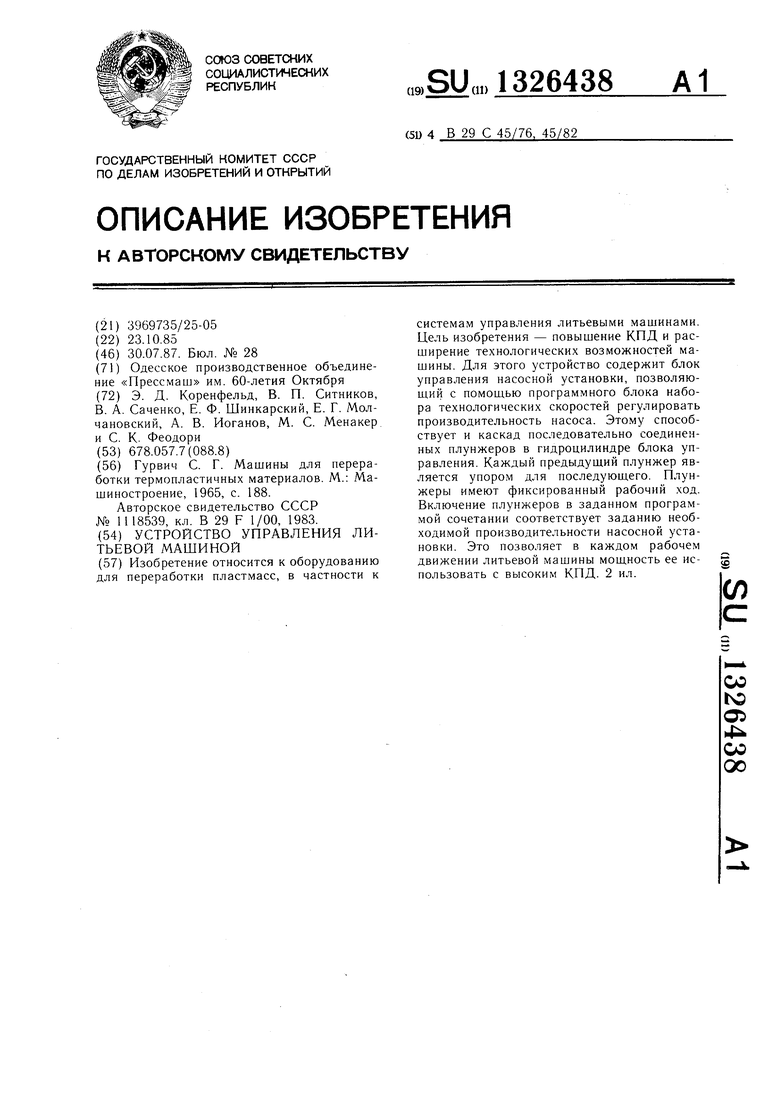
20
I
J5
X/
| Гурвич С | |||
| Г | |||
| Машины для переработки термопластичных материалов | |||
| М.: Машиностроение, 1965, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
| Система автоматического управления литьевой машины | 1983 |
|
SU1118539A1 |
| Солесос | 1922 |
|
SU29A1 |
