достаточно большой, так как насосная станция запирания не участвует в работе механизма впрыска, н наоборот. Расход насосов механизма впрыска выбирается в соответствии с необходимой скоростью впрыска, поэтому при загрузке, которая практически требует Vs расхода впрыска, /3 расхода сливается, в то же время насосная станция запирания работает только во время запирания и раскрытия формы, а остальное время разгрул ена.
Цель изобретения - повышение производительности и уменьшение суммарной MouiHOCTH привода.
Для достижения этой цели необходимо решить задачу объединения работы, насосов всей гидросистемы при пиковой нагрузке с возможностью одновременной работы различных исполнительных механизмов при оптимальном варианте использования мощности.
Эта задача решается в гидросистеме литьевой машины для переработки полимерных материалов, содержащей гидродвигатель вращения шнека, гидроприводы впрыска и запирания, связанные напорными магистралями соответственно с насосными станциями впрыска и запирания, сатасно изобретению тем, что насосные станции впрыска и запирания связаны соединительной напорной магистралью, а гидросистема снабжена размещенным в соединительной напорной магистрали распределителем расхода двухстороннего действия, выполненным в виде управляемого обратноГо кла-па«а, связанного с золотником управления, и двух неуправляемых обратных клапанов, соединяющих надклапанную полость управляемого обратного клапана через золотник управления с напорными магистралями насосных станций запирания и впрыска.
Такое выполнение гидросистемы позволяет в случае одновременной работы нескольких исполнительных механизмов разъединить насосные станции, а при необходимости обеспечения максимального оасхода в системе, например при впрыске, направить усилия обеих насосных станций к одному исполнительному механизму. В случае переработки нетермостабильных материалов, когда время загрузки и пластикации может быть несколько меньше времени охлаждения изделия, благодаря предлагаемой гидросистеме машины, можно обеспечить большую скорость запирания и раскрытия формы суммарным расходом насосных станций.
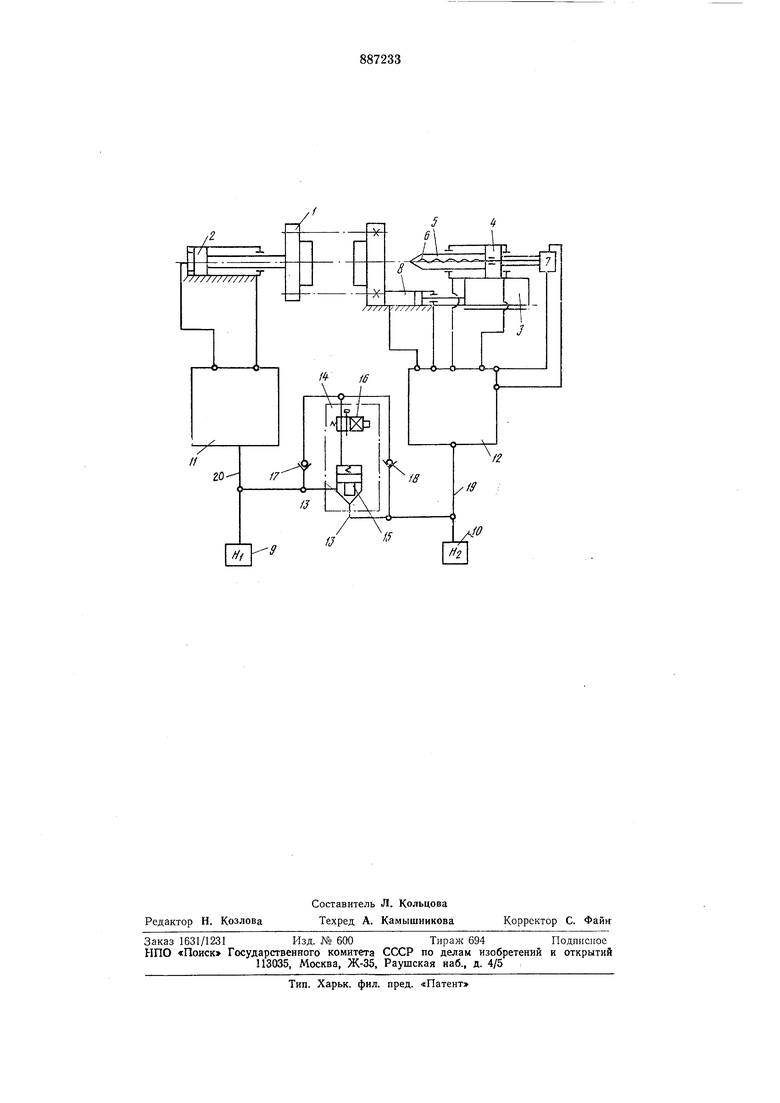
На чертеже показана предлагаемая гидросистема литьевой машины.
Гидросистема состоит из механизма I запирания формы с силовым гидроцилиндром 2, механизма впрыска 3 с силовым гидроцилиндром впрыска 4 и цилиндром пластикации 5 с пластицирующим шнеком
6. Шнек приводится во вращение с помощью гидродвигателя 7. Л1еханизм впрыска имеет возможность перемещения с помощью гидроцилиндра 8. Гидросистема машины имеет насосную станцию запирания 9 и насосную станцию впрыска 10. Подача рабочей жидкости в гидроцилиндр запирания осушествляется гидроприводом запирания 1.1, а в силовой гидроцилиндр
2 - с помощью гидропривода впрыска 12. Насосные станции 9, 10 между собой связаны соединительной напорной магистралью 3. В этой магистрали размещен распределитель расхода двухстороннего действия
14, выполненный в виде управляемого обратного клапана 15 с двухходовым электромагнитным золотником управления 16 и двух неуправляемых обратных клапанов 17 и 18, соединяющих надклапанную полость управляемого обратного клапана 15 с напорными магистралями 19, 20 насосных станций 9, 10.
Гидросистема работает следующим образом.
Насосная станция 10 подает рабочую жидкость под определенным технологическим давлением загрузки в гидродвигатель 7, который приводит во вращение
шнек 6, осуществляя загрузку и пластикацию материала в цилиндре пластикации 5. Одновременно насосная станция 9 работает под определенным давлением на поршневую полость силового гидроцилиндра 2, осуществляя закрытие форм механизмом 1. Такая работа насосных станций, поддерживающих различное технологическое давление запирания и загрузки, возможна благодаря то,му, что управляемый обратный клапан 15 распределителя расхода 14, установленного в соединительной напорной магистрали 13, соединяющей насосные станции 9, 10 при отключенном золотнике 16, закрыт суммарным
давлением рабочей жидкости от обеих насосных станций.
После окончания загрузки и пластикации рабочая жидкость подается в гидроцилиндр 8 и механизм впрыска подводится к форме. В силовом гидроцилиндре 2 давление поднимается до величины запирания.
Следующая операция цикла - впрыск материала в сомкнутую форму. Гидропривод впрыска 12 переключается на подачу рабочей жидкости в поршневую полость гидроцилиндра впрыска 4, включается золотник управления 16, надклапанная полость управляемого обратного клапана 15 соединяется со сливом, обратный клапан 15 мгновенно открывается расходом рабочей жидкости, насосные станции 9, 10 соединяются и производится впрыск материала в форму суммой расходов обеих на-сосных станций 9, 10. Затем происходит выдержка под давлением. Насосная станция 10 разгружается на слив, а подпитка производится насосной станцией 9.
Следующий этап - охлаждение изде-лия в форме. Отключается золотник управления 16, обратный клапан .15 закрывается давлением рабочей жидкости. Насосная станция 9 работает на слив, а насосная станция 10 - на гидродвигатель 7, осуществляющий загрузку и пластикацию материала. По окончании охлаждения с помощью насосной станции 9 раскрывают форму. Эта операция производится одновременно с пластикацией материала в механизме впрыска. Цикл повторяется.
Технико-экономическая эффективность изобретения по сравнению с существующими гидросистемами литьевых мащин выражается в повышении производительности за счет сокращения цикла изготовления изделия путем совмещения операций во времени. Так, при изготовлении изделия на машине, в которой будет использовано данное изобретение, время цикла может быть сокращено примерно на 20%. Кроме того, за счет совместного использования расходов насосных станций при пиковой нагрузке при впрыске может быть достигнута экономия установленной мощлости до 10%.
Формула изобретения
Гидросистема литьевой машинй для полимерных материалов, содержащая гидродвигатель вращения шнека, гидроприводы впрыска и запирания, связанные напорными магистралями соответственно с насосными станциями впрыска и запирания, отличающаяся тем, что, с целью
повышения производительности ,и уименьшения суммарной мощности привода, насосные станции впрыска и запирания связаны соединительной напорной магистралью, а гидросистема снабжена размещенным в
соединительной напорной магистрали распределителем расхода двухстороннего действия, выполненным в виде управляемого обратного клапана, связанного с золотником управления, и двух неуправляемых
обратных клапанов, сообщающих надклапанную полость управляемого обратного клапана через золотник управления с напорными магистралями насосных станций запирания и впрыска.
Источники информации, принятые во внимание при экспертизе:
1.Гурвич С. Г. и др. Машины для переработки термопластических материалов,
М., Машиностроение, 1965, с. ,194.
2.Патент Великобритании № 1226118, кл. В 5 А, опубл. 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Гидропривод литьевой машины | 1984 |
|
SU1265061A1 |
| Система управления литьевой машины | 1974 |
|
SU563301A1 |
| ГИДРОПРИВОД МЕХАНИЗМА ПОВОРОТА СТОЙКИ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНО-МАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2002 |
|
RU2252911C2 |
| Гидропривод механизмов подъемно- ТРАНСпОРТНОй МАшиНы | 1979 |
|
SU829546A1 |
| МНОГОСЕКЦИОННЫЙ ГИДРОПРИВОД КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2007 |
|
RU2352518C1 |
| ГИДРОСИСТЕМА КРАНО-МАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2003 |
|
RU2252909C2 |
| Привод перемещения машины | 1981 |
|
SU981627A1 |
| ГИДРОСИСТЕМА УЗЛА ВПРЫСКА И НАБОРА ДОЗЫ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА (ВАРИАНТЫ) | 2008 |
|
RU2382700C1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД УСТРОЙСТВА ДЛЯ ИСПЫТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2003 |
|
RU2243311C1 |