Изобретение относится к текстильному отделочному оборудованию, а именно к поточным линиям заключительной отделки ковровых изделий.
Целью изобретения - комплексная автоматизация и расширение технологической возможности линии.
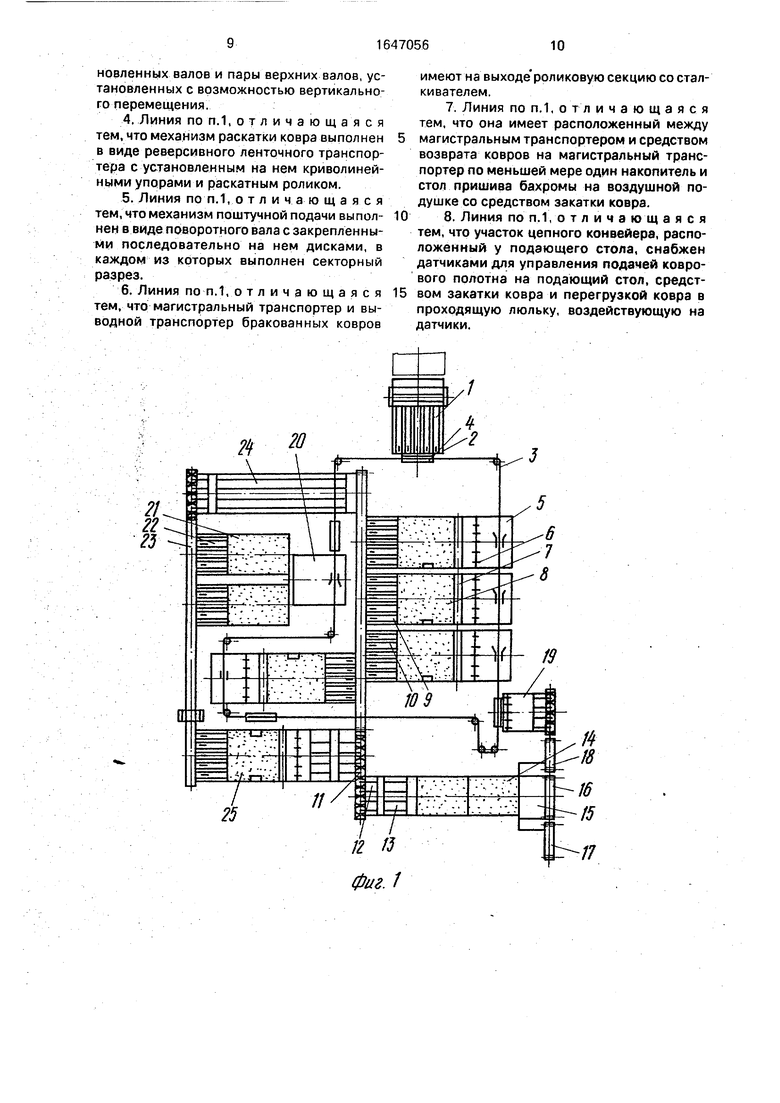
На фиг.1 изображена поточная линия, вид сверху; на фиг.2 - подающий стол со средством закатки ковра в рулон, вид сбоку; на фиг.З - вид А на фиг.2; на фиг.4 - участок линии с сверловочными столами, вид сбоку; на фиг.5 - то же, со столами контроля, вид сбоку; на фиг.6 - то же, с закатной машиной, вид сбоку; на фиг.7 - то же, с механизмом поштучной подачи бракованных ковров в
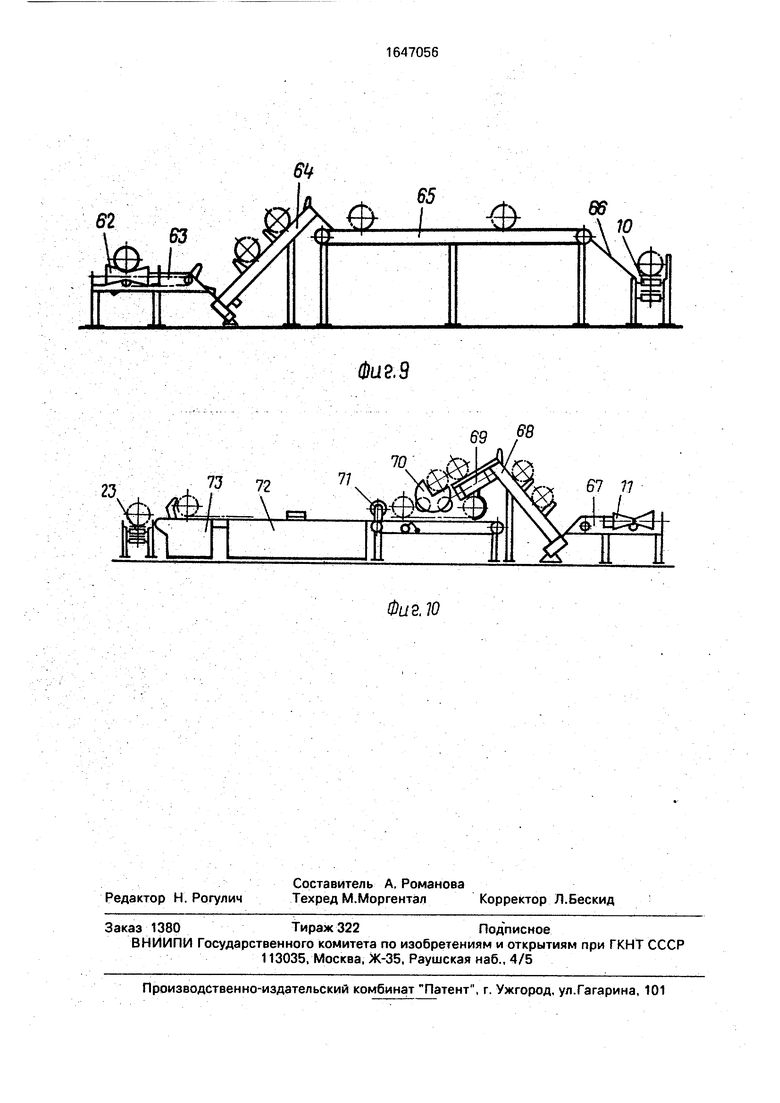
проходящую свободную люльку цепного конвейера, вид сбоку; на фиг.8 - то же, со штопальными столами, вид сбоку; на фиг.9 - то же, со средством возврата ковров от столов штопки на магистральный транспортер; на фиг. 10 - то же, со столом пришива бахромы.
Поточная линия для заключительной отделки текстильных полотен, преимущественно ковров (фиг.1), состоит из подающего стола 1 со средством 2 закатки ковра в рулон, цепного конвейера 3 с подвесными люльками 4, накопителей 5 с механизмами поштучной подачи 6 и раскатки 7 ковра, оверлочных столов 8 на воздушной подушке со средством 9 закатки ковра в рулон, магио
4
XI
О СЛ О
стральноготранспортера 10, роликовойсек- ции 11, сталкивателя 12, шагового накопителя 13, столов 14 контроля на воздушной подушке, машины 15 плотной закатки и обвязки, реверсного конвейера 16, выводных транспортеров 17 и 18, средства 19 поштучной подачи браковочных ковров на проходящую свободную люльку цепного конвейера,накопителя 20, столой 21 для штопки со средством 22 закатки ковра в рулон, средства возврата ковров от столов штопки на магистральный транспортер, включающего в себя ленточный конвейер 23 и средста 24 подачи ковров от ленточного конвейера 23 на магистральный транспортер 10.
Поточная линия при необходимости может быть оснащена участком 25 пришива бахромы к коврам.
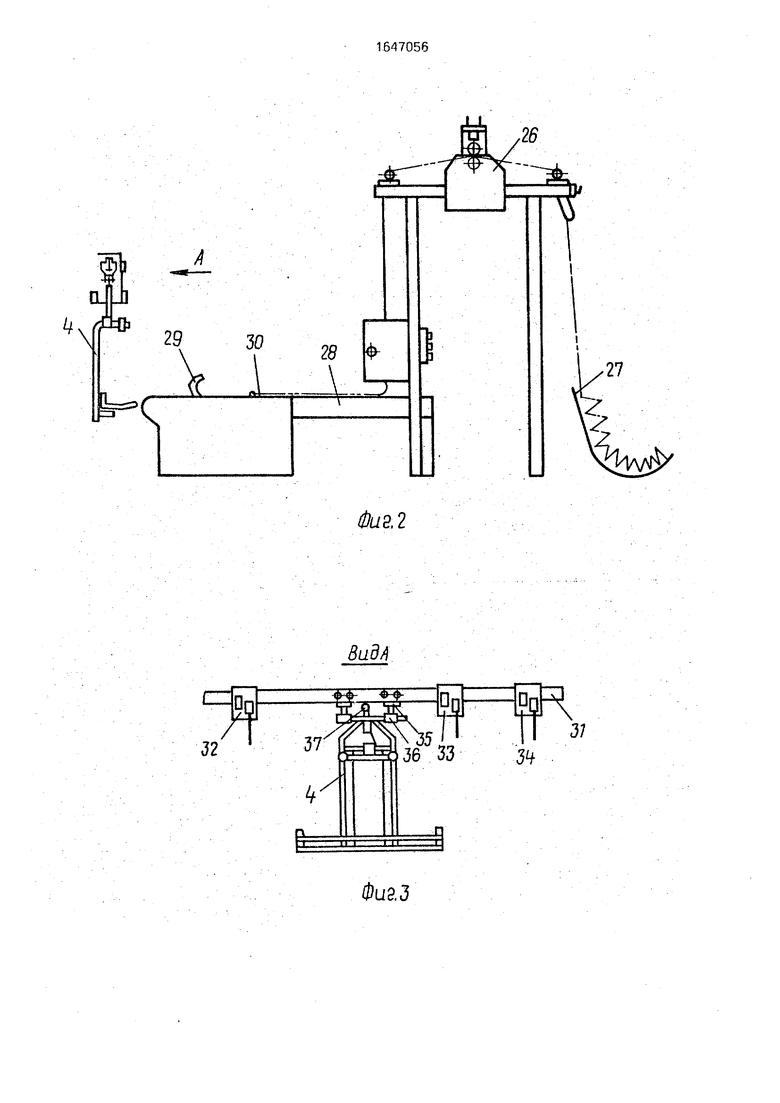
Подающий стол 1 со средством 2 закатки ковра в рулоне (фиг.2) включает в себя тянульный механизм 26, выбирающий ковровое полотно из компенсатора 27 и подающий его на конвейер 28 с транспортерными лентами, между которыми установлены кри- вопинейные упоры 29, поднимаемые и опускаемые в прорези настила конвейера uiгоком от пиевмоцилиндра (не показан), и конечный выключатель 30.
Напротив подающего стола 1 на пути 31 подвесного конвейера 3 установлены датчики 32-34 (фиг.З). Люльки А крепятся к двум кареткам 35 цепного конвейера с помощью траверс 36, имеющих подвижность в вертикальной и горизонтальной осях и обеспечивающих возможности перемещения люльки цепным конвейером с пространственной трассой, Люльки снабжены адресным устройством 37, взаимодействующим с горками 38 (фиг.4), установленными на пути конвейера.
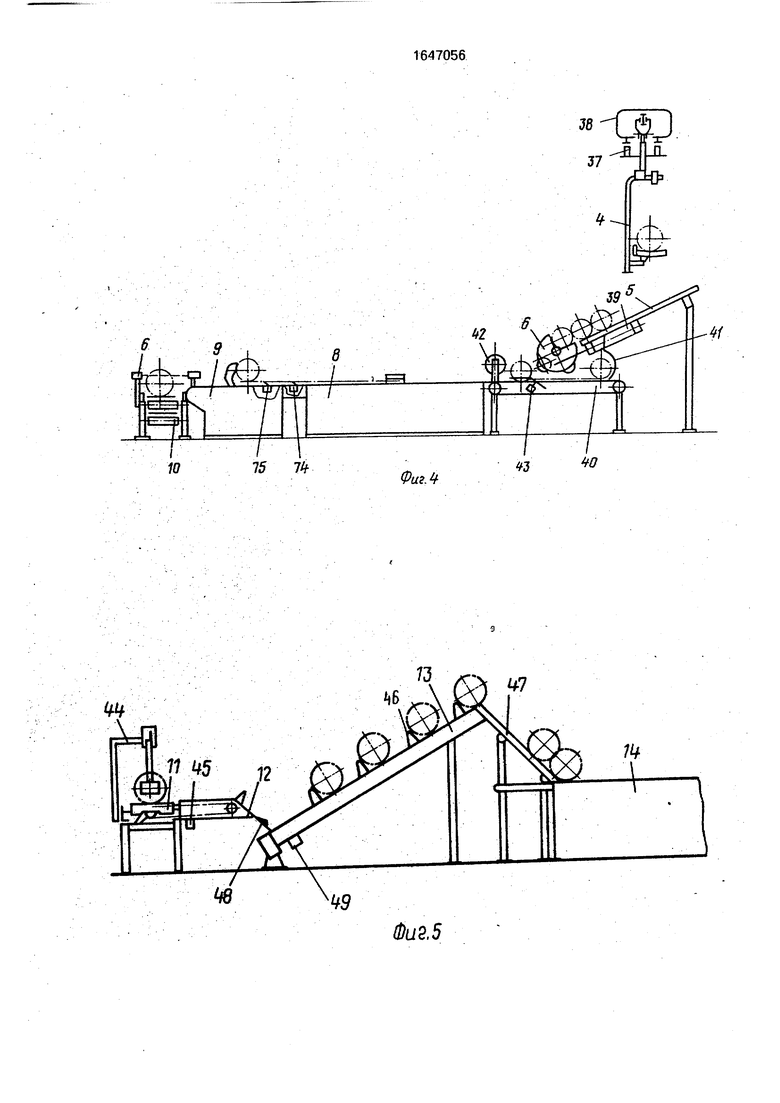
Накопитель 5 (фиг.4) выполнен в виде наклонного стола, в нижней части которого установлен механизм 6 поштучной подачи ковров, представляющий собой позоротный вал с закрепленными последовательно на нем дисками в каждом из которых удален сектор, приводимый в движение пневмоцилиндром 39,
Механизм 7 раскатки рулона ковра состоит из расположенного под механизмом поштучной подачи рулонов реверсивного ленточного транспортера 40, на ко ором установлены криволинейные упоры 41, раскатный ролик 42 и конечный выключатель 43. Этот участок включает также оверловоч- ный стол 8 на воздушной подушке со средством 9 закатки, выполненным аналогично средству 2 закатки, и магистральный транспортер 10.
Магистральный транспортер 10 заканчивается роликовой секцией 11 (фиг.5), которая снабжена конечными выключателями 44 и 45, управляющими работой сталкивателя 12. Шаговый накопитель 13 представляет собой наклонный стол с движущимися цепями, оснащенными толкателем 46, который заканчивается наклонной плоскостью 47.
0 Шаговое движение толкателей обеспечивается выключателями 48 и 49, смонтированными на каркасе накопителя.
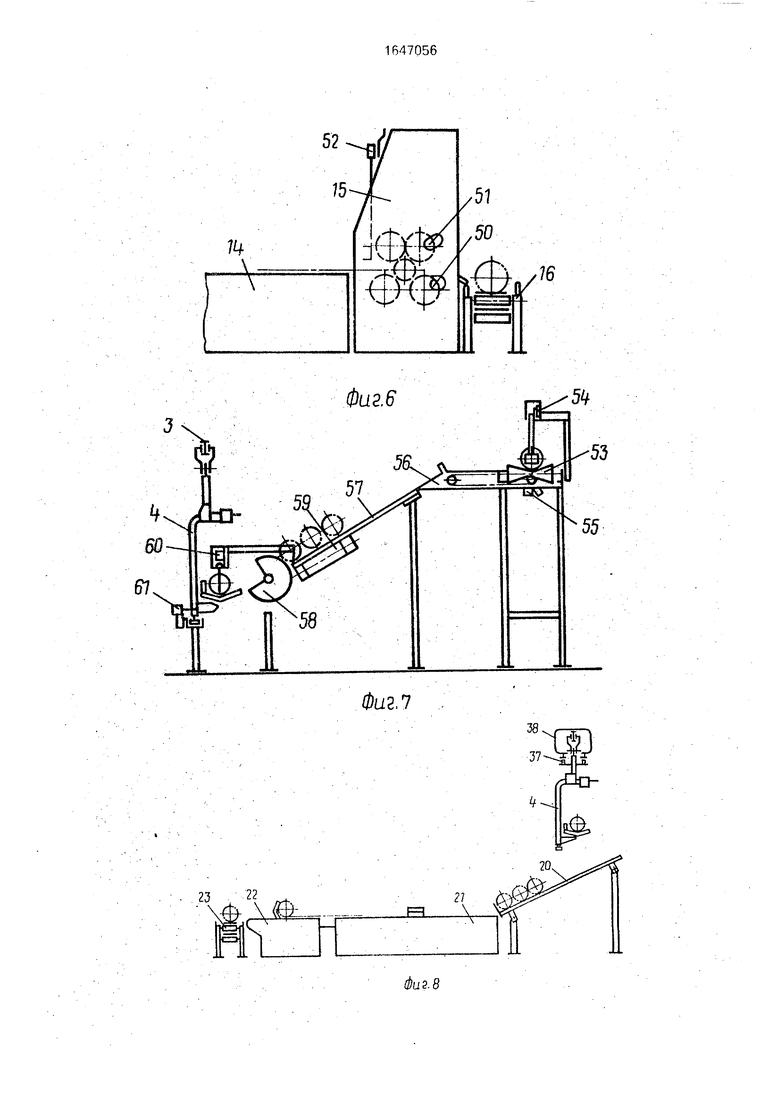
Машина 15 плотной закатки ковра в рулон (фиг.6) состоит из пары нижних стацио5 парно установленных валов 50 и пары верхних прижимных валов 51, установленных с возможностью вертикального перемещения, которые за счет собственного веса обеспечивают плотную закатку ковра в ру0 лон. Машина 15 плотной закатки ковра в рулоне оснащена механизмом 52 обвязки рулона ковра шпагатом, выполненным в виде качающегося рычага, приводимого в движение пневматическим цилиндром (не
5 показан).
Средство 19 поштучной подачи бракованных ковров на проходящую свободную люльку 4 цепного конвейера 3 (фиг.7) состоит из роликовой секции 53, приводимой в
0 движение приводом выводного транспортера 18 и снабженной конечными выключателями 54 и 55, управляющими сталкивателем 56, выполненным аналогично сталкивателю 12, накопителя 57 в виде наклонного стола
5 и механизма 58 поштучной подачи, выполненного аналогично механизму 24 поштучной подачи, установленного в нижней части накопителя и приводимого в действие пневматическим цилиндром 59, которым управ0 ляют конечные выключатели 60 и 61.
Участок линии со штопальными столами (фиг.8) состоит из наклонного накопителя 20, штопального стола 21 на воздушной подушке со средством 22 закатки, выпол5 ненного аналогично средству 2 закатки, и ленточного конвейера 23.
Средство 24 подачи ковров от ленточного конвейера 23 на магистральный транспортер 10 (фиг,9) состоит из роликовой
0 секции 62, аналогичной роликовой секции 11, сталкивателя 63, аналогичного сталкивателю 12, шагового накопителя 64, аналогичного шаговому накопителю 13, и транспортера 65, заканчивающегося на5 клонной плоскостью 66.
Линия может включать при необходимости участок 25 пришива бахромы (фиг.10), состоящий из сталкивателя 67, шагового накопителя 68, аналогичного шаговому накопителю 13, накопителя 69 в виде наклонной
плоскости, механизма 70 поштучной подачи, аналогичного механизму б поштучной подачи, механизма 71 раскатки ковра в рулон, аналогичного механизму 7 раскатки, стола 72 пришива бахромы на воздушной подушке и средства 73 закатки ковра в рулон, аналогичного средству 2 закатки, передающего ковер на ленточный конвейер 23.
Поточная линия работает следующим образом.
В поточной линии ковровое полотно после стригальных машин накапливается в компенсаторе 27 (фиг.2), откуда выбирается тянульным механизмом 26 и подается на транспортные ленты конвейера 28, Полотно, перемещаясь на лентах с рифленой поверхностью, воздействует на конечный выключатель 30, который останавливает тянульный механизм 26 и конвейер 28, после чего осуществляется отрезка ковра от полотна. Подвесная люлька 4, передвигаясь по пути 31, последовательно взаимодействует;
с датчиком 32, включающим в работу конвейер 28, на котором отрезанный ковер, перемещаясь на лентах, встречает на пути криволинейные упоры 29 и закатывается в рулон;
с датчиком 33, включающим в работу тянульный механизм 26, подающий ковровое полотно из компенсатора 27 на конвейер 28;
с датчиком 34, включающим пневматический цилиндр, шток которого убирает вниз криволинейные упоры 29 и ковер, закатанный в рулон, автоматически перегружается работающим конвейером 28 в проходящую люльку 4.
При прохождении следующей люльки цикл перемещения коврового полотна, обрезки ковра, закатки его в рулон и перегрузки в люльку конвейера повторяется.
Каждая люлька закреплена адресным устройством 37 за определенным сверловочным столом. При взаимодействии рычагов адресного устройства 37 с горками 38, установленными в местах . разгрузки, запорное устройство люльки 4 открывается, лоток опрокидывается и ковер перегружается на накопитель 5, Освободившийся лоток возвращается противовесом в исходное положение и фиксируется запорным устройством люльки. Оверлочни- ца включает механизм 6 поштучной подачи ковров, диски поворачиваются, ковер попадает на реверсивный ленточный транспортер 40 и, взаимодействуя на конечный выключатель 43, включает транспортер 40 в направлении криволинейных упоров
41, где ковер перезакатывается в положение раскатки, после схода конца ковра с конечного выключателя 43, транспортер 40 получает обратное движение в направле- 5 нии раскатного ролика 42 и ковер в раскатанном виде выдается на оверловочный стол 8 на воздушной подушке.
После оверловки последней кромки ковра сверловщица легко толкает его в на0 правлении средства 9 закатки. При воздействии ковра на конечный выключатель 74 поднимаются в рабочее положение криволинейные упоры и ковер закатывается в рулон. При сходе конца ковра с конеч5 ного выключателя 75 криволинейные упоры опускаются и ковер перегружается на магистральный транспортер 10 при отсутствии его в зоне разгрузки проходящего рулона ковра, что фиксируется фо0 тодатчиками 76, установленными на магистральном транспортере.
Магистральным транспортером 10 рулоны ковров подаются на роликовую секцию 11, где торец рулона, контактируя с
5 конечным выключателем 44, включает стал- киватель 12 и ковер передается на шаговый накопитель 13, где воздействует на конечный выключатель 48, который включает шаговый накопитель 13 и рулон ковра
0 перемещается на шаг. При этом одновременно верхний ковер на шаговом накопителе передается на наклонную плоскость 47, где и накапливается. Конечный выключатель 45 служит для отключения движения
5 сталкивателя 12, а конечный выключатель 49 - шагового конвейера 13.
Браковщица осматривает ковер и передает его оператору закатной машины, который подает ковер на закатные валы 50 и 51,
0 где ковер закатывается в плотный рулон. На рулон оператором подается шпагат, который с помощью механизма обвязки обматывается вдоль ковра по спирали, затем шпагат обрезается оператором и рулон по5 дается на реверсивный конвейер и далее на выводной транспортер 17 для передачи в склад.
Бракованный ковер закатывается, но не 0 обвязывается шпагатом и реверсивным конвейером 16 подается на выводной транспортер 18, заканчивающийся роликовой секцией 53, с которой сталкивателем 56 ковер подается на накопитель 57, откуда 5 механизмом 24 поштучной подачи перегружается в освободившиеся люльки 4 цепного конвейера 3 и транспортируется к участку штопки.
При взаимодействии адресного устройства люльки с горками у штопальных столов
лоток опрокидывается и ковер перегружается на накопитель 20.
После устранения дефектов ковер со штопального стола 21 на воздушной подушке подается работницей на средство 22 закатки, работающее аналогично средству 9 закатки, и далее на ленточный конвейер 23, заканчивающийся роликовой секцией 62, с которой сталкивателем 63 передается на шаговый накопитель 64 и транспортер 65, откуда по наклонной плоскости 66 поступает на магистральный транспортер 10, которым когкф вновь доставляется к столу контроля и машине плотной закатки.
Отделка некоторых ковров предусматривает пришив бахромы. В этом случае на сверловочных столах 8 оверловываются две стороны, затем ковер средством 9 закатки закатывается в рулон и подается на магистральный транспортер 10 и с роликовой секции 11 сталкивателем 67 сталкивается на шаговый накопитель 68, С него рулон ковра по накопителю 69 поступает на механизмы поштучной подачи 70 и раскатки 71 и далее на стол 72 пришива бахромы на воздушной подушке. После пришива бахромы ковер с помощью средства 73 закатки передается на ленточный конвейер 23. Далее движение ковра аналогично транспортировке после штопальных столов.
Оснащение поточной линии заключительной отделки текстильных полотен средствами возврата бракованных ковров к столам штопки и контроля, включающих в себя вводимые вновь средство поштучной подачи бракованных ковров В люльки и средство возврата ковров от столов штопки и используя при этом имеющиеся цепной конвейер и магистральный транспортер, позволяет полностью автоматизировать процесс окончательной отделки ковров и, кроме того, при необходимости, включить в линию участок пришива бахромы, используя то же средство возврата ковров на магистральный транспортер.
Крепление люльки к двум кареткам данного конвейера с помощью траверс, имеющих подвижность в вертикальной и горизонтальной осях, упрощает участки перегрузки ковров с подающих столов в люльки и из люлек в накопители, так как не требуют оснащения их механизмами центрации положения люльки и обеспечивает автоматическую перегрузку ковра без останова цепного конвейера.
Снабжение участка пути подвесного конвейера у подающего стола датчиками, управляющими подачей коврового полотна на подающий стол, средством накатки и перегрузкой рулона ковра в проходящую
люльку, воздействующую на данные датчики, дает возможность автоматизировать данные процессы, повысить ритмичность подачи ковров, устранить динамические на- грузки на конвейер, возникающие при частых его остановах.
Формула изобретения
1.Поточная линия для заключительной отделки текстильных полотен, преимущественно ковров, содержащая подающий стол со средством закатки ковра в рулон, цепной конвейер с подвесными люльками, по меньшей мере один накопитель с механизмом
раскатки ковра, сверловочным столом на воздушной подушке и средством закатки ковра в рулон, магистральный транспортер, по меньшей мере один стол контроля на воздушной подушке, выводной транспортер для бракованных ковров и выводной транспортер для готовых ковров, отличающаяся тем, что, с целью комплексной автоматизации и расширения технологических возможностей линии,
она имеет по меньшей мере один штопальный стол со средством закатки ковра в рулон, расположенный по ходу движения цепного конвейера между выводным транспортером бракованных ковров и столом
контроля, средство возврата ковра от штопального стола на магистральный транспортер, установленную после стола контроля машину плотной закатки ковра в рулон, реверсивный конвейер, расположенный после
машины плотной закатки ковра в рулон между выводными транспортерами .накопители, один из которых установлен перед штопальным столом, другой - перед столом контроля, третий - после выводного транспортера для бракованных ковров, и механизмы поштучной подачи, смонтированные на накопителе сверловочного стола и накопителе выводного транспортера бракованных ковров, при этом подвесные люльки
5 снабжены адресным устройством, а цепной конвейер - каретками, на каждой паре которых закреплена люлька посредством траверс, установленных с возможностью перемещения в вертикальной и горизон0 тальной осях.
2.Линия по п.1,отличающаяся тем, что средство возврата ковра от штопального стола на магистральный транспортер состоит из ленточного конвейера с
5 роликовой секцией и сталкивателем и расположенных перпендикулярно им шагового накопителя и транспортера.
3.Линия поп.1, отличаю щаяся тем, что машина плотной закатки ковра в рулон состоит из пары нижних стационарно установленных валов и пары верхних валов, установленных с возможностью вертикального перемещения.
4.Линия по п.1, отличающаяся тем, что механизм раскатки ковра выполнен в виде реверсивного ленточного транспортера с установленным на нем криволинейными упорами и раскатным роликом.
5.Линия по п.1, отличающаяся тем, что механизм поштучной подачи выполнен в виде поворотного вала с закрепленными последовательно на нем дисками, в каждом из которых выполнен секторный разрез.
6.Линия по п.1, отличающаяся тем, что магистральный транспортер и выводной транспортер бракованных ковров
0
5
имеют на выходе роликовую секцию со стал- кивателем.
7.Линия по п.1,отличающаяся тем, что она имеет расположенный между магистральным транспортером и средством возврата ковров на магистральный транспортер по меньшей мере один накопитель и стол пришива бахромы на воздушной подушке со средством закатки ковра.
8.Линия по п.1,отличающаяся тем, что участок цепного конвейера, расположенный у подающего стола, снабжен датчиками для управления подачей коврового полотна на подающий стол, средством закатки ковра и перегрузкой ковра в проходящую люльку, воздействующую на датчики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Браковочно-мерильная машина для текстильного полотна | 1982 |
|
SU1033606A1 |
| Устройство для закатки ковровых изделий в рулон | 1976 |
|
SU662467A1 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
| Устройство для поштучной подачи мешочных заготовок к технологическому агрегату | 1987 |
|
SU1557037A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СТИРКИ КОВРОВЫХ ИЗДЕЛИЙ И СТОЛ ДЛЯ РАЗМЕЩЕНИЯ КОВРОВОГО ИЗДЕЛИЯ | 2018 |
|
RU2681681C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПОДАЧИ ДОСОК | 1972 |
|
SU324145A1 |
| Устройство для накопления и поштучной выдачи изделий | 1974 |
|
SU598799A1 |
| Поточная линия для производства полых волокнистых цилиндров | 1977 |
|
SU656858A1 |
| Поточная линия для обработки текстильного полотна | 1990 |
|
SU1735458A1 |
Изобретение относится к текстильному отделочному оборудованию, а именно к поточным линиям заключительной отделки ковровых изделий, и позволяет осуществить комплексную автоматизацию и расширение технологичесеих возможностей линии. Линия содержит подающий стол со средством закатки ковра в рулон, цепной конвейер с подвесными люльками, транспортирующими ковры к накопителям с механизмами поштучной подачи и раскатки, установленным перед штопальными столами со средствами закатки, магистральный транспортер, подающий ковры к накопителю стола контроля, машину плотной закатки, реверсивный конвейер, подающий готовые ковры на выводной транспортер в склад или на транспортер бракованных ковров для подачи их к накопителю, оснащенному механизмом поштучной подачи рулонов на проходящие свободные люльки цепного конвейера, транспортирующего их к накопителям столов штопки, снабженных средством закатки, откуда ковры средством возврата подаются вновь на магистральный транспортер и столы контроля. Линия может быть оснащена участком пришива бахромы. 7 з п ф-лы, 10 ил. (Л С
17
iJus,2
Bad/I
Фиал
8
1015 74
J8
ФигЛ
W
Фи2,5
.Т
Фиг б1
Фиг, 7
62
4 Р 72
tf&L «
65
/ &
66
ю
Фаг 9
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
