чивается, амплитуда колебаний остается в пределах допустимого по техническим требованиям и контакт круга с обрабатываемой поверхностью не прерывают до тех пор, пока амплитуда колебаний не превосходит допустимого значения из условий технологического процесса.
Формула изобретения
Изобретение относится к обработке металлов резанием и может быть использовано при обдирочном шлифовании проката.
Цель изобретения - снижение трудоемкости способа путем исключения баланси- с ровки круга перед вводом его в контакт с обрабатываемой поверхностью и после появления дисбаланса в процессе зачистки.
На чертеже представлена схема, реализующая предлагаемый способ.
Сегментный шлифовальный круг 1, в ко- Ю Способ абразивной зачистки заготовок, тором сегменты установлены в случайном при котором сегментный шлифовальный порядке, закреплен на шпинделе 2, который круг устанавливают в шпинделе на двух посредством упругих опор 3 и 4 расположен опорах и вводят в контакт с обрабатывае- в шлифовальной бабке. На схеме обозна- мой поверхностью, отличающийся тем, что, чено: О-О - ось центров отверстий шлифо- с целью снижения трудоемкости способа вальной бабки; а - амплитуда колебаний; путем исключения балансировки круга, d - центр массы шлифовального круга.шпиндель устанавливают в упругие опоры.
Способ реализуется следуюихим обра- жесткость которых определяют по формулам
зом.
Сегментный шлифовальный круг 1 с сегментами, установленными в случайном по- рядке в сегментном патроне, вращаюшийся на шпинделе 2 с рабочей скоростьюи, вводится в контакт с обрабатываемой поверхностью, причем дисбаланс круга 1 компенсируется благодаря тому, что жесткость опор 3 и 4 выбрана согласно заявляемому условию и вследствие самоцентрирования амплитуда колебаний а соответствует допустимому по техническим требованиям уровню вибрации за счет того, что центр массы шлифовального круга d совмещается с осью О-О центров отверстий шлифовальной бабки.
Если в процессе шлифования происходит откол сегментов, т.е. дисбаланс увеличивается, амплитуда колебаний остается в пределах допустимого по техническим требованиям и контакт круга с обрабатываемой поверхностью не прерывают до тех пор, пока амплитуда колебаний не превосходит допустимого значения из условий технологического процесса.
Формула изобретения
Q (0,49-0,56)-,10- -;
Q (10-10)С,,
е Ci - жесткость ближайшей к кругу упругой опоры шпинделя;
Сг -жесткость второй упругой опоры шпинделя;
Ъ - момент инерции шпинделя с кругом относительно их поперечной центральной оси;
А -момент инерции шпинделя с кругом относительно их продольной Центральной оси;
t -расстояние между опорами шпинделя;
W -рабочая частота вращения шпинделя с кругом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дискретный инструмент для совмещенного шлифования | 2017 |
|
RU2664997C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| Устройство для шлифования деталей | 1980 |
|
SU891361A2 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
Изобретение относится к обработке металлов резанием и может быть использовано при обдирочном шлифовании проката. Цель изобретения - снижение трудоемкости абразивной зачистки заготовок путем исключения балансирозки круга. Сегментный шлифовальный круг 1 устанавливают в шпинделе 2 на двух упругих опорах 3 и 4 и вводят в контакт с обрабатываемой поверхностью, при этом жесткость С, ближайшей к кругу опоры определяют по формуле С, - (0,49-0,56). (B-A).uH- а жесткость второй упругой опоры по формуле С2. (10- 10) Ci, где В - момент иперцни шпинделя с кругом относительно их поперечной центральной оси; А - момент ииерпии плиг.м- деля с кругом относительно их продольмой центральной оси; I опорами гнпинделя; врашения шпинделя - расстояние между гя -- рабочая Maci ma с кругом. 1 ;i,i. С оо К5 00 О5 сд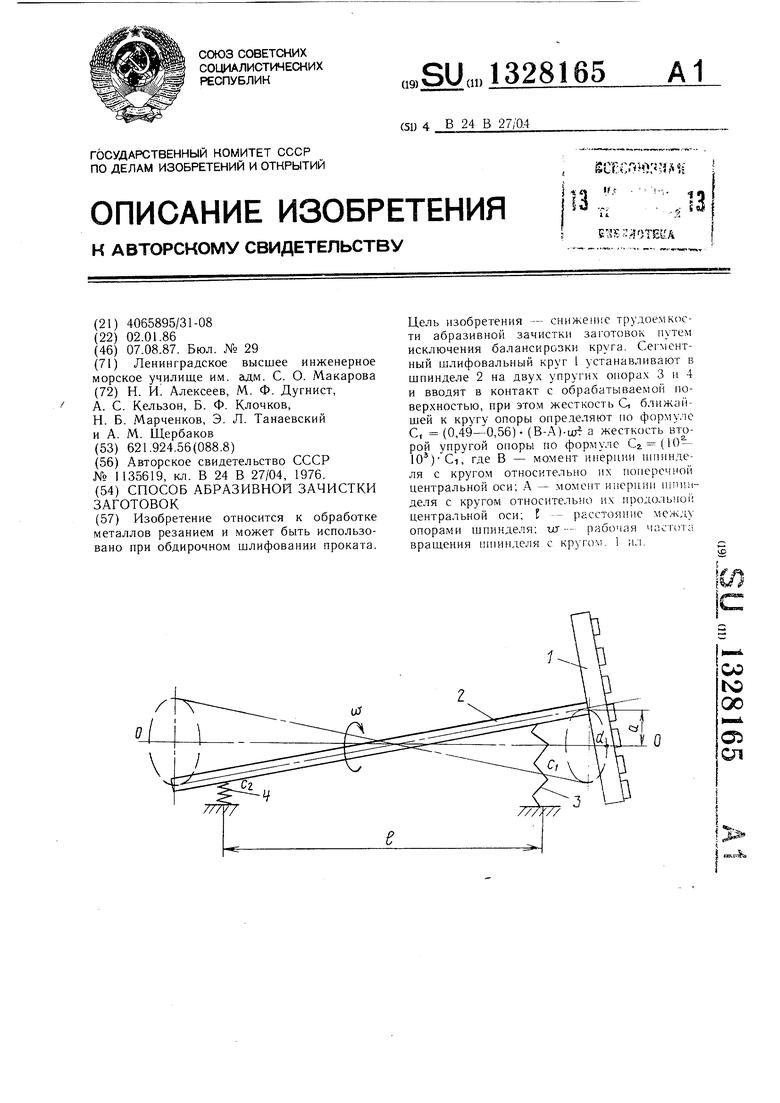
| Устройство для абразивной зачистки заготовок | 1976 |
|
SU1135619A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
