Изобретение относится к устрОйст вам формования расплава стекла центробежным методом и может быть использовано для изготовления полых изделий сложной конфигурации.
Целью изобретения является формов ние изделий сложной кон(|игурации, повышение надежности и безопасности работы устройств а.
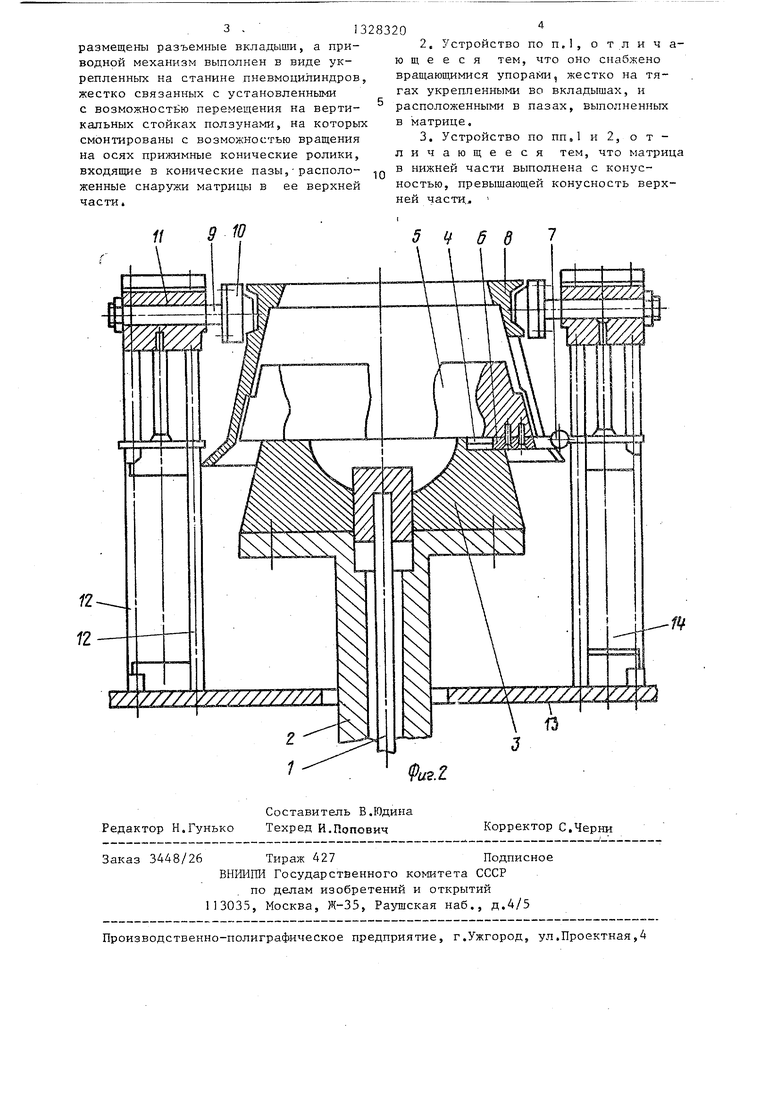
На фиг.1 изображено устройство при закрытой полости, обо1ий вид; на фиг,2 - то же, при открытой формующей полости,
Устройство для центробежного фор мования содержит выталкиватель 1 изделия, укрепленную на способной вращаться опорной плите 2 неразъемную часть формы 3, на верхнем торце которой в направляющих 4 (например. Типа ласточкин хвост) размещены вкладьши 5, составляющие верхнюю разъемную часть формы и способны под действием прикрепленных к ним тяг 6 с вращающимися упорами 7 перемещаться по радиусу. Матрица 8, внутренняя коническая поверхность которой с углом при верщине 8-12 , предназначена для смыкания и фиксации вкладьппей 5, посредством воздействия на их коническую поверхность может поджиматься в опорной Ш1ит.е 2 имею- 1ЦИМИ возможность вращаться на осях 9 прижимными коническими роликами 10, закрепленными на ползунах 11. Буртик на верхней наружной поверхности матрицы 8, а также поверхности прижимных роликов 10, которые прокатываются по ней, выполнены коническими с целью устранения взаимного проскальзывания.
Каждый ползун 11 размещен на че- тарех цилиндрических стойках 12, установленных на станине 13, и способен перемещаться по ним, воздействуя на матрицу 8, посредством пневмоци- линдров 14. Для раскрытия формующей полости нижняя наружная поверхность матрицы 8 выполнена с конусом с увел чением на 20-30 по сравнению с остальной частью, который при подъеме матрицы 8 вверх разводит вкпадьппи 5 с помощью вращающихся упоров 7 и тяг 6, двигающихся в пазах, прорезанных в матрице 8.
Устройство работает следующим образом.
В исходном состоянии элементы конструкции находятся в следующих поло0
5
0
5
0
5
0
6
0
5
жениях: матрица 8 посредством пневмо- цилиндров 14 через ползун 11 прижимными роликами приподнята вверх, верхняя часть формующей полости раскрыта (вкладьппи 5 раздвинуты) , выталкиватель 1 находится в верхнем положении, опорная плита 2 неподвижна.
Перед подачей стекломассы следует закрыть формующую полость. Посредством пневмоцилиндров 14 матрица 8, опускаясь вниз, внутренней конической поверхностью сдвигает вкладьппи 5 по направляю1цим 4 к центру. В конце своего хода матрица 8 после смыкания вкладьппей 5, образующих верхнюю часть формы, прижимает ее к неразъемной части формы 3, устанавливая их соос- но и образуя формующую полость. Выталкиватель 1 отводится в нижнее положение. После загрузки стекломассы стеклоформа приводится во вращательное движение, изделие формуется. После остановки формы под действием пневмоцилиндров 14, перемещающих по стойкам 12, установленным на станине 13, ползуны 11 с осями 9 и прижимными роликами 10, поднимается матрица В, которая, воздействуя своей нижней наружной конической поверхностью на упоры 7, размещенные на пропущенных через пазы в матрице 8 тягах 6, разводит вкладыши. После раскрытия формующей полости выталкиватель 1 приподнимает готовое изделие
Таким образом, предлагаемое изобретение обеспечит повьш1ение эксплуатационных характеристик и надежности устройства центробежного формования полых изделий сложной конфигурации из стекла,
Форму-ла изобретения
1. Устройство для центробежного формования полых стеклоизделий, содержащее опорную плиту, выталкиватель готовых изделий, разъемные вкла- дьшш, образующие формующую полость, и матрицу с конической внутренней поверхностью, взаимодействующей с конической поверхностью вкладышей, и приводной механизм, отличающееся тем, что, с целью формования изделий сложной конфигурации, повышения надежности и безопасности устройства, оно снабжено смонтированной на опорной плите неразъемной формой с радиальными направляющими, выполненными на ее торце, на которых
3 . 1328320
разъемные вкладыши, а приювр га ра
водной механизм выполнен в виде укрепленных на станине пневмоцилиндров, жестко связанных с установленными с возможностью перемещения на вертикальных стойках ползунами, на которых смонтированы с возможностью вращения на осях прижимные конические ролики, входящие в конические пазы,расположенные снаружи матрицы в ее верхней части
2.З стройство по П.1, о т л и ч а- ю щ е е с я тем, что оно снабжено вращающимися упорайи, жестко на тягах укреппенными во вкладышах, и расположенными в пазах, выполненных
в матрице,
3.Устройство по пп, и 2, о т - личающееся тем, что матрица в нижней части выполнена с конусностью, превышающей конусность верхней части..
и.г
Редактор Н.Гунько
Составитель В.Юдина Техред И,Попович
Заказ 3448/26 Тираж 427Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор С.Черни
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемная форма для изготовления стеклоизделий | 1985 |
|
SU1263658A1 |
| Форма для центробежного формования стеклоизделий | 1990 |
|
SU1742234A1 |
| Штамп для изготовления деталей типа стаканов | 1990 |
|
SU1750835A1 |
| Разъемная форма для центробежного формования стеклоизделий | 1987 |
|
SU1435549A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1978 |
|
SU670451A1 |
Изобретение относится к производству высокохудожественных изделий из стекла центробежным методом. Цель изобретения - формование изделий сложной конфигурации, повьшение надежности и безопасности работы устройства. Устройство для центробежного формования содержит выталкиватель 1 изделий, опорную плиту 2,. неразъемную часть формы 3, на верхнем торце которой размещены вкладьши 5, составляющие верхнюю разъемную часть формы и способные под действием прикрепленных к ним ТЯГ 6 с вращающимися упорами 7 перемещаться по радиусу. Матрица 8 предназначена для смыкания и фиксации вкладышей 5. Буртик на верхней наружной поверхности матрицы 8, а также поверхности прижимных роликов 10, которые прокатываются по ней, выполнены коническими. Для раскрытия формующей полости нижняя часть матрицы 8 выполнена с конусностью, превьшающей конусность верхней части Конус матрицы при подъеме разводит вкладыши 5 с помощью вращакмцихся упоров 7 и тяг 6, двигающихся в пазах матрицы. 2 з.п. ф-лы, 2 ил. о (Л со (N5 СХ СО 1чЭ О
