Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа стаканов, преимущественно с торцовыми фланцами.
Целью изобретения является повышение эксплуатационной надежности.
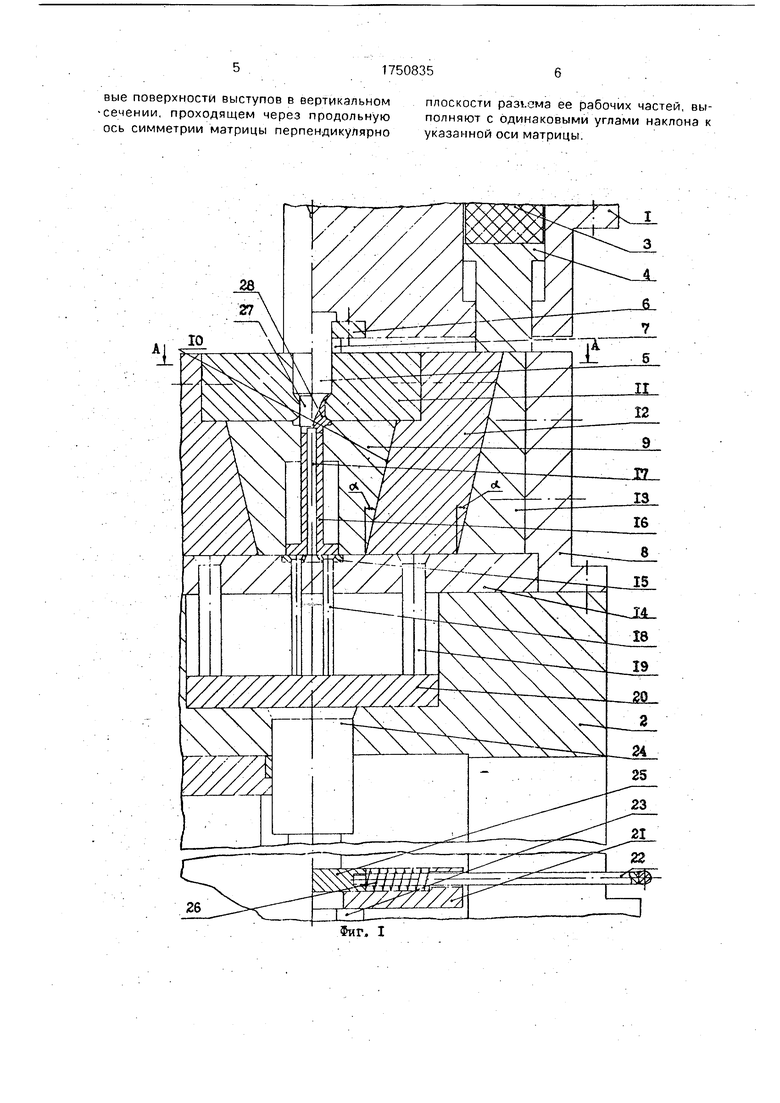
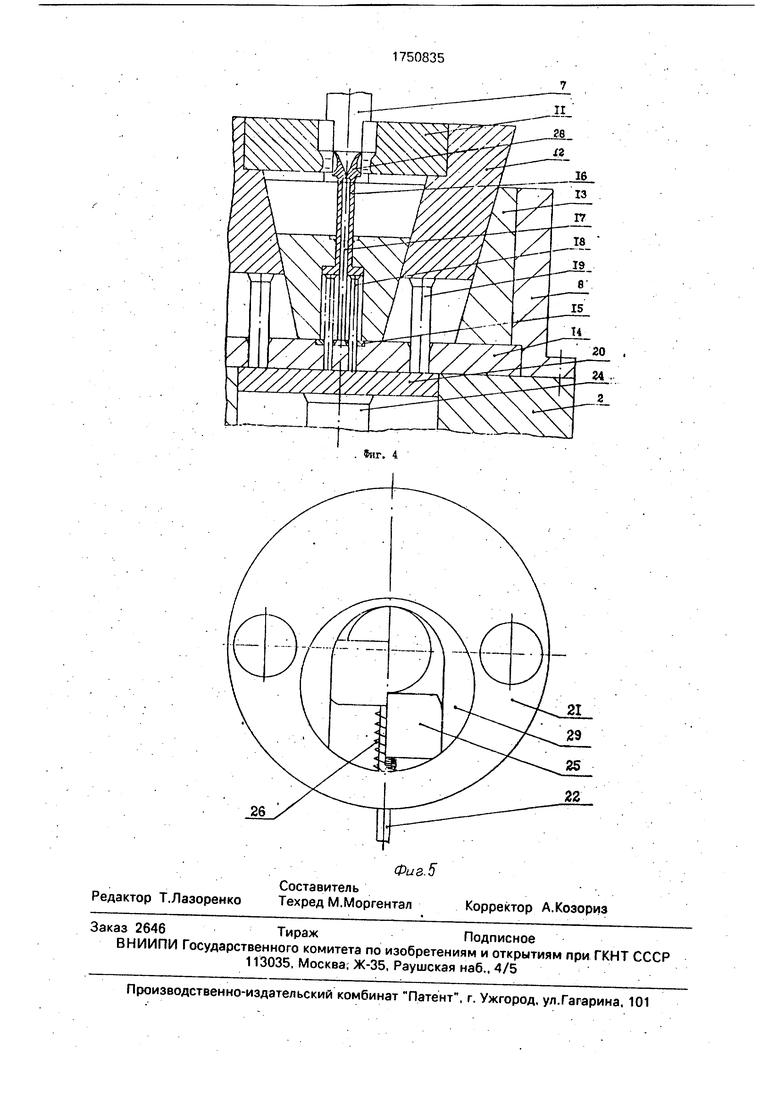
На фиг. 1 представлен штамп после помещения в матрицу заготовки (слева) и после завершения деформирования (справа), продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - штамп перед удалением поковки из полости штампа, продольный разрез; на фиг.. 5 - выталкивающее устройство, вид сверху.
Штамп для изготовления деталей типа стаканов содержит верхнюю 1 и нижнюю 2 плиты (фиг. 1). В полостях верхней плиты 1 расположены упругий элемент (полиурета- новое кольцо) 3, прижим 4, пуансон 5, удерживаемый в центральной полости кольцом 6, крепящимся к верхней плите винтами (не показаны), и тяги 7, закрепленные гайками (не показаны). На нижней плите 2 в контейнере 8 расположены составная матрица,
имеющая нижнюю часть 9, на боковой поверхности которой выполнены плоские срезы 10, наклонные к продольной оси ее симметрии, и подвижные части 11с выступами 12, имеющими наклонные к продольной оси симметрии матрицы внутренние и внешние опорные поверхности, вставки 13, опора 14 с держателем 15, на котором установлен нижний ограниченно подвижные пуансон 16 и который фиксирует неподвижный нижний пуансон 17. В полостях держателя 15 расположены выталкиватели 18, а в полостях опоры 14 - толкатели 19. Нижние концы выталкивателей 18 и толкателей 19 взаимодействуют с подвижной опорой 20, расположенной в верхней полости плиты 2. В полостях нижней плиты 2 также расположены планка 21 с рукояткой 22, подвешенная на тягах 7, нижние концы которых снабжены гайками 23, и центральный толкатель 24. В полости планки 21 расположены вкладыш 25, пружина 26 и направляющая 29 (фиг. 5), прикрепленная к планке винтами (не показаны). Внутренние и внешние относительно оси матрицы боковые поверхности
со
с
ел о
00
со
СП
выступов 12 в вертикальном сечении проходящем через продольную ось симметрии матрицы перпендикулярно плоскости разъема ее рабочих частей, выполнены с одина ковыми углами наклона ((. к указанной оси матрицы (фиг 1)
Штамп работает следующим образом.
В исходной позиции (фиг 1, слева, фиг 2, слева, фиг 3) верхняя плита штампа и планка 21 находятся в верхнем положении, рукоятка 22 оттянута, в отверстие планки входит находящийся в нижнем положении центральный толкатель 24 (фиг. 1, слева, и фиг 5. справа), Выталкиватели 18, толкатели 19, подвижный пуансон 16, подвижные части матрицы 11 с выступами 12 находятся в нижнем положении. В этом положении в штамп укладывают цилиндрическую заготовку 27
При рабочем ходе пресса прижим 4 воздействует на выступ 12 подвижных частей 11 матрицы (при этом упругий элемент 3 сжимается) и устраняет возможное их перемещение в процессе формообразования поковки После чего пуансон 5 в заскнутой полости матрицы деформирует заготовку 27 При рабочем ходе тяги 7 совместно с верхней плитой 1 опускаются, а планка 21 под действием собственного веса перемещается по толкателю 24 и тягам 7 Как только толкатель 24 выйдет из отверстия в планке 21 и прекратит соприкасаться с вкладышем 25, последний под действием пружины 26 перекроет отверстие планки 21. Когда опускание ползуна пресса заканчивается, упругий элемент 3 максимально сжимается, и завершается формование поковки 28 (фиг 1 справа)
При обратном ходе ползуна пресса поднимается верхняя плита 1 и связанные с ней пуансон 5, выходящий из сформованной полости поковки 28, и тяги 7. упругий элемент 3 разжимается и прижим 4 освобождает от нзгружения выступ 12 подвижных частей 11 матрицы. Затем двигающаяся вместе с тягами 7 планка 21 своим вкладышем 25 соприкасается с центральным толкателем 24 и начинает поднимать. При этом поднимается подвижная опора 20,,приводя в движение выталкиватели 18 и толкатели 19, которые одновременно воздействуют соответственно на подвижный пуансон 16 и выступ 12. При таком одновременном воздействии одновременно поднимаются поковка 28 и подвижные части матрицы, последние благодаря взаимодействию выступов 12 с плоским срезом 10 нижней части 9 матрицы двигаются горизонтально, выходя из контакта с боковой поверхностью поковки 28 (фиг. 4). После образования зазора между
поковкой 28 и частями 11 матрицы движение ползуна пресса заканчивается Поковку 28 пинцетом извлекают из полости матрицы Затем перемещают вкладыш 25 с помощью рукоятки 22 из-под центрального толкателя 24 под действием собственного веса освобожденные подвижные части штампа опускаются и он приводится в исходное положение (фиг 1 и 5)
По предлагаемой конструкции изготов- лен штамп для получения из сплава Д16Т ГОСТ 21488-76 поковок стакана распылителя ингалятора. Углы наклона «(фиг 1) внутренних и внешних поверхностей выступов к оси матрицы выполнены равными 13°. Боковые поверхности подвижных частей 11 матрицы выполнены наклонными к оси матрицы (фиг. 3, в этом сечении углы были
равны 10°) что приводит к повышению эксплуатационной надежности за счет обеспечения в рабочем состоянии хорошего смыкания, а при выталкивании поковки - за счет сведения сил трения между взаимодействующими поверхностями частей 11 и 9 матрицы к минимуму. Горячая штамповка осуществлялась на 160 т прессе
30
Формула изобретения
Штамп для изготовления деталей типа стаканов, преимущественно с торцовыми фланцами, содержащий верхнюю плиту с закрепленными на ней пуансоном и прижи5 мом, контейнер с наклонными опорными поверхностями и размещенную в нем составную матрицу, имеющую рабочие части, подвижные в направлениях вдоль и перпендикулярно ее продольной оси симметрии с
0 наружными боковыми поверхностями, эквидистантными форме опорных поверхностей контейнера, нижний пуансон, связанный с нижней плитой а также выталкивающее устройство, снабженное толкателями, о т л и5 чающийся тем, что, с целью повышения эксплуатационной надежности, матрица снабжена неразъемной нижней секцией с плоскими наклонными к продольной оси симметрии матрицы боковыми поверхно0 стями, рабочие подвижные части матрицы снабжены связанными с ними выступами с наклонными к продольной оси симметрии матрицы внутренними и внешними опорными поверхностями, расположенными с
5 возможностью взаимодействия и соответственно совпадающими по форме с конфигурацией опорных поверхностей, выполненных коническими, и наружных боковых поверхностей.нижней секции матрицы, при этом внутренние и внешние боковые поверхности выступов в вертикальном
сечении, проходящем через продольную
ось симметрии матрицы перпендикулярно
плоскости разлома ее рабочих частей, выполняют с одинаковыми углами наклона к указанной оси матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Закрытый штамп | 1979 |
|
SU863129A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |

Сущность изобретения: штамп содержит верхнюю и нижнюю плиты, пуансоны, прижим, контейнер, составную матрицу с нижней и верхними частями, а также выталкивающее устройство, снабженное выталкивателями и толкателями. Подвижные части матрицы снабжены выступами. На боковой поверхности нижней части матрицы выполнены плоские наклонные коси матрицы срезы. В контейнере закреплены вставки, снабженные коническими поверхностями. Штамп обеспечивает высокую эксплуатационную надежность. 5 ил.
Фиг, I
12 9 27 8
А - А
Г
Фиг. 2 J Б
Б - Б
7 5 II 13 2
. $иг. 4
| ШШШЬШМННШАЯБИБЯИОТШАШТАМП для | 0 |
|
SU349460A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
