4аь СО
СП СП
4 СО
Изобретение относится к устройствам формования расплава стекла вьвдув- методом и может быть использова- но для изготовления бесшовных рассеи- вателей формы вращения.
Цель изобретения - повьшение срока службы и коэффициента использования стекломассы, а также увеличение номенклатуры рассеивателей.
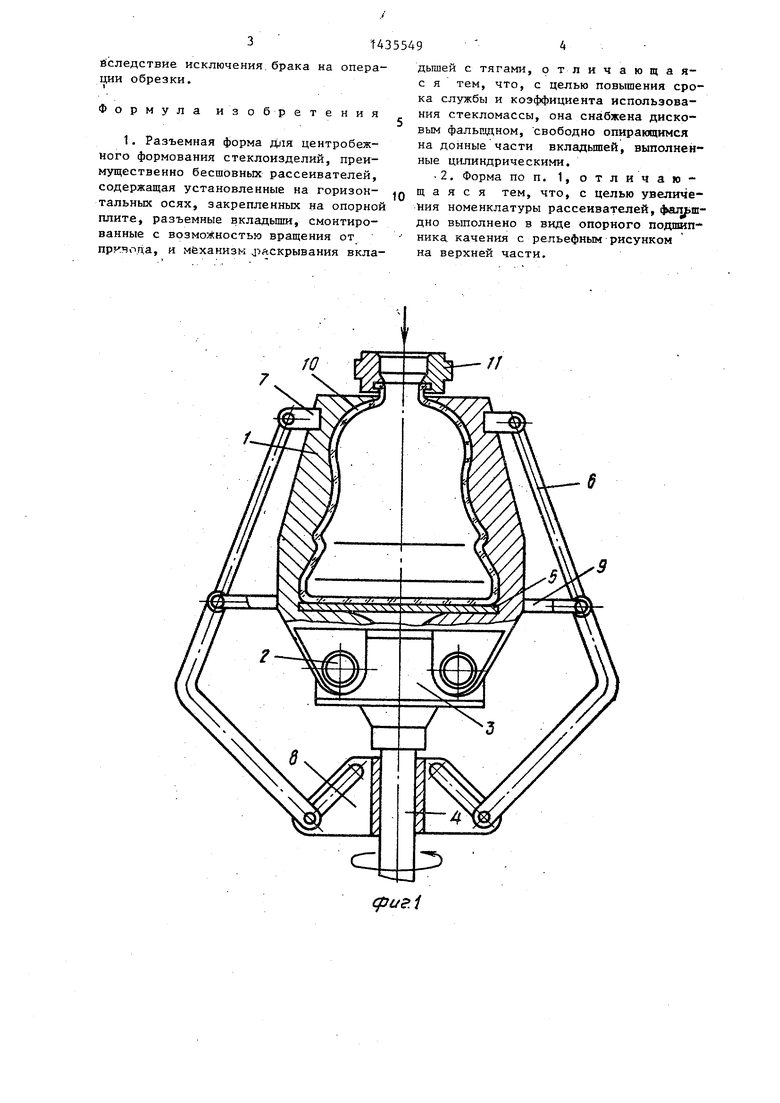
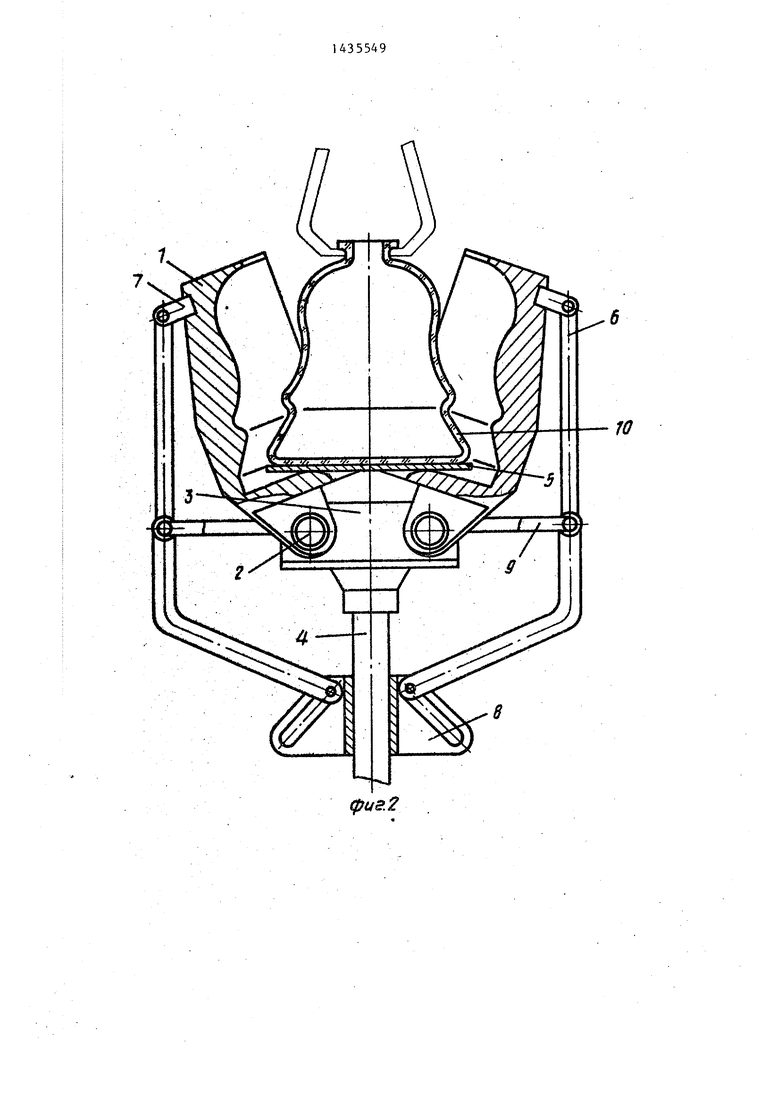
На фиг. 1 изображено устройство в момент выдувания рассеивателя, общий вид;.на фиг. 2 - то же, в момент съема готового изделия; на фиг. 3 - вариант выполнения устройства.
Разъемная форма для рассеивателей из стекла содержит вкладьппи 1, образующие формующую полость, которые находятся на горизонтальных осях 2, а
вой форме (а в горло окончательно) . пулька стекломассы. Втулка 8 поднимается вверх по шпинделю 4 и посредством тяг 6, обода 9 и петель 7 смыкает, вкладьжи 1. Фапьшдно 5, проскальзывая по поворачивающимся цилиндрическим частям.вкладьшей 1, укладьша- ется соосно формующей полости, замыкая ее снизу. Опорная плита 3 шпинделем 4 приводится во вращение относительно пульки стекломассы, неподвижно зафиксированной горловым кольцом 11. Через отверстие в нем подается воздух для вьщувания изделия. Пулька, раздуваясь, облегчает скользящие стенки формующей полости, принимая ее очертания. Вращение формы прекращается. Элементы ее конструкции сдвигаются в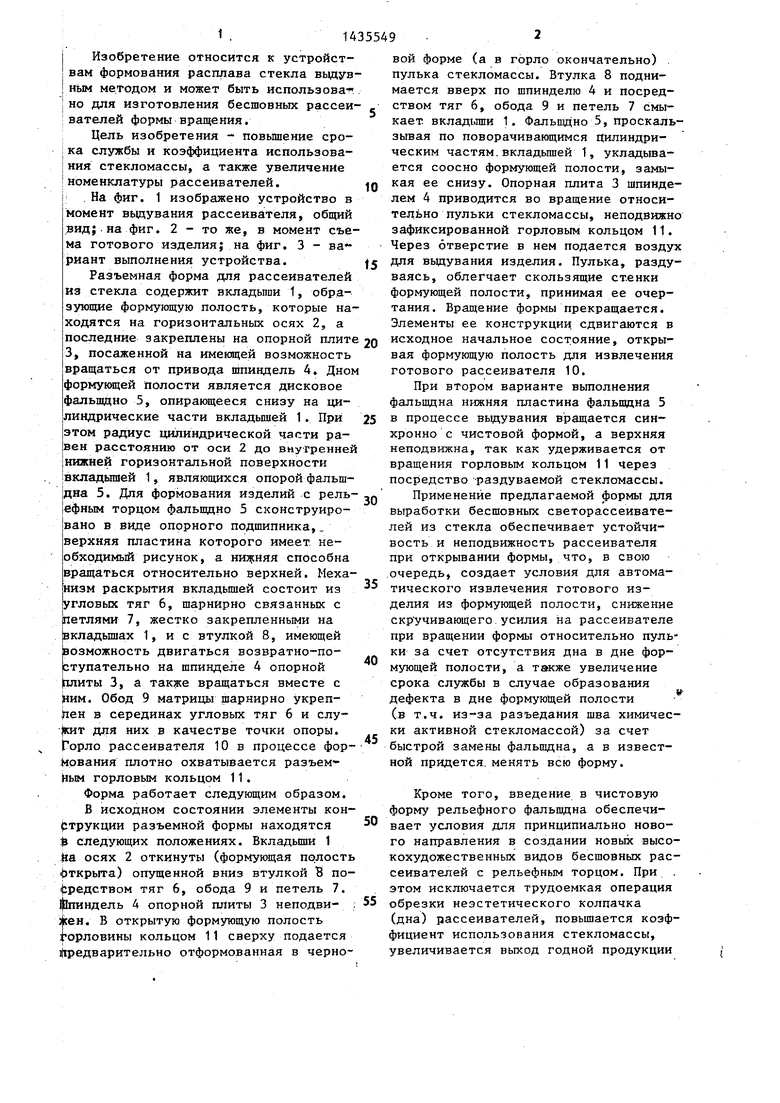
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формования изделий из стекла | 1987 |
|
SU1518313A1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Черновой формокомплект к автомату роторного типа для выработки стеклоизделий | 1985 |
|
SU1333659A1 |
| Форма для центробежного формования стеклоизделий | 1990 |
|
SU1742234A1 |
| Устройство для центробежного формования полых стеклоизделий | 1985 |
|
SU1328320A1 |
| Способ изготовления стеклотары для высших сортов парфюмерии | 1980 |
|
SU948901A1 |
| Устройство для изготовления полых стеклоизделий | 1977 |
|
SU737366A1 |
| Способ формования выдувных стеклоизделий | 1974 |
|
SU492489A1 |
Изобретение относится к устройствам формования стекла. Цель изобретения - повышение срока службы и коэффициента использования стекломассы, а также увеличение номенклатуры рассеивателей. Разъемная форма для центробежного формования преимущественно бесшовных рассеивателей снабжена дисковым фальшдном. Фальшдно свободно опирается на донные части вкладышей. Донные части вкладьш1ей выполнены цилиндрическими. Целесообразно фальшдно выполнять в виде опорного подшипника качения с рельефным рисунком на верхней части. 1 з.п. ф-лы, 3 ил. (Л
30
|последние закреплены на опорной плите 20 исходное начальное состояние, откры- |3, посаженной на имеющей возможность вращаться от привода шпиндель 4. Дном формукнцей Полости является дисковое фальщдно 5, опиракяцееся снизу на ци- |линдрические части вкладышей 1. При 25 этом радиус цилиндрической части равен расстоянию от оси 2 до внугренней нижней горизонтальной поверхности вкладышей 1, являющихся опорой фальш- |дна 5. Для формования изделий с рель- 1ефным торцом фальшдно 5 сконструировано в виде опорного подшипника,, верхняя пластина которого имеет, необходимый рисунок, а нижняя способна вращаться относительно верхней. Механизм раскрытия вкладышей состоит из угловьк тяг 6, шарнирно связанных с етлями 7, жестко закрепленными на кладьш1ах 1, и с втулкой 8, имеющей возможность двигаться возвратно-по- ртупательно на шпинделе 4 опорной |ллиты 3, а также вращаться вместе с Ним. Обод 9 матрицы щарнирно укреп- |пен в серединах угловых тяг 6 и слу- (кит для них в качестве точки опоры. Горло рассеивателя 10 в процессе формования плотно охватывается разъем- Ным горловым кольцом 11.
Форма работает следующим образом.
В исходном состоянии элементы кон- ртрукции разъемной формы находятся следующих положениях. Вкладыши 1 а осях 2 откинуты (формующая полость Открыта) опущенной вниз втулкой В по- ||:редством тяг 6, обода 9 и петель 7. 1 пиндель 4 опорной плиты 3 неподви- . ijceH. В открытую формующую полость Орловины кольцом 11 сверху подается |1редварительно отформованная в черно35
40
45
50
55
вая формующую полость для извлечения готового рассеивателя 10.
При втором варианте вьтолнения фальшдна нижняя пластина фальшдна 5 в процессе вьщувания вращается синхронно с чистовой формой, а верхняя неподвижна, так как удерживается от вращения горловым кольцом 11 через посредство -раздуваемой стекломассы.
Применение предлагаемой формы для выработки бесшовных светорассеивате- лей из стекла обеспечивает устойчивость и неподвижность рассеивателя при открывании формы, что, в свою .очередь, создает условия для автоматического извлечения готового изделия из формующей полости, снижение скручивающего.усилия на рассеивателе при вращении формы относительно пульки за счет отсутствия дна в дне формующей полости, а также увеличение срока службы в случае образования дефекта в дне формующей полости (в т.ч. из-за разъедания шва химически активной стекломассой) за счет быстрой замены фальшдна, а в известной придется, менять всю форму.
Кроме того, введение в чистовую форму рельефного фальшдна обеспечивает условия для принципиально нового направления в создании новых высокохудожественных видов бесшовных рассеивателей с рельефным торцом. При этом исключается трудоемкая операция обрезки неэстетического колпачка (дна) рассеивателей, повьш1ается коэффициент использования стекломассы, увеличивается выход годной продукции
0
0 исходное начальное состояние, откры- 5
5
0
5
0
5
вая формующую полость для извлечения готового рассеивателя 10.
При втором варианте вьтолнения фальшдна нижняя пластина фальшдна 5 в процессе вьщувания вращается синхронно с чистовой формой, а верхняя неподвижна, так как удерживается от вращения горловым кольцом 11 через посредство -раздуваемой стекломассы.
Применение предлагаемой формы для выработки бесшовных светорассеивате- лей из стекла обеспечивает устойчивость и неподвижность рассеивателя при открывании формы, что, в свою .очередь, создает условия для автоматического извлечения готового изделия из формующей полости, снижение скручивающего.усилия на рассеивателе при вращении формы относительно пульки за счет отсутствия дна в дне формующей полости, а также увеличение срока службы в случае образования дефекта в дне формующей полости (в т.ч. из-за разъедания шва химически активной стекломассой) за счет быстрой замены фальшдна, а в известной придется, менять всю форму.
Кроме того, введение в чистовую форму рельефного фальшдна обеспечивает условия для принципиально нового направления в создании новых высокохудожественных видов бесшовных рассеивателей с рельефным торцом. При этом исключается трудоемкая операция обрезки неэстетического колпачка (дна) рассеивателей, повьш1ается коэффициент использования стекломассы, увеличивается выход годной продукции
йследствие исключения, брака на операции обрезки.
Формула изо б р е т е н и я
дьппей с тягами, отличающая- с я тем, что, с целью повышения срока службы и коэффициента использования стекломассы, она снабжена дисковым фальшдном, свободно опирающимся на донные части вкладьшей, выполненные цилиндрическими.
2, Форма по п. 1, отличающаяся тем, что, с целью увеличения номенклатуры рассеивателей, дно вьшолнено в виде опорного подшипника, качения с рельефным рисунком на верхней части.
(jjue.i
фа5.2
//
.3
| Гигерих В., Трир В | |||
| Стекольные машины | |||
| М | |||
| Машиностроение, 1968, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Разъемная форма для изготовления стеклоизделий | 1985 |
|
SU1263658A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
