Изобретение относится к прокатному производству, а именно к холодной прокатке полуфабрикатов на одно- и многокле- тьевых станах холодной нрокатки, и может быть использовано при пороизводстве мелких профилей, проволоки, полос и лент.
Целью изобретения является снижение усилий деформирования.
На чертеже изображен комплект валков.
Комплект валков прокатной клети содержит пару рабочих валков 1 и 2. Коэффициент трения одного из рабочих валков в 2,0-2,5 раза больше, чем у второго рабочего валка, причем у последнего он составляет 0,03-0,08.
Нижний предел коэффициента трения, создаваемого одним валком, например валком 1, обусловлен тем, что при холодной прокатке практически трудно достичь коэффициент трения ниже 0,03-0,04, а в случае его достижения может возникнуть пробуксовка и прекращение процесса прокатки.
Ограничение значения коэффициента трения не более 0,08 связано с достижением наибольшей разности между коэффициентами трения на валках 1 и 2. Значение коэффициента трения, создаваемого другим валком, нецелесообразно выше, чем в 2,0- 2,5 раза. Предел такого значения коэффициента трения ограничивается ввиду резкого затухания эффекта усилий деформирования и возможного ухудшения качества поверхности прокатываемого металла, кон- тактируюшей с валком, имеюшим более высокий коэффициент трения.
Создание указанного коэффициента трения рабочими валками может быть достигнуто выполнением валков из разных м.атериа- лов, а также тем, что поверхность одного из рабочих валков выполнена с чистотой R,Q,, и твердостью в 1,2-1,4 раза больше твердости другого рабочего валка, чистота поверхности которого /, ,6-2,5.
Рабочие валки могут быть также выполнены разного диаметра. Диаметр рабочего валка, имеющего больший коэффициент трения, выполнен меньше диаметра другого рабочего валка на 7-15%.
При выполнении валка 1 каждой пары, создающего более высокий коэффициент трения, с диаметром, меньшим на 7-15% диаметра другого валка, возрастает разность противонаправленных сил трения в очаге деформации на противоположных контактных поверхностях за счет увеличения зоны отставания на валке большего диаметра при сохранении опережения по всей дуге контакта на валке меньшего д,иаметра. Возникающая разность в значениях противонаправленных сил в очаге деформации создает эффект снижения усилий деформирования, а вместе с ними - увеличение вытяжки за счет уменьщения упругой деформации валков и клети стана, повышающих обжатие в данном пропуске, причем, чем ближе по величине противонаправленные силы трения, тем выше этот эффект. Для создания заданного соотношения коэффициентов трения один из валков может
0 быть изготовлен из низколегированной стали 9ХС, а другой - из высоколегированной стали Х12М, при термообработке которых может быть получена различная, но в то же время высокая твердость, а также
с требуемое качество обработки поверхности. Высокая твердость и чистота обработки валков позволяет достичь низких значений коэффициентов трения, но существенно отличающихся на каждом из валков. Для этих целей может быть использован также
0 отбеленный легированный чугун и закален- , ный серый.
Валки с различным коэффициентом трения можно изготавливать из одного материала, например стали, но один из них обрабатывать шлифованием, а второй дополни тельно обкатывать твердосплавным полированным роликом, отчего резко повышается чистота обработки поверхности и твердость за счет наклепа.
При наплавке валков из одного материала различными по составу порошковыми проволками и последующей разной механической обработке можно создавать различные коэффициенты внешнего трения на одном и других валках. Использование в одной паре чугунных и стальных валков также может создать подобные условия трения. Различные комбинации чугунных, стальных, наплавленных, различно термообрабо- танных и механически обработанных валков могут создать требуемую разность в значениях коэффициентов трения на разных вал0 ках в одной рабочей паре.
В таблице представлены результаты прокатки полосы из монельметалла (сплав НМЖМц28-2, 5-1,5) размером 0,46X1,42 мм из заготовки диаметром 0,95 мм на двух- 5 валковом стане с валками, один из которых диаметром 126 мм изготовлен из стали 9ХС, а второй валок диаметром 136 мм изготовлен из стали XI2М, за один пропуск с обжатием s 50% при количестве оборотов валков п20 об/мин
5
0
и смазке водной эмульсией. Различие в диаметрах валков обеспечивает разные их окружные скорости.
Коэффициенты трения одинаковые
1,22-1,24 200-210 f, fj 0,05
Коэффициенты трения различные
и вая
ти
,1,3-1,31
170-180
1,3-1,31
170-180
1,36-1,38 140-150
1,27-1,28 170-180
Коэффициенты трения различные
180
80
R ,1-0,2 и твердость одинаковаяHRf, HRci 48
f, 0,1-0,15 2 0,1-0,15
Чистота поверхности различная 1,32-1,34 155-160
R,, 0,2 R,l,6 и твердость одинаковаяHRc, 48 HRjj 48
f, 0,05-0,1 fj 0,15-0,2
Чистота поверхности одинаковая 1,32-1,34 155-160
R R; 0,1-0,2 твердость различнаяHR, 48,
f, 0,04-0,6 fj 0,1-0,15
1,5-1,55 130-135
Из таблицы видно, что максимальная вытяжка и минимальные усилия деформирования могут быть достигнуты только при использования технологического инструмента, обеспечивающего создание между прокатываемым изделием и валками разных коэффициентов трения, величины которых лежат в предлагаемых пределах и достигаются при выполнении валков в соответствии с предлагаемыми вариантами их выполнения.
Преимуилества предлагаемого инструмента заключаются в том, что он прост в изготовлении и обслуживании и позволяет повысить эффективность прокатки, т. е. вытяжку, на 20-25% и снизить усилия деформирования на 30%
Формула изобретения
1. Комплект валков прокатной клети для холодной прокатки полосы, содержа
щий пару рабочих валков, отлич .т1цийся тем, что, с целью снижения усилий деформирования, коэффициент трения одного из валков в 2,0-2,5 раза больше коэффициента трения другого валка, составляющего 0,03-0,08.
2. Комплект валков по п. 1, отличающийся тем, что поверхность одного из рабочих валков выполнена с чистотой ,2- 0,1 и твердостью в 1,2-1,4 раза больше твердости другого валка, чистота поверхности которого составляет ,б-2,5.
3. Комплект валков по пп. 1 и 2, отличаю- щийся тем, что диаметр рабочего валка, имеющего больший коэффициент трения, выполнен меньше диаметра другого рабочего валка на 7-15%.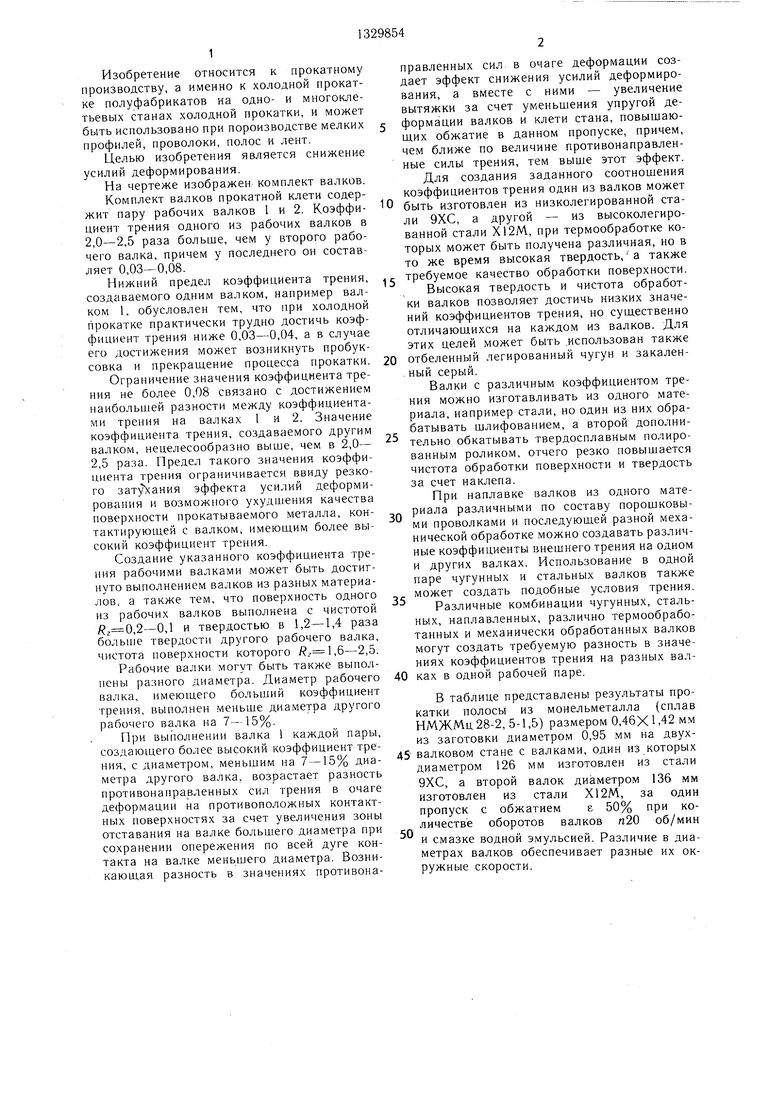

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1992 |
|
RU2021046C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2003 |
|
RU2256517C2 |
| СПОСОБ ПРИВЕДЕНИЯ СТРЕЛКОВОГО ОРУЖИЯ В СОСТОЯНИЕ ПОЛНОЙ НЕПРИГОДНОСТИ (ВАРИАНТЫ) И МОБИЛЬНЫЙ МОДУЛЬНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2455151C1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| Способ подготовки к эксплуатации рабочих валков горячей прокатки | 1990 |
|
SU1754243A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1996 |
|
RU2096103C1 |
| Способ обработки прокатных валков в клети | 1987 |
|
SU1421442A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
Изобретение относится к прокатному производству, а именно к холодной прокатке полуфабрикатов на одно- и многок,че- тьевых станах. Цель изобретения - снижение усилий деформирования. Валки в прокатной клети заполняют с разным коэффициентом трения. Коэффициент трения одного из валков в 2,0-2,5 раза больше коэффициента трения другого валка, составляющего 0,03-0,06, а поверхность одного из рабочих валков выполняют с чистотой 0,2-0,1 и твердостью в 1,2-J,4 раза больи1е твердости другого валка, чистота поверхности которого составляет 1,6-2,5. Диаметр валка с большим коэффициентом трения выполнен меньше диаметра другого рабочего валка на 7-15%. Предлагаемый комплект валков повышает эффективность прокатки. 2 з.п.ф-лы, 1 ил., I табл. (О (Л с со ю со СХ) СП 4
| Выдрин В | |||
| Н | |||
| Научные труды научно- исследовательский и проектный институт сплавов и обработки металлов, 1972, вып | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Синицын В | |||
| Г | |||
| Несимметричная прокатка листов и лент | |||
| М.: Металлургия, 1984, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
