Изобретение относится к обработке металлов давлением и может быть использовано для автоматической штамповки изделий из ленточного материяО
ла,
Целью изобретения является повышение производительности.
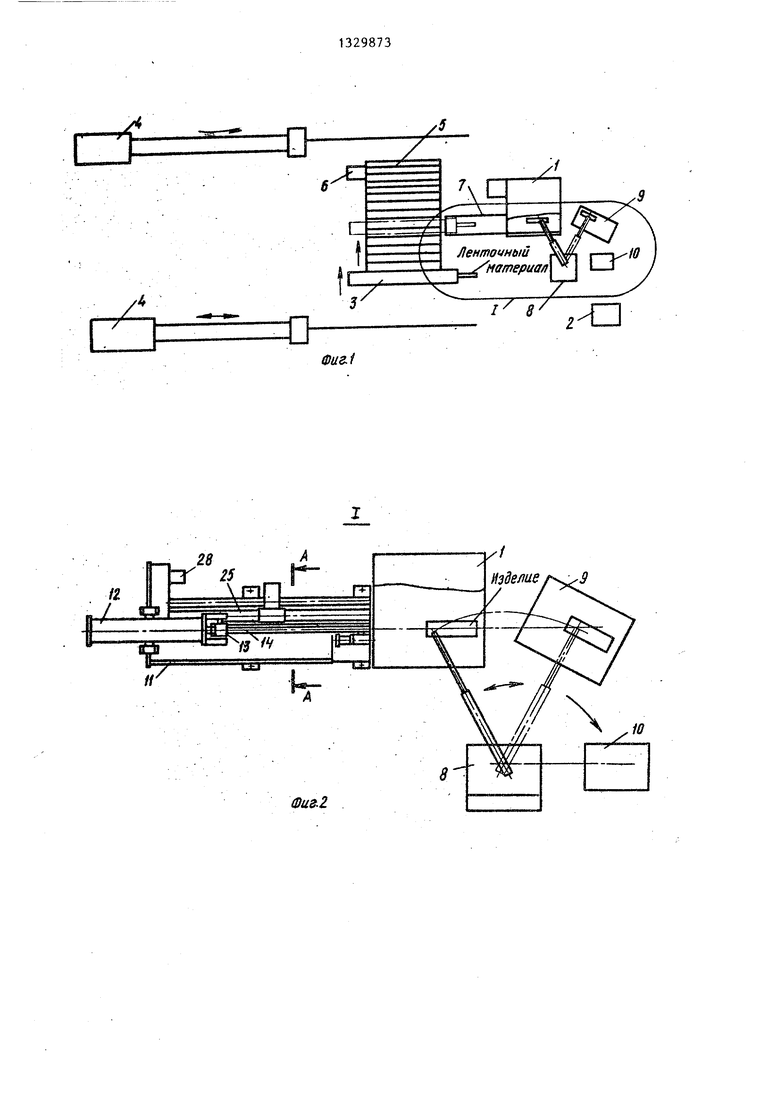
На фиг.1 изображен комплекс, общий вид; на фиг.2 - узел ( на фиг.1 IQ (устройство для шаговой подачи, план); на фиг.З - кинематическая схема устройства для шаговой подачи, на фиг.4- сечение А-А на фиг.2.
Комплекс для штамповки деталей из 15 ленточного материала содержит пресс 1, блок 2 управления, кассеты 3 для установки в них ленточного материала, механизмы перемещения кассет, состоящие из кран-штабелеров 4, конвейеров 5 с приводом 6. Кроме того, ком- 1гпекс имеет устройство 7 для шаговой подачи ленточного материала в пресс 1 и установленный в технологической
последовательности с прессом 1 робот 25 расположен таким образом, что концы
8, осуществляющий съем готовых деталей в тару 9, а немерных заготовок - в тару 10.
Устройство для шаговой подачи ленточного материала в пресс 1 выполнено S виде рамы t1, на которой смонтирован цилиндр 12g шток которого связан с кареткой 13, установленной на двух направляющих 14.
Каретка 13 имеет захватный орган 15 для подачи ленточного материала в пресс 1, Кроме того, на каретке 13 закреплен гидродемпфер 16 двустороннего действия с выходными концами 17 н 18 штока гидродемпфера 16,
По оси перемещения концов 17 и 18 штока на раме 1I закреплены упоры 19 и 20.
На указанной раме 11 смонтирован ПОДВ1-1ЖНЫЙ упор 21 (фиг.З) который состоит из корпуса 22 и закрепленного на нем пневмоцилиндра 23 со штоком 24, предназначенньы для взаимодействия с выходным концом 17 гидродемпфера 16. Корпус 22 установлен на направляющей 25 рамы 11 с возможностью перемещения посредством винтовой передачи, выполненной из жестко закрепленной в корпусе 22 гайки 26 и винтового вала 27, приводимого во вращение приводом 28.
На корпусе 22 жестко закреплен кронштейн 29 с установленными на нем фотодатчиком 30 и фотоприемни ком 31,
при этом луч фотодатчика 30 направлен за граничное положение шага подачи против движения ленты на величину L;, необходимую для разг-1ещения на ней захватного органа 15 каретки 13 и клещей 32 при подаче ленты в пресс, а также минимальной длины ввода ленты в пресс 1 для захвата ее роботом.
На раме 11 неподвижно установлен захватный орган, выполненньш в виде клещей 32, с приводом 33.
Комплекс работает следующим образом.
Кассету 3 с- ленточным материалом кран-штабелером 4 подают с расходного склада (не показан) и устанавливают на конвейер 5. Включают привод 6, конвейера 5, и кассета 3 перемещается до момента, пока ленточный материал не будет находиться в плоскости подачи в пресс t. . .
Леиточньш материал в кассете 3
5
0
его выступают из кассеты 3 на величину, необходимую для захвата захватным органом 15 и захватом 32 (фиг.1). Каретка 13 при этом находится внсход- Q ном пололсении, т.е. конец 18 штока ,гидродемпфера контактирует с упором 20, а захватный орган 15 раскрыт (фиг.З, пунктир).
Включают цилиндр 12, при этом каретка 13 перемещается в сторону кассеты 3 до взаимодействия конца 17 гидродемпфера 16 с упором 19. Лента захватывается органом 15, После этого 1ЩЛИНДР 12 перемещает каретку 13 с захватным органом 15 и ленточным материалом к прессу 1 до соприкосновения конца 18 штока гидродемпфера 16 с упором 20 о
Неподвижньй захватный орган 32 зажимает ленточный материал. Включают пресс 1, Происходит обрезка немерного конца лент.очного материала. По команде с -блока 2 управления робот 8 осуществляет съем немерного конца ленточного материала из пресса 1 и складирование его в тару 10 (фиг,1).
Одновременно с этим включают привод 28, который по команде с блока 2 управления перемещает посредством винтовой передачи подвюкный упор 21 на шаг подачи ленточного материала в пресс 1 о Затем включают пневмоди- линдр 23 для выдвшкения штока 24, При этом величина шага подачи опреде5
0
5
3132
ля ется расстоянием между штоком 24
и упором 20..|
Захватный орган 15 освобождает ленточный материал и вместе с кареткой 13, приводимой в движение цилинд- ром 12, перемещается до взаимодействия штока 24 с концом 17 штока гидродемпфера 16.
Захватный орган 15 зажимает ленточный материал, а захватный орган 32 разжимает его и .цилиндр 12, перемещая каретку 13 с захватным органом 15, передвигает ленточный материал на величину шага подачи до взаимодействия конца 18 штока гидродемпфера 16 с неподвижным упором 20.
Включают пресс 1. Происходит рабочий ход пресса 1, и по команде с бло- ,ка 2 управления робот 8 осуществляет съем готовых деталей из пресса 1 и складирование их в тару 9. При этом луч света от фотодатчика 30 отражается от ленточного материала и не попадает в фотоприемник 31.
Цикл повторяется до тех пор, пока весь мерный ленточный материал не будет подан в пресс 1.
При прохождении конца немерного остатка ленточного материала луч света от фотодатчика 30 попадает в фотоприемник 31. Это является сигналом для блока 2 управления о переходе на новую программу работы.
Командой с блока 2 управления
включают привод 28, который перемеща-j и гидродемпфером, и привода перемещеет подвижный упор 21 со штоком 24, а также кронштейн 29 с установленным на нем фотодатчиком 30 и фотоприемником 3 в сторону подачи ленточного материала в пресс 1 до соприкосновения 40 луча света от фотодатчика 30 с краем ленточного материала, при этом шток 24 занимает положение, определяющее возможность захвата конца ленточного материала захватным органом 15. Зах- 45 ватный орган 15, осуществив подачу мерной длины ленточного, материала в пресс 1, вместе с кареткой 13, приводимой в движение цилиндром 12, перемещается .до взаимодействия штока 50 24 упора 21 с концом 17 штока гидродемпфера 16. Захватный орган 15 зажимает остаток ленточного материала, а захватный орган 32 освобождает его и цилиндр 12, перемещая каретку 13 55 с захватным органом 15, передвигает ленточный материал до взаимодействия конца штока гидродемпфером 16 с неподвижным упором 20.
ния каретки, неподвижные упоры и установленный с возможностью возвратно- поступательного перемещения в направлении, параллельном и перпендикулярном направлению перемещения материала, подвижный упор с приводом возвратно- поступательного перемещения в направлении, перпендикулярном направлению перемещения материала, отличающийся тем, что, с целью повьш1е- ния производительности, он снабжен роботом для съема готовых деталей и немерных остатков и связанными с подвижным упором фотодатчиком и фотоприемником определения немерных заготовок, расположенньми перед подвижным упором по направлению подачи материала, подвижный упор снабжен приводом возврйтно-поступательного перемещения в направлении,параллельном направлению подачи материала, при этом пресс, робот, фотодатчик и приводы перемещения подвижного упора связаны между собой блоком управления.
4
По команде с блока 2 управления робот 8 осуществляет съем немерного остатка ленточного материала из пресса 1 и складирования его в тару 10.
V
После съема немерного остатка ленточного материала в тару 10 блок 2 управления дает команду кран-штабеле- ру 4 на подачу с расходного склада (не показан) следующей кассеты, которая устанавливается на конвейере, а первую кассету отвозят кран-штабеле ром на склад для загрузки ее ленточным материалом.
Использование изобретения позволяет повысить производительность комплекса за счет автоматизации определения немерного остатка ленты и съема как готовых, так и немерных отходов.
Формула изобретения
Комплекс для автоматической штамповки деталей из ленточного материала, содержащий пресс, блок управления, кассеты для ленточного материала, механизмы перемещения кассет, устройство для шаговой подачи ленточного материала в пресс в виде рамы, установленной на раме с возможностью возвратно-поступательного перемещения каретки с клещевым захватом для материала
ния каретки, неподвижные упоры и установленный с возможностью возвратно- поступательного перемещения в направлении, параллельном и перпендикулярном направлению перемещения материала подвижный упор с приводом возвратно- поступательного перемещения в направлении, перпендикулярном направлению перемещения материала, отличающийся тем, что, с целью повьш1е- ния производительности, он снабжен роботом для съема готовых деталей и немерных остатков и связанными с подвижным упором фотодатчиком и фотоприемником определения немерных заготовок, расположенньми перед подвижным упором по направлению подачи материала, подвижный упор снабжен приводом возврйтно-поступательного перемещения в направлении,параллельном направлению подачи материала, при этом пресс, робот, фотодатчик и приводы перемещения подвижного упора связаны между собой блоком управления.
У
:/fc/
4
О
/
Ленточный материал
/
в/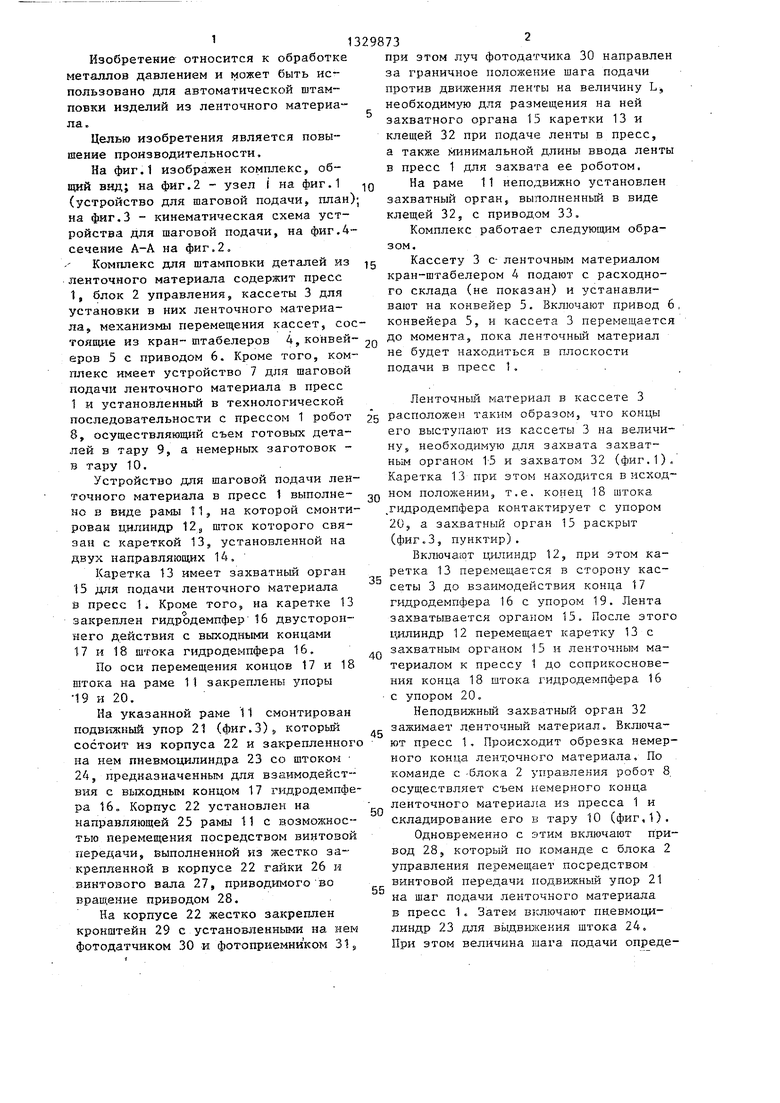

| название | год | авторы | номер документа |
|---|---|---|---|
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| Устройство для изготовления деталей из длинномерного материала | 1983 |
|
SU1166868A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Автоматический комплекс для штамповки деталей из полосы | 1985 |
|
SU1258573A2 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Робот к штамповочному прессу | 1988 |
|
SU1538966A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |


Изобретение относится к области механизации холодной обработки металлов,, в частности к комплексам для автоматической штамповки детален из ленточного материала. Цель изобретения - повышение производительности комплекса путем автоматического определения немерного остатка (НО) ленточного материала (ЛМ), а также съем как готовых деталей, так и не- мериьгх остатков посредством робота. Комплекс содерж11т пресс, блок управления, кассеты с ЛМ, механиз 1ы перемещения кассет и устройство для шаговой подачи ЯМ в прессе. Последнее содержит раму с приводной кареткой, неподвижные упоры и подвижный упор. Комплекс снабжен установленными на подвижном упоре фотодатчиком и фотоприемником определения НО ленты, а также установленным в .технологической последовательности с прессом роботом съема готовых деталей и НО ленты. Фотодатчик, пресс и робот связаны между собой посредством блока управления. При прохождении конца немерного остатка ЛМ луч света от фотодатчика попадает в фотоприемник. Это является сигналом для блока управления о переходе на определенную программу работы. 4 ил. а (g е со к со 00 bo
Фиг2
74
23
Редактор Н. Швьщкая
Составитель И. Ментягова
Техред В.Кадар Корректор И. Эрдейи
Заказ 3519/13 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг4
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
