: zarccos l - (R - r) + (3r - R - t) - 4r(r + t) - t : +
+ r + t + 2Rt - 2Rr - 2rt;) P чем область допустимых S ограни- чен.а зависимостью b - S S ;;
: а т: s s при изменении
Л М , Кi .
в диапазоне от О до S, : 21 S,, и зависимостями b 2 4R «.k.
- Е S,p-S,p- b; . s; :,
: S S:-s;, 1 : 0,C,, при 0,
r
CjCjC, eO,5, 1:1 - 0, C,CjC5 при
1
Изобретение относится к машиностроению и может быть использовано для получения регулярного рельефа на трущихся поверхностях, например, масляных карманов.
Цель изобретения - расширение тех нологических возможностей за счет обработки масляных карманов на внутренних поверхностях с более широким диапазоном их размеров и частоты рас положения.
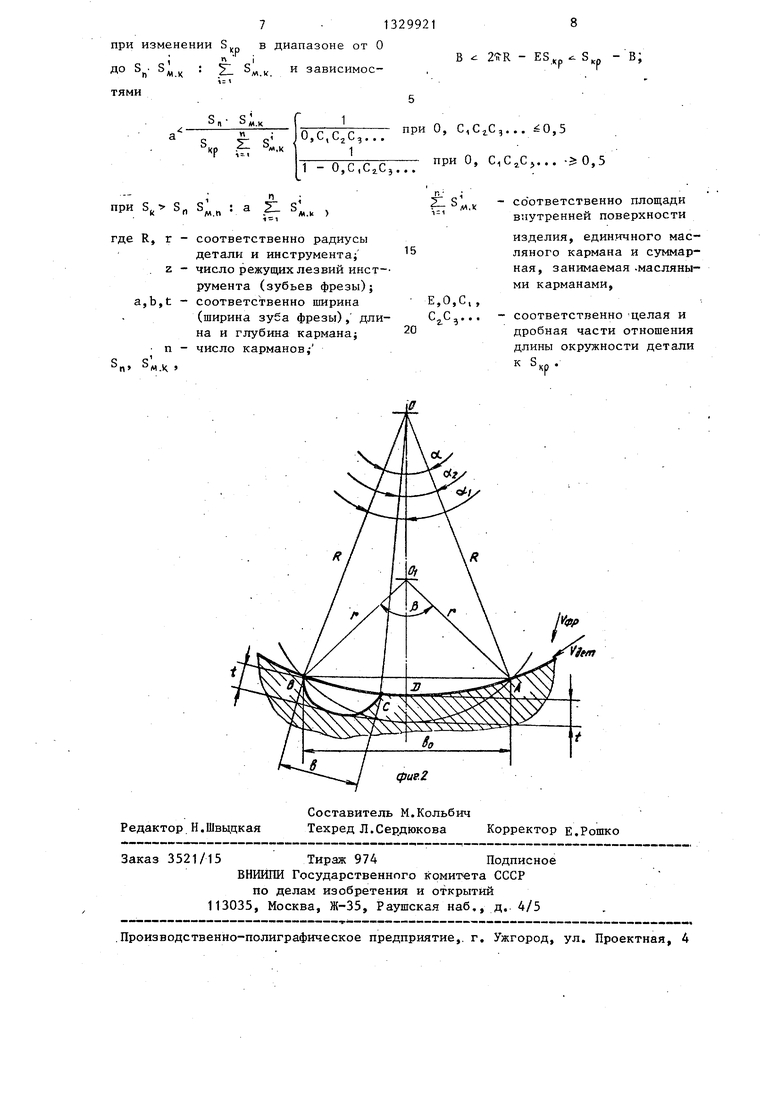
На фиг. 1 представлена схема обработки на фиг. 2 - схема для вывода зависимостей.
Обработку детали 1 с радиусом г производят инструментом (фрезой) 2 с радиусом R. При обработке детали сообщают вращение в линейной скоростью Удр, а инструменту - вращение с линейной скоростью В результате детали 1 и инструменту 2 сообщается относительное движение круговой подачи со скоростью S|. , Кроме того, инструменту 2 и детали 1 сообщают относительное движение осевой подачи со скоростью S.
Усредненные ширина а, длина b и глубина t единичного масляного кармана н отношение суммарной, занимаемой масляными карманами, площади к площади внутренней поверхности изделия заданы. Для конкретных условий
329921
О, С,,
0,;i при S S, s;;, :
5 a 51 S f где R, r - соответственно радиусы детали и инструмента; Z - число режущих лезвий инструмента (зубьев фрезы)-, а, Ь, t - соответственно ширина (ширина зуба фрезы), длина и глубина масляного .кармана,- п - число карманов} S, Sy.. SSj - соответственно площади внутренней поверхности детали, единичного масляного кармана и суммарная, занимаемая масляныг-ш карманами; Е, О, , С, Сз - соответственно целая и дробная части отношения длины окружн-ости детали к . 2 ил.
они могут быть определены экспериментально либо расчетным путем. Положим также, что обработка осуществляется фрезой с числом зубьев, равным Z, и шириной зуба, равной ширине масляного кармана а.
Полная площадь трущейся поверхности .
1-0
Sh 2 irRL.,
(1)
где L - длина детали.
Площадь,занимаемая масляными карманами, составляет
sl.K SM.K n.a-b, (2)
i t
где ,n - количество масляных карманов на внутренней поверхности
изделия.
п k,k2,(3)
где k, - количество масляных карманов на одном витке спирали, получаемой при относительном вращательном и поступательном движении фрезы и детали.
k 2 uR : S ,
где kj - количество витков. If ч
2. ос.
(4) (5)
Подставляя выражения (5) и (4) в выражение (3) и далее в выражение (2)получаем
h
s; ( : S,, S, ).S
.1-1
M.k.
С учетом полученного и выражения (1) окончательно получаем зависимость
кр
11 ,
.С
АЛ.к.
За время, равное времени поворота фрезы на шаг фрезы, вершина зуба фрезы проходит расстояние
: г .
За это же время деталь согласно определению круговой подачи поворачивается на дугу длиной Sj,p ,.
Учитывая, что S р и tmp пройдекр
ны за один и тот же промежуток времени, можно записать
(vi arccosCl - Bo/2R ),
р arccosd - Bj/2r -),
., arccosd - BV2R) .
Учитывая, что в процессе формирования единичного кармана зуб фрезы и деталь находятся в контакте одно н то же время и перемещаются по дугам окружностей с радиусами z и R соответственно со скоростями V
V,
Аег МОЖНО записать |5 .T-, R(6i - Ы, ) д,, .
Деля почленно, имеем Vier Rci - Rc,
(рр
и
20
V,
fP
г/5
с учетом выражения для получаем
В
oi
oi,
и/3
В
5
V
.R arccos(1-2)-R arccosd-)
Л9Г
fpг arccosd-r- -)
(7)
2 irr
V
срр
и V,
ТР
- соответственно скорости (линейные) детали и инструмента (фрезы).
Отсюда
Z
Удег
V,
TF
рассматривая йВО,А и дВОС (фиг.2), получаем
В 2R(1 - cos(ji), В 2г(1 - cosp), .В 2кЧ1 - cos oi,),
Отсюда получаем
,
30
35
40
Выразим величину В через величины R , г и t ,
Для этого выразим расстояние между осью фрезы О, и осью детали О (наладочный размер, определяющий глубину масляного кармана) через величины г, R, t и Bjj.
00, R - г + t.
00, можно определить также из рассмотрения Л ВОД и йВО, Д.
00, nR В,
В.
45
Приравнивая правые части,преобразуя и решая относительно В, получаем
2 8R rt-8Rr t+12Rrt -4R t -4Rt -4r t +4rt -t R +r -2Rr+2Rt-2rt+t Подставляя выражения (7) в выраже- 50 Исключение случае наложения .возние (6), получаем зависимость лы изобретения.
Из анализа соотношений формулы изобретения следует, что необходимо в области изменения 8,- имеются та-1 кие параметры, которые приводят к наложению масляных карманов друг на друга.
можно направленным варьированием параметрами инструмента и скоростью резания с проверкой отсутствия случаев наложения методом проб либо привле- 55 чением ограничительных зависимосг тей, приведенных в формуле изобретения. Последнее предпочтительнее.
Ограничительные зависимостив различных диапазонах изменения S. отличны.
в диапазоне изменения S S. 5;.„. : а f s:... . S
.2:sL...
1.1
кр
.p
что очевидно исключает наложение масляных карманов на одном витке в направлении круговой подачи, и
vs:
м. и.
п
и
л«
/и. п.
Последнее неравенство исключает получение значении
S а, т.е. исключает наложение
.ос .масляных карманов в направлении осевой подачи, что проверяется непос- редственной подстановкой в первое .соотношение формулы изобретения
1329921 6
от о до Для исключения случаев наложения масляных карманов, принадлежащих соседним виткам, S должно быть таким, чтобы карманы следующего витка 5 размещались меяоду карманами предьщу- щего, т.е. расстояние в окружном направлении между ближайшими карманами соседних витков должно быть больше длины кармана. Математическая запись 0 данного условия имеет вид b 2 ii R -. - Е В, где Е - отношение
S
кр «Р
длины окружности детали к S,. (целое число).
Следующим необходимым условием, t5 дополняющим предьщущее, является несовпадение масляных карманов, принадлежащих вцткам через один и более, т„е. произведение S, на число масляных карманов, принадлежащих после- дуюш.им виткам и размещенных между соседними карманами исходного витка, должно быть больше ширины масляного кармана. Математическая запись этого дополнительного условия имеет вид
S
S«,K /а. 1
M. к.
в силу
первого соотношения формулы изобретения S
ос
а и возможно наложение
карманов в направлении осевой подачи, Возможно наложение карманов, принадлежащих соседним виткам, либо через один и более.
а
Здесь в правой части неравенства первьй сомножитель равен осевой подаче (получен из первого соотношения формулы изобретения делением правой и левой частей на S, ) . Второй сомножитель -.это число масляных карманов, принадлежащих последующим виткам и
jразмещенных между соседними карманами исходного витка. С, , - отношение длины окружности детали к S (дробное, число).
Предлагаемым способом делесооб,разно наносить масляные карманы до финишной обработки, а в случае термо, обрабатываемых деталей - до термокр.
3„
Ос
-Si
м,ц. ;
Для исключения случаев наложения масляных карманов, принадлежащих соседним виткам, S должно быть таким, чтобы карманы следующего витка 5 размещались меяоду карманами предьщу- щего, т.е. расстояние в окружном направлении между ближайшими карманами соседних витков должно быть больше длины кармана. Математическая запись 0 данного условия имеет вид b 2 ii R -. - Е В, где Е - отношение
кр «Р
длины окружности детали к S,. (целое число).
Следующим необходимым условием, 5 дополняющим предьщущее, является несовпадение масляных карманов, принадлежащих вцткам через один и более, т„е. произведение S, на число масляных карманов, принадлежащих после- дуюш.им виткам и размещенных между соседними карманами исходного витка, должно быть больше ширины масляного кармана. Математическая запись этого дополнительного условия имеет вид
0
5
0,0,,. . о 0,5
при 0,С,, , .. 0,5.,
обработки с учетом припуска на финишную обработку.
Формула изобретения Способ обработки поверхностей с. 35 регулярным рельефом, гфи котором детали и инструменту сообщают относительные осевую и круговую подачи, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки масляных карманов на внутренних поверхностях с более широким диапазоном их. размеров и частоты расположения, со40
отношения осевой S
сс.
и круговой
ь подач определяют из соотношения
м.к
«f-v-of fi .(R--r)+t 4R(3r 2 R arccos )-4r(r+t)-t
-2Rt -2rt)
-a
z arccos 1 (R-r)+t 4R (3r - R -- t)4r(r+t)-M 2R(R +r +t -i-2Rt 2Rt -2rt)
R-t)-4r(r+t)-t
-2Rt -2rt)
-arccos(1 причем область допустимых значений
ограничена зависимостью
В
9 -f kp i; -
. а. У: s
«.к
S в диапазоне от О
п I 51 S и зависимосi I
15
R, г - соответственно радиусы
детали и инструмента . Z - число режущих лезвий ИНСТ-румента (зубьев фрезы);
,b,t - соответственно ширина Е,0,С,, (ширина зу5а фрезы), длина и глубина кармана; п - число карманов,.Ч
С С,...
в 2fR - - в;
.кр
.р
при О, С,,.., 0,5
при О, CiC.,Cj... $ 0,5
i i
SMK соответственно площади внутренней поверхности
изделия, единичного масляного кармана и суммарная, занимаемая -масляными карманами.
- соответственно Целая и дробная части отношения длины окружности детали
кр
Редактор Н.Швццкая
Составитель М.Кольбич
Техред Л.Сердюкова Корректор Е.Рошко
Заказ 3521/15 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретения и открытий 113035, Москва, Ж-35, Раушская наб,, д.. 4/5
.Производственно-полиграфическое предприятие,, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК | 1997 |
|
RU2110374C1 |
| Способ черновой обработки зубчатого колеса симметричным набором дисковых фрез | 1990 |
|
SU1815024A1 |
| Способ фрезерования тел вращения | 1979 |
|
SU874274A1 |
| Инструмент для обкатки зубьев зубчатых колес | 1988 |
|
SU1606248A1 |
| Способ обработки глухих отверстий | 1988 |
|
SU1563855A1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Способ обработки торцевых поверхностей тел вращения | 1985 |
|
SU1346354A1 |
Изобретение относится к области машиностроения и может быть использовано для получения регулярного рельефа на трущихся поверхностях. например, масляных карманов. Цель изобретения - расширение технологи- , ческих возможностей за счет обработки масляных карманов на внутренних поверхностях с более широким диапазоном их размеров и частоты расположения. Обработку детали 1 ведут инструментом (оЬрезой) 2. Детали 1 и инструменту 2 сообщают относительную осевую 5 и круговую S подачи, которые определяют из соотношения SOC-SKP (.-S.l.K )-s;,,, где S,p 2 iTr arccos 1 - (R - r) + + (3r - R - t) + 4r(r - t) - : : 2R ( r2 + t2 + 2Rt -- 2Rr - - 2rt) - arccosd - b : 2R) :. Q , (puf.t 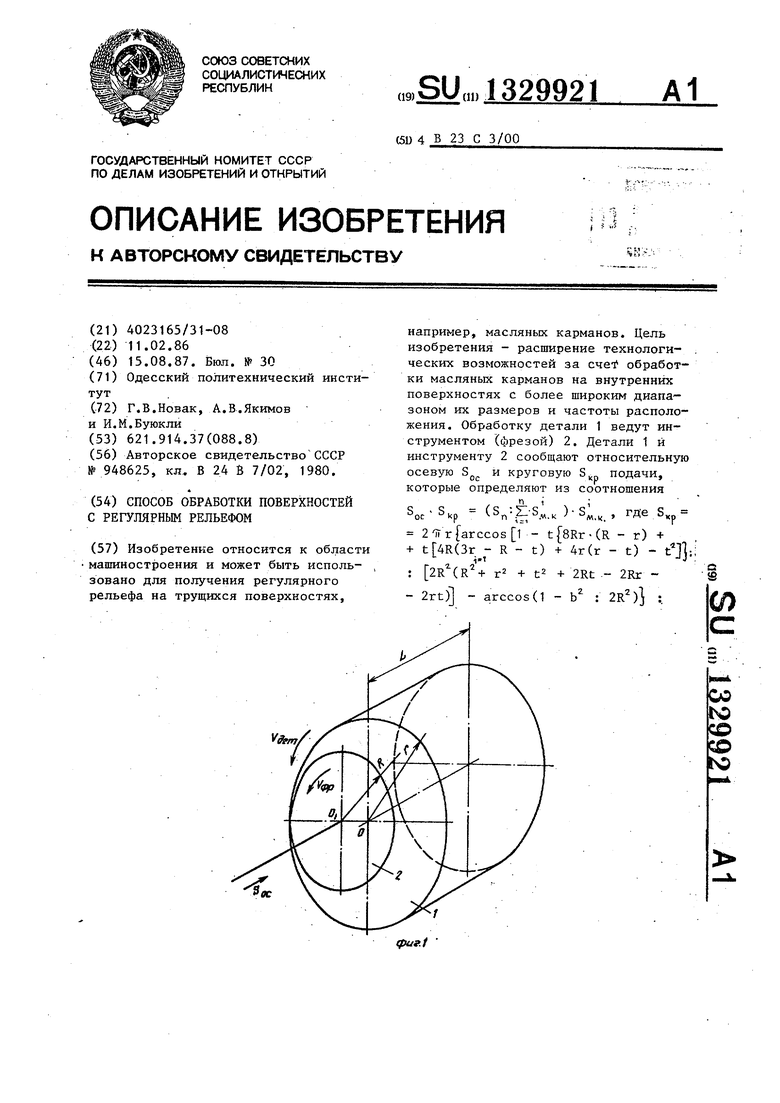
| Способ плоского шлифования | 1978 |
|
SU948625A1 |
