(54) СПОСОБ ФРЕЗЕРОВАНИЯ ТЕЛ ВРАЩЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования тел вращения | 1985 |
|
SU1268315A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ фрезерования | 1982 |
|
SU1148723A1 |
| Способ фрезерования двух тел вращения | 1982 |
|
SU1069961A2 |
| Способ обработки контура дисковых кулачков | 1982 |
|
SU1143524A1 |
| Способ обработки тел вращения | 1979 |
|
SU902987A1 |
| Способ фрезерования | 1990 |
|
SU1763103A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
1
Изобретение относится к машиностроению и может быть использовано при черновой, получистовой и чистовой обработке поверхностей тел вращения, например детгшей типа валов.
Известны способы фрезерования . тел вращения цилиндрической фрезой, при которых изделие вращают, а фрезу вращают и перемещают вдоль оси изделия 1.
Однако при обработке поверхностей вращения известными способами используют достаточно сложную кинематическую схему фрезерования, исключающую возможность изменения угла установки фрезы, образующегося между осью вращения инструмента и плоскостью, перпендикулярной оси вращения изделия. В связи с этим данный способ при сравнительно высокой производительности характеризуется невысокой точностью обработки.
Цель изобретения - ловышение точности обработки.
Для достижения поставленной цели фрезу устанавливают- под углом
плоскости, перпендикулярной оси детали, равным
ОС с гссов -|-.(, -L) ,
где b - ширина фрезерования; t - припуск на обработку; DL. - диаметр обрабатываемой поверхности детали в указан10ном сечении.
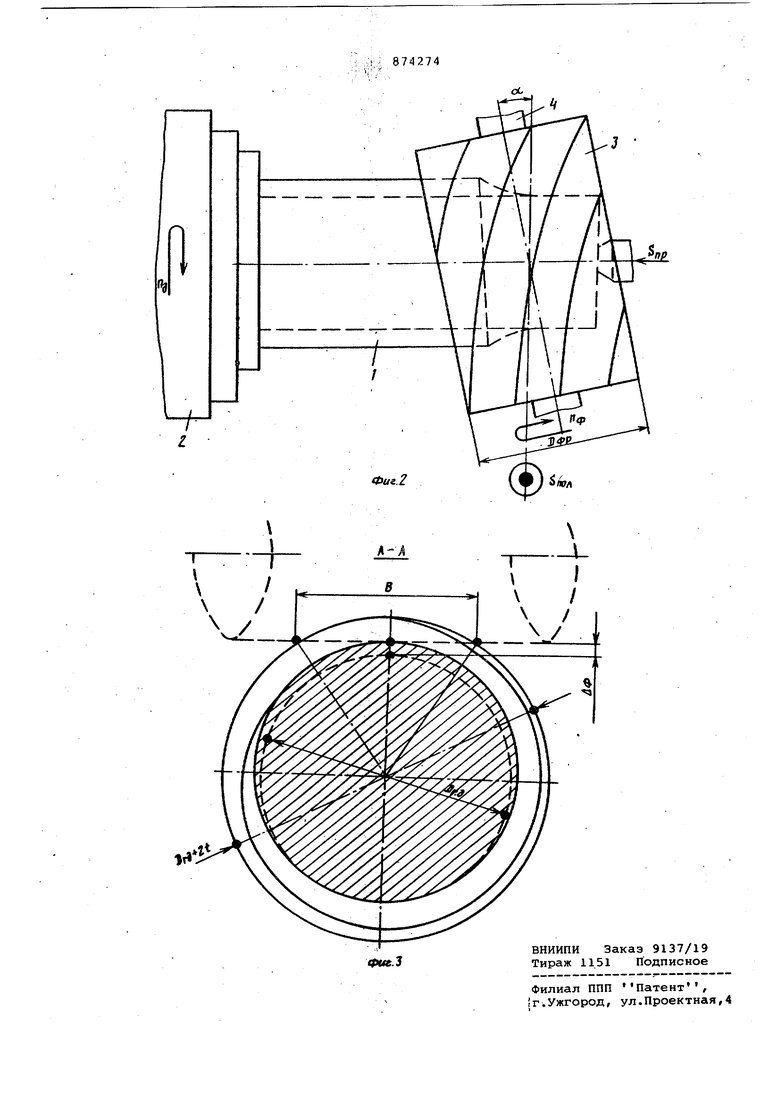
На фиг. 1 представлена кинематическая схема предлагаемого способа; на фиг. 2 - схема установки фрезы относительно детали; на фиг. 3 разрез А-А на фиг. 1.
15
Предлагаемый способ обработки характеризуется тем, что детали 1 сообщают вращение п. через шпиндель
2(круговая подача), фрезе 3, имеющей 2Q наружный диаметр , сообщают вращение Пф через шпиндель 4 (главное движение резания). Фреза имеет две прямолинейные подачи: продольную Spp по оси изделия и поперечную Sp в
25 торцовой плоскости детали 1, которая обеспечивает получение образующей любой формы. Для снятия припуска величиной t исходное положение фрезы
3должно быть таким, при котором
30 наружная поверхность фрезы 3 будет иметь точку конт&кта с окончательно обработанной поверхностью детали 1 в конкретном торцовом сечении. Продольная подача может рассматриваться как перемещение, ори детали, отнесенное к одному обороту детали (БД), а также к повороту фрезы 3 на угол между двумя соседними зубьями (Sj)..
Скорость вращения инструмента определяет минутная подача S S Z. хпф, где ZM - число зубьев фрезы, или 5 п().
Отношение Иф/Ид определяет круговую подачу, которая характеризует образование геометрических микронеровностей R Raci, в поперечном сечении (по окружности в сечении А-А)
.. М,-1(мл)()
-f
I 2 L
-гросч- 2 1софс/2;(ЯА|ИфУ
При фрезеровании детали с заданной точностью Дф фрезу устанавливают так, что ось ее вращения образует с торцовой плоскостью детали угол oL , величина которого не влияет на 1 2расч Величина угла ограничивается заданной мощностью фрезерования, зависящей от режимов резания, материала детали и инструмента, а также от глубины t и ширины b фрезерования.
Для определения допустимо возможной 1величины угла oL необходимо использовать соотношение
Qt -arcco /b)r/t(DrA- -t) , U)
Погрешность формы детали может быть существенно снижена без снижения производительности обработки, определяемой подачей S ( J)детали, что очевидно из соотношения
л -. ,SS С05.Г (... D|p
Формула изобретения
. Способ фрезерования тел вращения цилиндрическрй фрезой, при котором деталь вращают, а фрезу вращают и перемещают вдоль оси детгши, о тличающийся тем, что, с целью повышения точности обработки, фрезу устанавливают под углом ot к плоскости, перпендикулярной оси вращения детали, равным
oL-arcco5( .Vt() ),
где b - ширина фрезерования;
t - припуск на обработку;
Dj.. - диаметр обрабатываемой поверхности детали в указанном сечении.
Источники информации,
принятые во внимание при экспертизе 1. Мархасин Э.Л. и Петросянц А.А. Фрезерование тел вргидения. М., Машгиз, laeo, с. 10-11.
