фиг.1
Изобретение относится к обработке металлов резанием и может быть использовано при обработке глухих отверстий, в том числе с центральной бобышкой или,центральным отверстием.
Цель изобретения - расширение технологических возможностей при одновременном повышении производительности, что обеспечивается выбором параметров режущего инструмента и соотношением частот вращения заготовки и инструмента.
На фиг. t показана схема осуществления способа обработки глухого отверстия с центральным сквозным отверстием; на фиг. 2 - то же, с центральной бобышкой; на фиг. 3 - траектория движения режущих лезвий инструмента после первого оборота оси инст- румента вокруг оси отверстия; на фиг. 4 - то же, при другом передаточном отношении; на фиг. 5 - то же, при i-z, равном целому числу.
Способ обработки глухих отверстий осуществляют следующим образом.
Режущий инструмент 1 с режущими зубьями 2-5 с выбранными геометрическими параметрами устанавливают эксцентрично оси 6 обрабатываемого отверстия, причем ось 7 режущего инструмента 1 параллельна оси 6 отверстия . Величина смещения оси 7 режущего инструмента 1 относительно оси 6 обрабатываемого отперстия равна D - D/
е 42
где D - диаметр обрабатываемого отверстия;Вф - диаметр режущего инструмента.
Глухое обрабатываемое отверстие может иметь центральную бобышку или центральное отверстие. Диаметр Вф режущего инструмента 1 и ширина s его режущей кромки связаны соотношением
Вф- s D
- приведенный радиус обрабатываемого отверстия, оп
ределяемого по формуле
d 2
где d - диаметр центральной бобышки или центрального отверстия.
При обработке сплошного глухого отверстия, т.е. при d О,
D
при в
2
5 0
0 5
0
5
0
Режущему инструменту 1 сообщают вращение вокруг оси 7 с .частотой и относительное вращение вокруг оси 6 с частотой Ид, причем направление вращения инструмента и относительного вращения его оси 7 относительно оси 6 отверстия встречное. Суммарное движение для каждого режущего зуба 2-5 является главным движением резания и оно обеспечивает заданную скорость резания. Одновременно режущему инструменту 1 сообщают осевое перемещение, которое является движением подачи. В конце обработки осевое перемещение прекращают и дают выдержку для обеспечения заданной шероховатости.
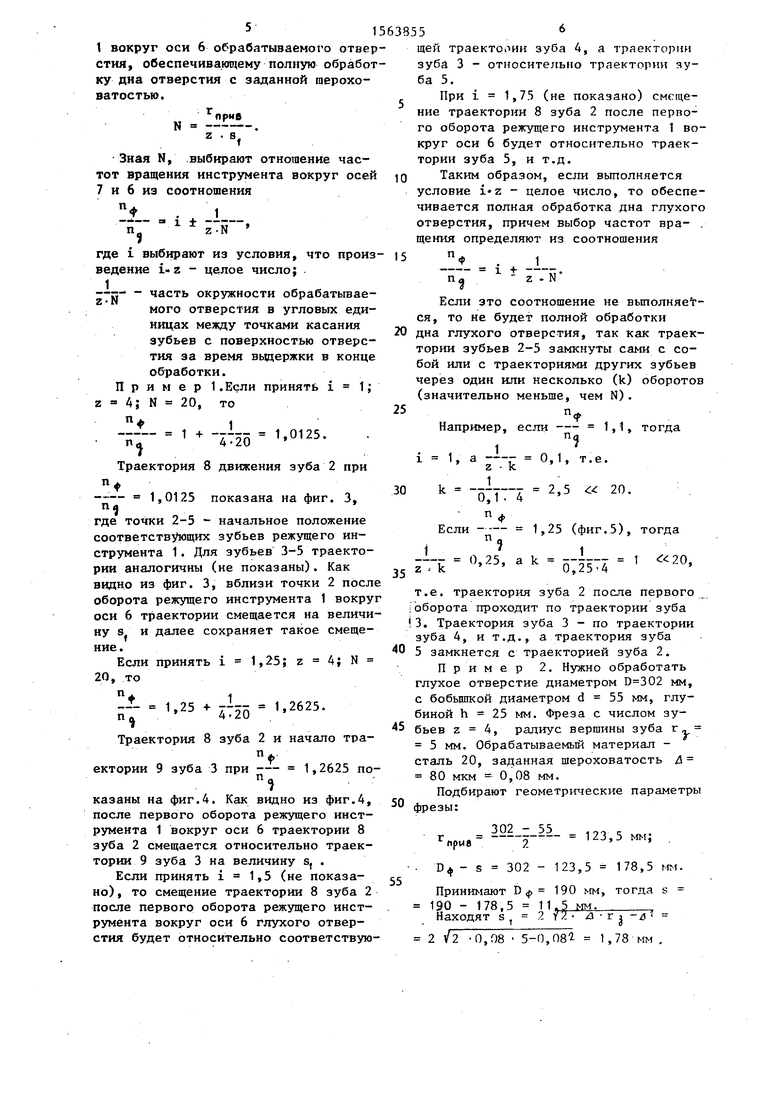
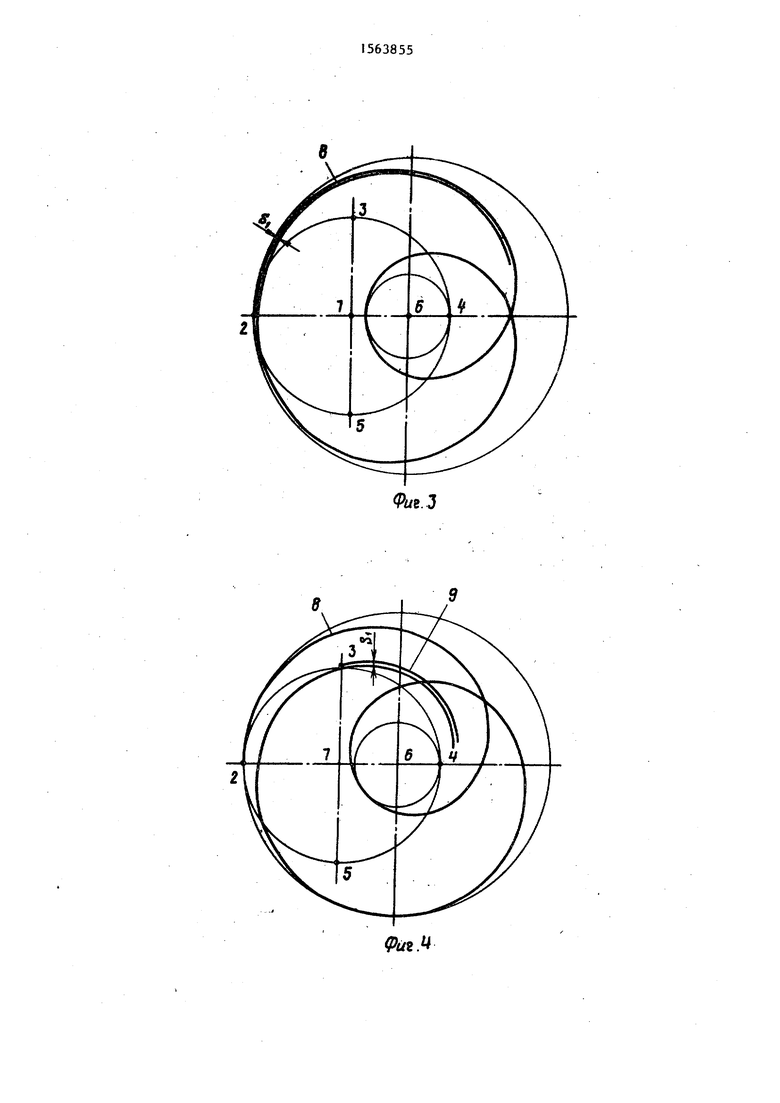
Отношение частот вращения режущего инструмента 1 вокруг осей 7 и 6 больше единицы. При зтом проведенные эксперименты и исследования показали, что если отношение частот вращения и его произведение на число зубьев будет целым числом, то каждый зуб 2-5 будет двигаться по замкнутой траектории (фиг.5), что приведет к недоработкам как на боковой поверхности, так и на поверхности дна отверстия. Чтобы этого не произошло, каждый зуб 2-5 должен двигаться по незамкнутой траектории 8 (фиг.З), причем другие зубья должны двигаться по сме- щенным траекториям 9 (фиг.4). Величину смещения траекторий выбирают из условия получения заданной шероховатости обработки дна отверстия (высота гребешка между соседними траекториями зубьев). Смещение траекторий s может быть равно ширине s режущей кромки, если зубья режущего инструмента 1 выполнить с пр змолиней- ной режущей кромкой. Для зубьев с радиусной вершиной смещение траекторий s1 равно
, 2/2
rt
- &
где л - высота шероховатости;
г - радиус вершины зуба.
Величина смещения s( служ-rr для определения выдержки N в конде обработки отверстия, равной наименьшему числу оборотов режущего инструмента
1 вокруг оси 6 обрабатываемого отверстия, обеспечивающему полную обработку дна отверстия с заданной шероховатостью.
гприв
N-
z .8,
Зная N, выбирают отношение частот вращения инструмента вокруг осей 7 и 6 из соотношения п т--1
где i выбирают из условия, что произ ведение i- z - целое число;
-jj- - часть окружности обрабатываемого отверстия в угловых единицах между точками касания зубьев с поверхностью отверстия за время выдержки в конце обработки.
Пример 1.Если принять i N 20, то
Ч п.
1
- i;
4; ll
Па
1 +
1
4-20
1,0125.
Траектория 8 движения зуба 2 при
5
0
5
щей траектории зуба 4, а траектории зуба 3 - относительно траектории зуба 5.
При i 1,75 (не показано) смещение траектории 8 зуба 2 после перпо- го оборота режущего инструмента 1 вокруг оси 6 будет относительно траектории зуба 5, и т.д.
Таким образом, если выполняется условие i«z - целое число, то обеспечивается полная обработка дна глухого отверстия, причем выбор частот вра- , щения определяют из соотношения
% т . + 1
Па Z - N
Если это соотношение не выполняется, то не будет полной обработки дна глухого отверстия, так как траектории зубьев 2-5 замкнуты сами с собой или с траекториями других зубьев через один или несколько (k) оборотов (значительно меньше, чем N).
п Например, если 1,1, тогда
1 i 1, а 0,1, т.е.
Z 1C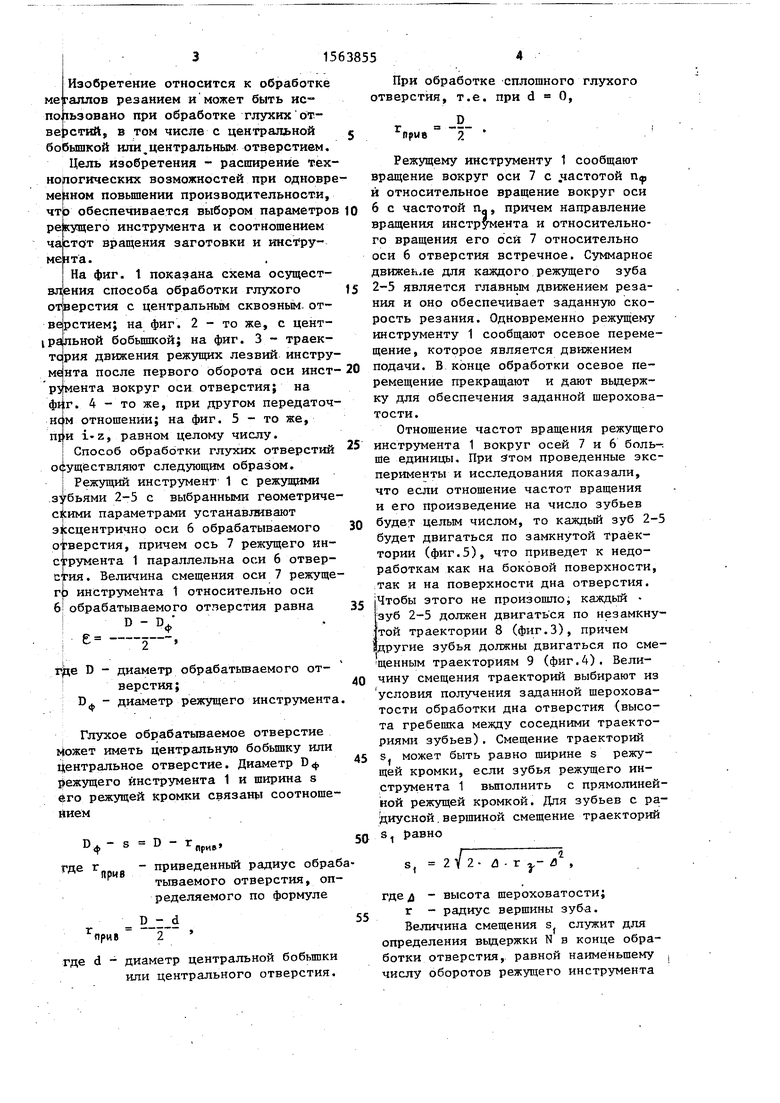

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки цилиндрических поверхностей | 1988 |
|
SU1692765A1 |
| Способ обработки отверстий | 1984 |
|
SU1256883A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ вихревого точения деталей вращения | 1990 |
|
SU1731444A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798055A1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ | 2007 |
|
RU2365469C2 |
| Способ обработки резанием | 1988 |
|
SU1625585A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| Способ обработки многогранных криволинейных поверхностей | 1988 |
|
SU1673278A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке глухих отверстий, в том числе с центральной добышкой или центральным отверстием. Цель изобретения - расширение технологических возможностей и повышение производительности - обеспечивается выбором параметров режущего инструмента и соотношением частот вращения заготовки и режущего инструмента. Обработка производится режущим инструментом 1, установленным эксцентрично оси 6 обрабатываемого глухого отверстия. Диаметр фрезы Dф и ширина ее режущей кромки S связаны соотношением Dф-S=D-Rприв, где D - диаметр обрабатываемого отверстия
Rприв - приведенный радиус обрабатываемого отверстия. Фрезе сообщают вращение вокруг своей оси 7 с частотой Nф и вращение относительно оси 6 отверстия с частотой Nд, а также осевое перемещение. При этом Nф:Nд=I+1:Z:N, где Z - число зубьев фрезы
N - выбранная величина выдержки в конце обработки, об., а I выбрано из условия, что I.Z - целое число. 5 ил.
п
П1
1,0125 показана на фиг. 3,
где точки 2-5 - начальное положение соответствующих зубьев режущего инструмента 1. Для зубьев 3-5 траектории аналогичны (не показаны). Как видно из фиг. 3, вблизи точки 2 после оборота режущего инструмента 1 вокруг оси 6 траектории смещается на величину s и далее сохраняет такое смещение.
Если принять , 20, то
п 1.25 + 5-1.2625.
Траектория 8 зуба 2 и начало траектории 9 зуба 3 при 1,2625 показаны на фиг.4. Как видно из фиг.4,
после первого оборота режущего инструмента 1 вокруг оси 6 траектории 8 зуба 2 смещается относительно траектории 9 зуба 3 на величину s, .
Если принять i 1,5 (не показано) , то смещение траектории 8 зуба 2 после первого оборота режущего инструмента вокруг оси 6 глухого отверстия будет относительно соответствую30
7 2,5 « 20.
1,25 (фиг.5), тогда
1
0,25-4
a k
: 20,
т.е. траектория зуба 2 после первого оборота проходит по траектории зуба 3. Траектория зуба 3 - по траектории зуба 4, и т.д., а траектория зуба 5 замкнется с траекторией зуба 2.
Пример 2. Нужно обработать глухое отверстие диаметром мм, с бобышкой диаметром d 55 мм, глубиной h 25 мм. Фреза с числом зубьев z 4, радиус вершины зуба г., 5 мм. Обрабатываемый материал - сталь 20, заданная шероховатость и 80 мкм 0,08 мм.
Подбирают геометрические параметры фрезы:
2
123,5 мм;
5
прмв Оф - s 302 - 123,5 178,5 им.
Принимают D f 190 мм, тогда s 190 - 178,5 11.5 мм.
шходят
/2
- I I ,/1
2 П
I
-&
0,08 5-0,08 1,78
мм
Находят N
z - в.
17,3. Принимают N 20,
Зт
123А5 4-1,78
Формула изобретения Способ обработки глухих отверстий режущим инструментом с диаметром, 5 большим половины диаметра обрабатываемого отверстия, при котором инструмент устанавливают эксцентрично относительно оси обрабатываемого отверстия и сообщают относительное планетарное Ю движение, а также осевое перемещение, отличающийся т«м, что, с целью расширения технологических возможностей и повышения проиэводиПусть па 40 об/мин; п 40 тельности, диаметр инструмента и ши- 1,2625 50,5 об/мин, тогда суммар- IS его режущей кромки связаны соот- ная скорость резания (главное движе- ношением
Задают i 1,25, при котором выполняется условие i.z t,25-4 5 - целое число, тогда
п
--- - ,,25
1
4720
1,2625.
ние) равна
D,s D гпрмв
. f ч #
1000
(D.
+
-fo55 002 40 i 190 68 м/мин.
Принимают подачу за один оборот режущего инструмента 1 вокруг оси 6 глухого отверстия, равной s0 0,15 мм/об, тогда минутная подача будет равна
40 -0,15 - 6 мм/мин.
S(A ПЪВ0
Таким образом, время обработки составит
-Ь + N
- S
25 + 20
М а 6 40
4,7 мин. Предлагаемый способ обработки глухих отверстий позволяет обрабатывать глухие отверстия, в том числе и с центральной бобышкой, с заданной шероховатостью, обеспечивая при этом высокую производительность и использование инструмента из стандартного ряда.
тельности, диаметр инструмента и ши- S его режущей кромки связаны соот- ношением
D,s D гпрмв
0
5
0
. f ч #
где D.J, - диаметр инструмента,
s - ширина режущей кромки инструмента;
D - диаметр обрабатываемого отверстия;
глрмв приведенный радиус обрабатываемого отверстия,
а отношение частоты вращения инструмента вокруг своей оси к частоте его вращения относительно оси обрабатываемого отверстия выбирают из соотношения
nt
i +
п,
1Э
где п
i
5
0
5
п
-частота вращения инструмента вокруг своей оси;
-частота вращения инструмента относительно оси обрабатываемого отверстия;
z - число зубьев инструмента;
N - величина выдержки в конце
обработки, определяемая наименьшим числом оборотов инструмента относительно оси детали;
i - передаточное отношение, выбранное из условия (i-z), - целое число.
Фиг. 2
Ф/8.3
ФагМ
Фиг. 5
| Способ обработки кольцевых канавок | 1984 |
|
SU1199481A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки отверстий | 1984 |
|
SU1256883A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
