Изобретение относится к центробежной обработке гранулированной средой и может быть использовано в машиностроительной и другой отрасли промышленности.
Цель изобретения - повышение произ- :водительности обработки путем сокращения продолжительности цикла обработки за счет исключения вспомогательных операций, связанных с размещением контейнеров в объеме рабочего резервуара.
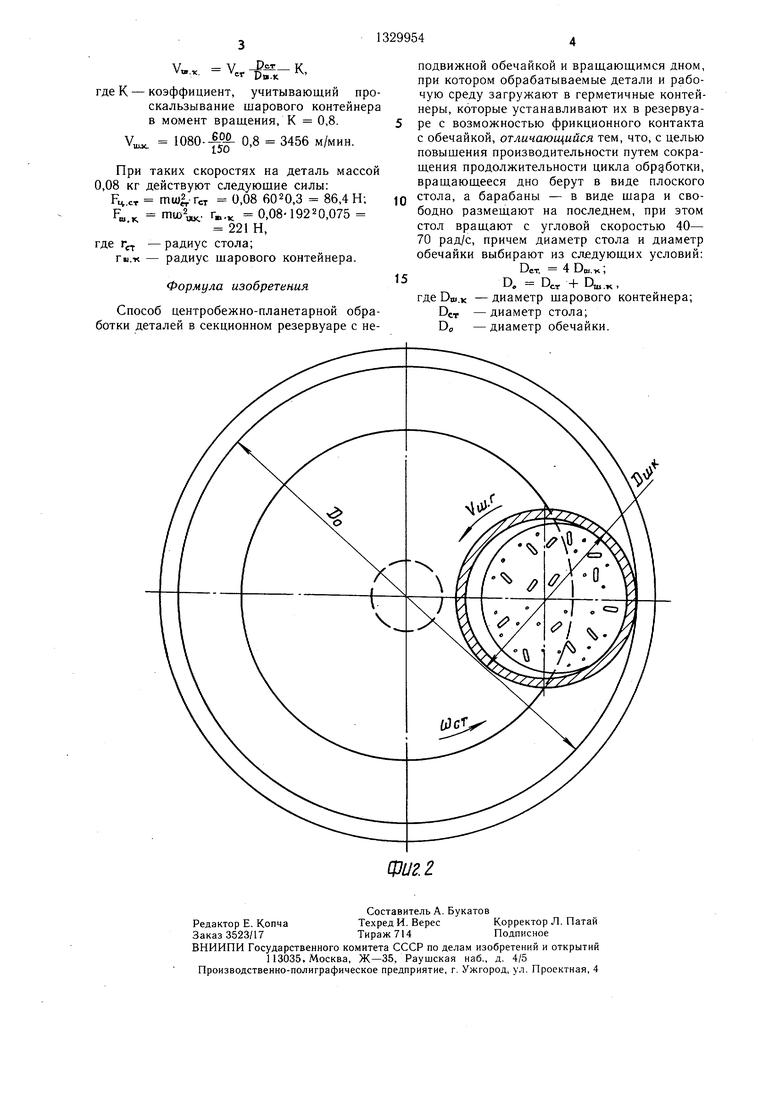
На фиг. 1 схематично изображено устройство для реализации предлагаемого способа, продольный разрез; на фиг. 2 - то ;же, вид сверху.
Обрабатываемые детали 1 и рабочую среду 2 помещают в контейнер 3 и герметизируют его - закрывают крышкой (не показано).
Контейнер 3 выполнен в форме тара. Его помеп;.ают свободно на круглый плоский стол 4 с вертикальной осью вращения. Диаметр стола берется равным Ост 4 Ош.к. Стол 4 находится внутри неподвижной обечайки 5, выполненной в виде цилиндра без крышки и дна. Диаметр обечайки берется равным DO DC,.,. +- DU,. . Столу 4 сообш,а- ется вращение от привода (не показано) с угловой скоростью ии 40-70 рад/с.
От действия центробежных сил, образующихся от вращения стола 4, шаровой контейнер 3 перекатывается вокруг своей горизонтальной оси от центра к периферии стола и касается внутренней поверхностью цилиндрической обечайки 5. При точечном контакте с внутренней стенкой обечайки контейнеру сообщается дополнительное вращение вокруг вертикальной оси за счет образующейся пары сил. В результате щаровой контейнер получает сложные круговые движения. Скорость вращения шарового контейнера УШ.К и Действующие силы на него зависят от диаметра стола D.,. и скорости его вращения, а также диаметра шарового контейнера и его массы.
С увеличением скорости увеличиваются центробежные силы, а следовательно, и сос- тавляюп;ие сил, которые обеспечивают повышение производительности обработки. Для равномерного распределения нагрузки на стол и обечайку контейнеров должно быть несколько.
В качестве рабочей среды в шаровом контейнере могут использоваться шлифовальное зерно, стальная или чугунная дробь, стальные, фарфоровые и стеклянные шарики с полировальными пастами и поверхностно-активными жидкостями и другой материал, применяемый промышленностью для отделочных работ.
Полный цикл обработки составляет 5-7 мин. Диаметр шарового контейнера берется не более 200 мм. Диаметр шарового контейнера до 200 мм обеспечивает хорошую
0
5
0
5
0
5
0
5
0
5
обработку деталей размером до 50 мм и массой не более 100 г.
При диаметре шарового контейнера свыше 200 мм масса контейнера получается большой и действующие силы могут деформировать и контейнер и обечайку.
При диаметре стола свыще 4 Ош.к растут габариты установки и появляются сильные вибрации.
Диаметр обечайки выбирается из соотношения Ов О„ + Ош.к При таком соотношении шаровой контейнер всегда контактирует с обечайкой и не проваливается в зазор между столом и обечайкой.
Угловая скорость вращения стола , определена в пределах 40-70 рад/с. При скорости свыще 70 рад/с, щаровой контейнер начинает сильно проскальзывать в месте контакта со столом, и при такой скорости быстро затупляются абразивные зерна. При скорости Шст менее 40 рад/с обработка деталей получается менее интенсивной. Линейная скорость щарового контейнера определяется из выражения
V... У„ К,
где к - коэффициент, равный 0,7-0,9, учитывающий потери скорости за счет проскальзывания.
Коэффициент проскальзывания зависит от материала стола, обечайки, щарового контейнера, его диаметра, массы, гладкости и загрязнения трущихся поверхностей и других факторов. Коэффициент К определен опытным путем. При величине К, меньшей 0,7, получаются значительные потери скорости, что приводит к снижению производительности обработки. Получить величину К, больщую 0,9, практически невозможно.
Пример. Производили обработку мелких стальных деталей массой 80 г и размерами до 40 мм с целью снятия заусенцев и скруг- ления острых кромок. В качестве рабочей среды использовали шлифовальное зерно № 200 по ОСТ2-115-71 и смазочно-охлаждающую жидкость с поверхностно-активными веществами «Аквол-11.
В контейнер загружали рабочую среду и детали в соотношении 3:1 до заполнения 2/3 объема контейнера, заливали рабочую жидкость до уровня поверхности рабочей среды с деталями или на 3-5 мм ниже. Контейнер закрывали плотно крыщкой и устанавливали на стол свободно с возможностью вращения вокруг вертикальной оси.
Диаметр контейнера составлял Ош.к 150 мм, диаметр стола Ост. 4Ош. 4-150 600 мм, диаметр обечайки О„ OCT. + Ош.к 600 -Ь 150 750 мм.
Угловая скорость вращения стола была равна UJ 60 рад/с, тогда как линейная скорость VoT. и)г„. 60-300 18000 мм/с 1080 м/мин.
Линейную скорость вращения шарового контейнера рассчитывали из выражения
V-. ,
где К - коэффициент, учитывающий проскальзывание шарового контейнера в момент вращения, К 0,8.
V 1080--| |- 0,8 3456 м/мин.
При таких скоростях на деталь массой 0,08 кг действуют следующие силы:
РЧ,.СТ тш|,-Гст 0,08 6020,3 86,4 Н; РШ.К г.
.к 0,08-19220,075 221 Н,
где г радиус стола;
Гш.-к - радиус шарового контейнера.
Формула изобретения
Способ центробежно-планетарной обработки деталей в секционном резервуаре с не
5
подвижной обечайкой и вращающимся дном, при котором обрабатываемые детали и рабочую среду загружают в герметичные контейнеры, которые устанавливают их в резервуаре с возможностью фрикционного контакта с обечайкой, отличающийся тем, что, с целью повышения производительности путем сокращения продолжительности цикла обработки, вращающееся дно берут в виде плоского стола, а барабаны - в виде шара и свободно размещают на последнем, при этом стол вращают с угловой скоростью 40- 70 рад/с, причем диаметр стола и диаметр обечайки выбирают из следующих условий: Dex 4 Ош.,;
iJf L/C.T I LTU.K 1
где DW.-K - диаметр шарового контейнера; DCT -диаметр стола; DO -диаметр обечайки.
.
Составитель А. Букатов
Редактор Е. КопчаТехред И. ВересКорректор Л. Патай
Заказ 3523/17Тираж 714Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Сриа2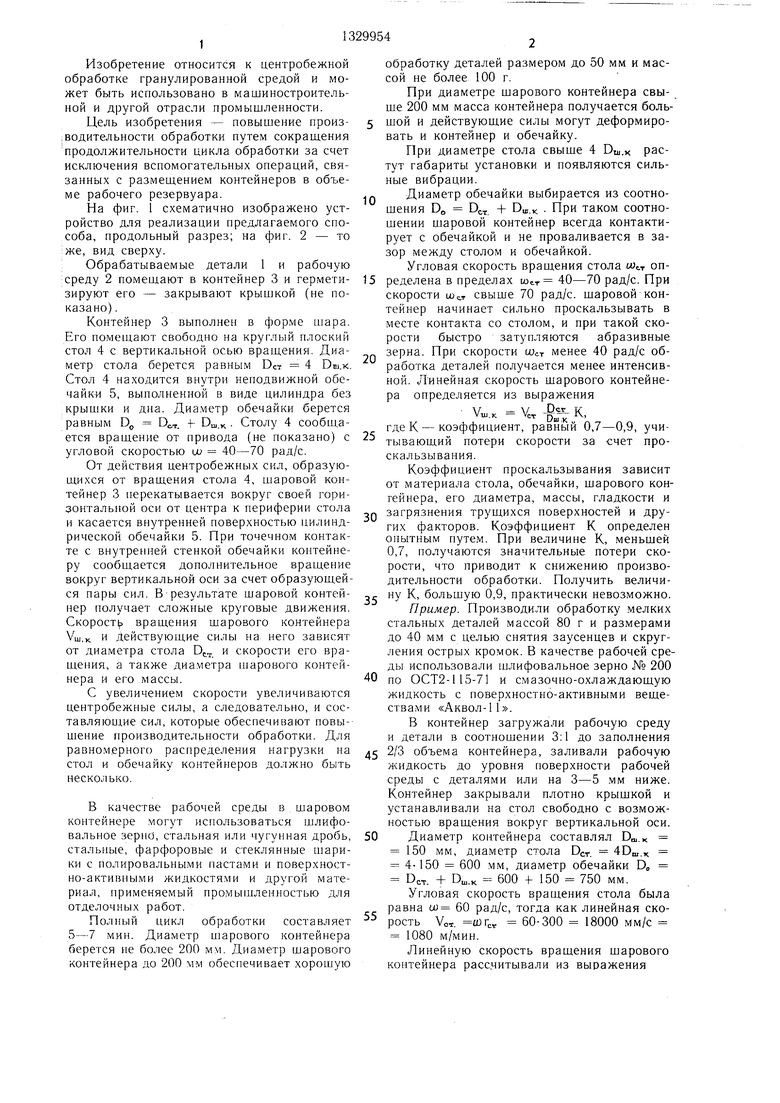
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для планетарно-центробежной обработки | 1985 |
|
SU1301665A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ ОБОГАЩЕНИЯ МЕЛКОФРАКЦИОННОЙ РУДНОЙ МАССЫ | 1996 |
|
RU2114701C1 |
| Способ центробежной обработки деталей и устройство для его осуществления | 1990 |
|
SU1781009A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МЕЛКОРАЗМЕРНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2572684C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
изобретение относится к области центробежной обработки гранулированной средой и может быть использовано при отделке поверхности мелких массовых деталей в машиностроительной и других отраслях промышленности. Оно позволяет повысить производительность путем сокращения цикла обработки. Заполненные обрабатываемыми деталями 1 и рабочей средой 2 шаровые контейнеры 3 свободно размеш,ают на плоском столе 4. Стол 4 установлен с зазором внутри неподвижной обечайки 5. Вращение стола 4 обеспечивает планетарное движение контейнеров 3 за счет их фрикционного контакта со столом 4 и обечайкой 5. 2 ил. lU (Л /ц.ст со ГчЭ со со сд 4; J фиг./
| Устройство для планетарно-центробежной обработки деталей | 1983 |
|
SU1146180A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
