Изобретение относится к кузнечно-прессо- вому машиностроению, в частности к гидравлическим прессам двойного действия, предназначенным для технологических операций вытяжки деталей с прижимом фланца, в том числе для вытяжки несимметричных деталей с неравномерным прижимом по контуру фланца заготовки.
Цель изобретения - расширение технологических возможностей пресса за счет обеспечения неравномерного прижима фланца заготовки при вытяжке несимметричных деталей, а также повышение производительности за счет обеспечения совместного движения вытяжного и прижимного ползунов пресса при холостом ходе вниз.
На чертеже представлена принципиальная гидравлическая схема системы управления прессом.
Система управления гидравлического пресса содержит гидроцилиндр 1 вытяжного ползуна 2 с рабочей 3 и возвратной 4 полостями. На вытяжном ползуне .2 закреплен инстру.мент 5 для вытяжки заготовки 6. Насос 7 через распределитель 8 и трубопроводы 9 и 10 обеспечивает подачу рабочей жидкости из бака 11 в полости цилиндра 1.
По углам прижимного ползуна 12 размешены гидроцилиндры 13-16, рабочие полости 17-20 которых разобшены между собой. Магистрали 21-24 соединяют указанные полости через распределитель 25 с источником рабочей жидкости - насосом 26 прижима. На ЭТИХ магистралях установлены дистанционно управляемые пропорциональные предохранительные клапаны 27-30. На их сливных магистралях 31-34 установлены дроссели 35-38 и реле 39-42 давления. Между распределителем 25 и цилиндрами 13-16 установлены регуляторы 43-46 расхода в виде дросселируюших элементов.
На одной из ветвей цепи питания электромагнита распределителя 8 установлено нормально-разомкнутое реле 47 нaпpяжeнияJ соединенное последовательно с электрическими выходами каждого реле 39-42 давления.
Клапаны 48-52 наполнения связывают бак 53 наполнения и рабочие полости 3, 17-20 цилиндров 1,13-16 во время холостого и обратного хода ползунов 2 и 12. Распределитель 54 связывает напорную и сливную магистрали с цилиндром 13.
Предохранительный клапан 55 служит для ограничения давления в линии нагнетания насоса 7.
Система работает следующим образом.
По команде «Пуск открываются сливы из возвратных полостей всех гидроциликд- ров. Начинается ход приближения вытяжного 2 и прижимного 12 ползунов. Рабочая жидкость из бака 53 наполнения че- рез клапаны 48-52 поступает в рабочие полости гидроцилиндров, а из возвратных
полостей через распределители 8,54 - на слив в бак 11. Вытяжной ползун 2 перемещается с некоторым отставанием относительно ползуна 12 и останавливается после
посадки ползуна 12 на заготовку 6. Включаются насос 26 и элекромагнит распределителя 25, в результате чего насос 26 через трубопроводы 21-24 сообщается с рабочими полостями 17-20 гидроцилиндров
прижима 13-16. Величина давления в каждой рабочей полости определяется настройкой соответствующего дистанционно управляемого предохранительного клапана 27-30. Регуляторы 43-46 расхода обеспечивают подпор рабочей жидкости перед магистралями 21-24 и тем самым предотвращают слив потока рабочей жидкости от насоса 26 через дистанционно управляемый предохранительный клапан, настроенный на минимальное усилие прижима. После набора заданного давления в каждой из рабочей
полостей 17-20 срабатывают дистанционно „управляемые предохранительные клапаны 27-30 и сбрасывают излищки рабочей жидкости в сливные магистрали 31-34. Местные сопротивления 35-38 обеспечивают
подпор в этих магистралях, достаточный для срабатывания реле 39-42 давления, которые выдают сигнал о получении заданного усилия прижима заготовки.
После срабатывания всех реле 39-42 давления замыкается цепь реле 47 напряжения и только после этого возможно включение насоса 7 и электромагнита распределителя 8, открывающего подачу рабочей жидкости насосом 7 в рабочую полость 3 цилиндра 1 для совершения рабочего хода вытяжного ползуна 2. Так как контакты всех
реле 27-30 давления соединены последовательно, то при недостаточном давлении в любом из четырех цилиндров 13-16 соответствующее реле давления не сработает, цепь реле 47 напряжения останется разомкнутой и рабочий ход ползуна 2 будет невозможен.
По команде на реверс ползунов 2 и 12 рабочая жидкость насосом 7 через соответственно переключенные распределители 8 и 54 подается в возвратные полости всех гидроцилиндров. Из рабочих полостей 3, 17-20 этих гидроцилиндров жидкость сливается в бак 53 через принудительно открытые клапаны наполнения 48-52 (линии управления этими клапанами не показаны). После возвращения ползунов 2 и 12 в верхнее положение система управления готова к выполнению следующего цикла работы.
Технико-экономические преимущества данной системы управления заключаются в повышении производительности труда на прессе за счет совмещения по времени
перемещения вытяжно1-о и прижимного ползунов на участке холостого хода, а также в расширении технологических возможностей пресса за счет регулировки усилия прижи.j13299934
ма в каждой из четырех точек ползуна,технологических возможностей путем некак до совершения рабочего хода вытяжно-равномерного прижима фланца заготовки
го ползуна, так и в процессе вытяжки.при вытяжке несимметричных деталей и повышения производительности, она снабжена
Формула изобретения5 регуляторами расхода жидкости, установленными на упомянутых магистралях, регулятоСистема управления гидравлическимры давления выполнены в виде дистанпрессом двойного действия, содержашаяционно управляемых предохранит.ельных
гидрораспределители с электромагнитным уп-клапанов с последовательно установленравлением, сообшенные с источником рабо-,,. ными на выходе каждого из них реле дечей жидкости и гидроцилиндрами вы-ления и дросселем, а устройство блокировтяжного и прижимного ползунов, наполни-ки перемещения вытяжного ползуна вытельные клапаны цилиндров, установленныеполнено в виде нормально-разомкнутого реле
на магистралях подвода жидкости к рабочимнапряжения, последовательно соединенного
полостям гидроцилиндров прижимного ползу-с выходами каждого из упомянутых реле
на регуляторы давления, а так же устройство15 давления и установленного в цепи элекроблокировки перемещения вытяжного ползуна,магнита распределителя гидроцилиндров
отличающаяся тем, что, с целью расширениявытяжного ползуна.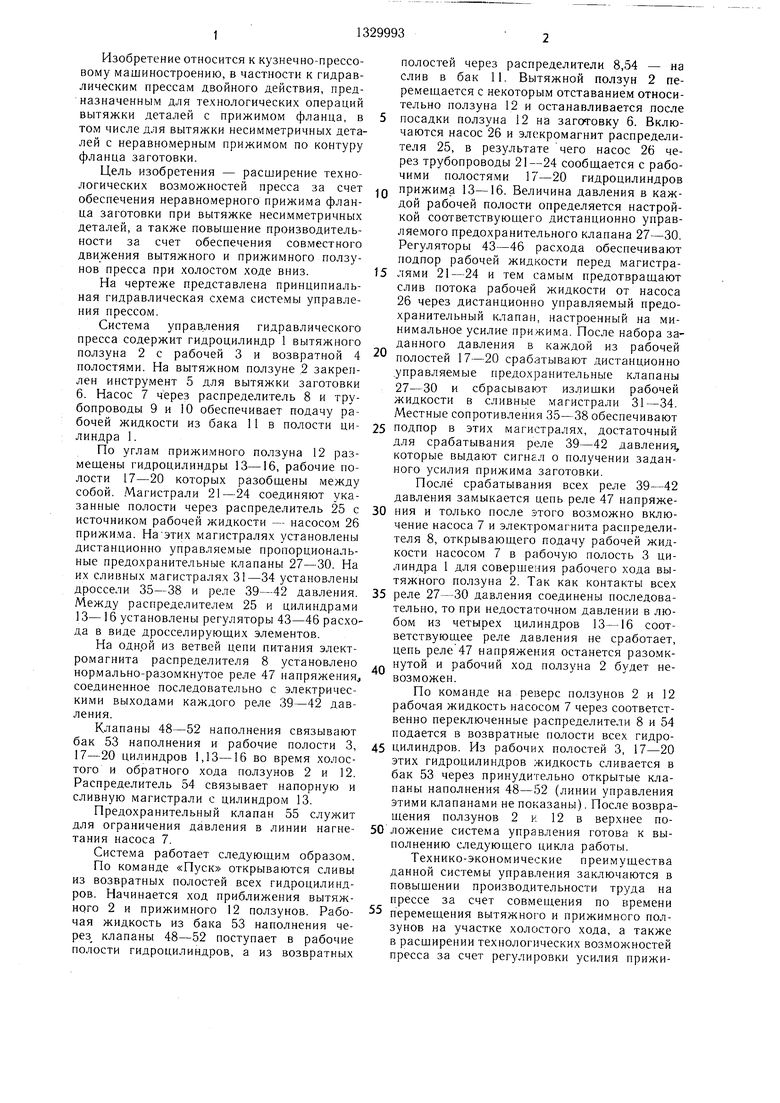
| название | год | авторы | номер документа |
|---|---|---|---|
| Прижимной ползун кривошипного пресса двойного действия | 1983 |
|
SU1148801A1 |
| Устройство для вытяжки патрубков | 1985 |
|
SU1297961A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU891482A1 |
| Гидравлический пресс | 1984 |
|
SU1220806A1 |
| Система управления гидравлическимпРЕССОМ | 1979 |
|
SU842007A1 |
| Гидравлический пресс | 1986 |
|
SU1442425A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU929463A1 |
| Система управления гидравлическим прессом | 1979 |
|
SU835829A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| ПУЛЬСИРУЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРЕССОВ ДВОЙНОГО ДЕЙСТВИЯ | 1973 |
|
SU364378A1 |
Изобретение относится к области куз- нечно-прессового машиностроения, в частности к гидравлическим прессам двойного действия, предназначенным для технических операций вытяжки деталей с прижимом фланца. Цель изобретения - расширение технических возможностей пресса за счет обеспечения неравномерного прижима фланца заготовки при вытяжке несимметричных деталей, а также повышение производительности за счет обеспечения совместного движения вытяжного и прижимного ползунов пресса при холостом ходе вниз. Для этого устройство содержит размеш,енные по углам прижимного ползуна 12 гидроцилиндры (Г) 13, 14, 15 и 16, рабочие полости которых через распределительно-предохранительную аппаратуру соединены с насосом прижима 26 и снабжены регуляторами давления. Предусмотрено устройство блокировки перемещения вытяжного ползуна 2 до набора требуемого давления в гидроцилнидрах прижима. Оно представляет собой нормально-разомкнутое реле напряжения 47, которое соединено последовательно с контактами каждого реле давления 39, 40, 41, 42 и установлено в цепи питания электромагнита распределителя 8 на линии подачи рабочей жидкости в рабочую полость 3 Г 1. Возвратная полость 4 Г 1 и возвратные полости Г 13, 14, 15 и 16 соединены с насосом 7 соответственно через распределители 8 и 54. При этом обеспечивается регулировка усилия прижима в каждой из четырех точек ползуна как до совершения рабочего хода ползуна, так и в процессе вытяжки. 1 ил. S (Л со tc ;о ;о ;о 00
| Розанов Б | |||
| В | |||
| Гидравлические прессы | |||
| М.: Машгиз, 1959, с | |||
| Разборное колесо | 1921 |
|
SU370A1 |
| Ручной ткацкий станок | 1922 |
|
SU339A1 |
