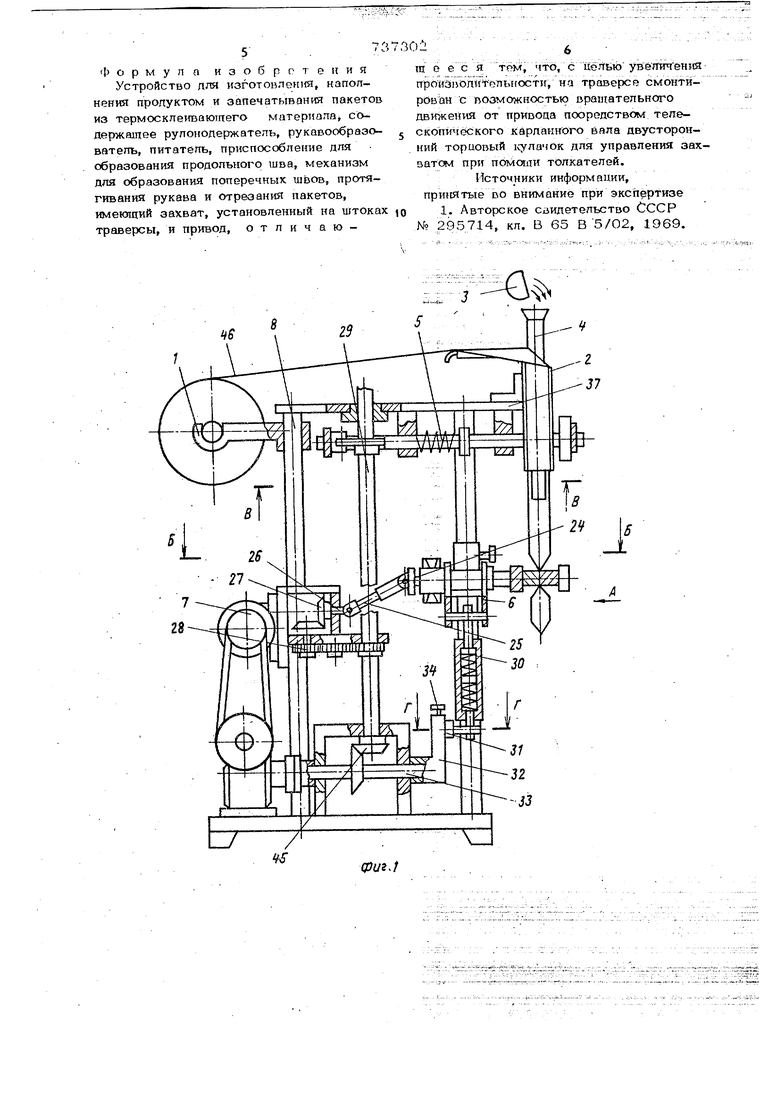
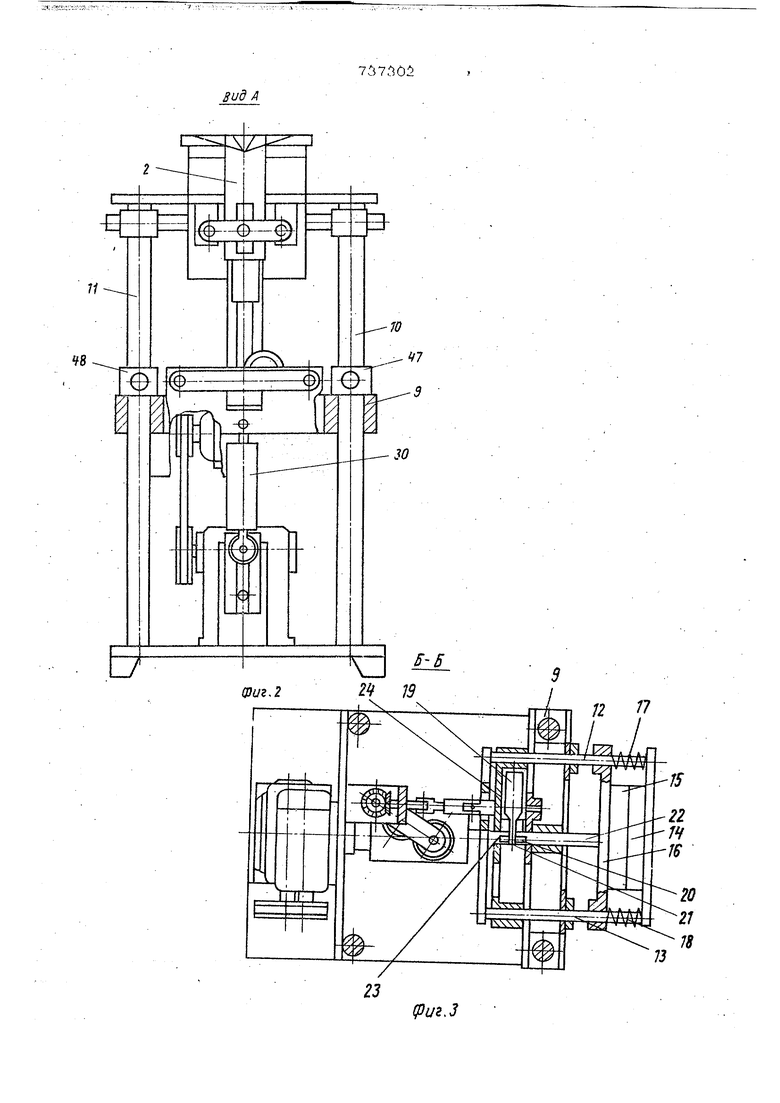
(54) УСТРОЙСТВО ДЛЯ ИЗГСУгСвЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ Изобретение относятся к упаковочной технике, а именно к упаковке продуктов в термоскпеивагожий материал. Известны устройства дпя изготовпёния наполнения продуктом н запечатывания пакетов на термосклекваютяегося матерпа па, содержащие рупонодержатель, рукавообразоватепь, приспособпение ппя образования пропольного шва, питатель н приспс(собпепкя дпя ввода продуктов в ру кав, механизм для образован й1 поперечных швов, протягивания рукава и отдепе- ния готовых пакетов, выполненный в втще захвата, установленного на штоках траверсы, и привод И Недостатком известных уст{:юйств Является то, что у них невысокая производительность, которую обуспавпнвает время срабатывания поперечного захвата, смонтированного на траверсе и приводимого в действие от силовсго пневмощ - пиндра. Целью изобретения является повышение производительности устройства. ИЗ ТЕРМОСКЛЕИВАЮЩЕГО МАТЕРИАЛА Для зтогЧ) в преНл1й йемЬм устройстве на траверсе СМоитйрован двухсторонний торцовый кулаЧок дли управпения захватим при помощи толкателей. Этот кулачок смонтирован с возможностью вращательного Движения от привода посредством телескопического карданного вала. На фиг. 1 схематично изображено Предлагаемое устройство, вид сбоку; на ф1П. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; на фиг, 4 - разрез В-В на фиг 1; на фиг. 5 - разрез Г-Г на фиг. I. Устройст1а6 содержит рулокодержатель 1 для термосклеивающегося материала, рукавообразователь 2, питатель 3, трубку 4 для ввода продукта в рукав, приспособление 5 для.образования продольного, шва, механизм 6 для образоваьпш -поперечных «JBOB, протяжки рукава н отделения готовых пакетов, привод 7 и раму 8. Механизм 6 для образования поперечHOfo шва, протяжки рукава и отделения roTOJBbix пакетов имеет траверсу 9, под737305ВИЖНО смонтированную на двух направляющих 10 и 11 рамы 8, расположенных параллельно продольной оси рукавообразователя 2. На траверсе 9, перлендикулярно её возможному движению относительно направляющих 10 и 11, смонтированы два стержня Д2 и 13, а на последних сваривающая губка 14 и опорная губка 15, а также поперечная планка 16, Сваривающая губка 14 на стержнях 12 и 13 смонтирована неподвижно, а опорная губ.ка 15 и поперечная планка 16 - с возможностью перемещения вдоль них. Сваривающая губка 14 и опорная губка 15 образзпот захват и .между собой подпру-жинены в направлении их расхождения tipH помощи пружин 17 и 18 сжатия, надетых соответственно на стержнях 12 и 13. На траверсе 9 смонтирован двусторонний торцовый кулачок 19, взаимодейс вующий с ролик.ами 20 и 21 толкателей 22 и 23, прикрепленных неподвижно к поперечной планке 16 и к планке, котора при помощи стержней 12, 13 и основани губки 14, образует подвижную рому. СЬь 24 двустороннего торцового кулачка. 19 ша)рнирно соединена с телескопическим зШрданн ым. валом 25. Другой койец вала шарнирно соединен с промежуточным валиком 26, а последний при помощи пары конических зубчатых шестерен 27 и цилиндрических колес 28 кинематически связан с вертикальным валом 29 устройства. Траверса 9 через сжимаемый шатун 30 гиарнйрно соединена с пальнем 31 эксцентрика 32, жестко установленного на горизонтальном валу 33 устройства. Для изменения величины хода траверсы 9 (длины протяжки рукава) положение пальца 31 относительно оси враще ния горизонтального вала оЗ выполнено регулируемым при помощи винта 34. Приспособление 5 образования продольного тива представляет собой раму, состоящую из двух стержней 35 и 36, подвшкно смонтированных в направляющих верхней плиты 3 7 рамы Вив обоих концах, соединенных между собой планками 38 и 39. На ппанке 38 смонтирована свари вающая губка 40, а на планке 39 смонтирован ролик 41, взаимодействующий с кулачком 42, установленным на вертикальном валу устройства. Для геометрического Эам 1каиия ролика 41 с купйчкам 42 на стержнях 35 и 36 надеты пружины 43 и 44 сжатия. Горизонтальный и вертикальный валы 33 и 29 кннематичёски связаны Между собой при помощи пары конических зубчатых июстерен 45. Вршпательное дв гжение горизонтальный вал 33 получает от привода 7 устройства. стройство работает следующим образом . Горизонтальный вал 33, вертикальный вал 29, валик двустороннего торцового кулачка и промежуточный валик 26 приводятся от привода устройства во вращательное Движение с постоянной скоростью. Подаваемый С рулона термосклеивающийся материал 46 протягивается через рукавообразователь 2 и формуется в рукав. Наложенные друг на друга края термосклеивающёгося материала 46 продольной губкой 40 свариваются в продольном направлении и образуют при этом рукав. Сваривающую губку 40 в рабочее положение приводит кулачок 42, вращающийся с вертикальным валсм 29 через ролик 41, планку 39, стержни 35 и,36 и планку 38. После образования продольного шва длиной, равной длине пакета, сваривающая губка 40 пружинами 43 и 44 отводится в нерабочее положение. Далее рукав сваривается в поперечнслл направлении, в него подается изделие или отме- ренная порция продукта. Поперечное сваривание рукава, его протяжка на длину пакета и отделение готовых пакетов осуществляется сваривающей и опорной губками 14 и 15 механизма 6 образования поперечных швов. В верхнем положении траверсы 9 сваривающие губки 14 и 15 с помощью двустороннего торцового кулачка 19, роликов 20 и 21, толкателей 22 и 23 пережимают рукав в поперечном направлении. Далее при вращении эксцентрика 32 с помощью шатуна ЗО траверса 9 со сваривающими губками 14 и 15 перемещается по направляющим 10 и 11 в нижнее положение. Одновременно Б это время происходит протяжка рукава на длину пакета, сваривание рукава ftoneрек и отделение готовых пакетов. В нижнем положении траверсы 9 сваривающие губки 14 и 15 с помощью пружин 17 и 18 открываются. При этом выдаются готовые пакеты. Далее траверса 9 с раскрытьт и сваривающими гу-бками 14 и 15 поднимается в верхнее положение. Верхнее положение траверсы 9 фиксируется регулируемыми опорами 47 и 48. Во время перемещения траверсы из нижнего в верхнее положение свар тается продольный шов рукава. Затем цикл повторяется. РЪпопьзуя изобр1етение, будет увеличена производительность устройства
о р м у п а и 3 о б р г- т е и и я Устройство для изготовления, наполнения пролуктом и запечатывания пакетов из термосклеивающего материала содержащее рупонолержатель, рукавообразоватепъ, питатель, приспособление для образования продольного шва, механизм для образования поперечных швов, протягивания рукава и отрезания пакетов, имеющий захват, установленный на штоках траверсы, и привод, отличаюга е ее я том, что, с цельюувелгтгченяя производительности, на траверсе смонтирован с возможностью вращательного лви7ке1и1Я от привода посредством телескопйчсюкого карданного йала двусторонний торцовый 1сулачок для управления захватсм при п6мо1яи толкателей. Источники информации, принятые во внимание при экспертизе
1. Авторское свилетельство СССР №295714, кл. В 65 В5/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU982975A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU971706A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1970 |
|
SU266644A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1973 |
|
SU391010A1 |
| Автомат для изготовления,наполнения продуктом и запечатывания пакетов из термопластичного материала | 1985 |
|
SU1324933A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| Автомат для упаковки продукта в пленку | 1972 |
|
SU441202A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU770931A1 |
| Устройство для изготовления, наполнения продуктами и запечатывания пакетов из ленточного термосклеивающегося материала | 1973 |
|
SU549381A1 |
фиг,}
Г1
HE
--Ф/
чь
-c
41 -3
5-Б
24 19
П 77
15
13
(риг.З
