1
Изобретение относится к технологии изготовления приборов из стекла и может быть иснользовано нри автоматизации и механизации технологического процесса производства стеклянных ареометров различного назначения.
Цель изобретения - упро1це}ше технологии изготовления и обеспечение возможности комплексной механизации процесса.
На фиг. ..1 показано установление баллона открытым концом вверх; на фиг. 2 - спайка баллона с торцом трубчатого стержня и прожиг горелкой закрытой сферы; на фиг. 3 -- загрузка гранулы; на фиг. 4 - загрузка фиксирующей смолки; на фиг. 5 - загрузка дроби; на фиг. 6 - закрытие дна корцуса.
Способ иллюстрируется следующим примером.
Баллон 1 (стеклянная трубка с одним концом, закрытым в виде сферы, длиной 220 мм, 0 16 Мм) устанавливают в патрон в вертикальном положении сферой вниз. Под баллоном 1 в другой патрон устанавливают трубчатый стержень 2 (длиной 85 мм, 04 мм) на расстоянии 2 мм от сферы баллона 1. Затем в баллон 1 вводят сверху газо-кислородо-воздущную горелку
3 с направленным нламенем. За 6 с стекло сферы размягчают. Снизу через стержень 2 подают воздух для продутия отверстия. Во избежание сворачивания стекла стержня в момент прожига стержень подают вверх на два мм . Для более качественного спая и уменьшения наплывов с наружной стороны место спая обогревают внешней горелкой 4. Затем через открытую часть баллона 1 полученного корпуса apeorvicTpa сверху дозатором подают 1 ранулу 5 смолки ф 5 мм для перекрытия отверстия стержня 204 мм. На следующей позиции подают сыпучую фиксирующую с.молку 6 и далее дозируют дробь 7. О 1ерации дозировки регламентируют наибольншм временем дозировки дроби (12 с).
0
5
0
5
0
5
0
После дозировки на расстоянии 100 мм от места снайки трубчатого стержня с баллоном 1 на последнем осуществляют разогрев, оплавку и оттяжку лишней части стекла и запайку дна 8 корпуса ареометра.
Все операции способа по времени лежат в интервале 6-12 с, т.е. максимальное время отдельной операции становится критерием оценки возможности механизации, а также автоматизации всего процесса изготовления ареометра.
Предлагаемая технология упрощает процесс спая баллона со стержнем, упрощает дозировку балластного груза, благодаря че.му отпадает необходимость в использовании рабочих растворов, вредных для здоровья, а также упрощает загрузку корпуса ареометра, которую осуществляют через открытое дно корпуса диаметром 0 16-20 мм вместо отверстия трубчатого стержня диаметром 4-6 мм, это позволяет совместить по времени процесс загрузки и стеклоформование. Закрытие дна корпуса на фиксированном расстоянии также упрощает технологию, так как разброс по массе ареометров сокращается и дает возможность перейти к унификации типов ареометров.
Формула изобретения
Способ изготовления стеклянного ареометра, включающий спаивание цилиндрического баллона с торцом трубчатого стержня, загрузку полученного корпуса ареометра балластпой дробью и фиксирующей смолкой и запайку дна корпуса, отличающийся тем, что, с целью упрощения технологии изготовления и обеспечения возможности комплексной механизации процесса, после спаивания стержня с баллоном через открытый конец последнего ведут загрузку полученного корпуса ареометра сначала фиксирующей смолкой в виде гранул, а затем дробью, после чего осунаествляют запайку дна корпуса.
EZ
23
Е2
И
фиг 2
Е
23
№КCpLl
ffijc 5
Редактор М. Недолуженко Заказ 3532/23
Составитель Л. Голубева
Техред И. ВересКорректор Л. Патай
Тираж 427Подписное
ВНИИПИ Государетвенного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полигра()ическое предириятие, г. Ужгород, ул. Проектная. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стеклянных трубок разного диаметра | 1983 |
|
SU1211227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ ТОКОВВОДОВ С КОРПУСОМ ЭЛЕКТРОВАКУУМНОГО ПРИБОРА | 2010 |
|
RU2457189C1 |
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
| Способ изготовления трубчатого спая стекла с металлом | 1977 |
|
SU716999A1 |
| Способ изготовления стеклянных стержней малого диаметра | 1990 |
|
SU1763395A1 |
| Устройство для изготовления око-шЕчНыХ СпАЕВ | 1979 |
|
SU837952A1 |
| ТЕХНОЛОГИЧЕСКАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА | 2021 |
|
RU2789268C2 |
| Устройство для спаивания стекло-издЕлий | 1979 |
|
SU814909A1 |
| Способ изготовления узлов из стекла и металла | 1988 |
|
SU1661158A1 |
| Способ получения герметичного спая титана с кристаллизующимся стеклом | 1975 |
|
SU549438A1 |
Изобретение относится к области технологии изготовления приборов из стекла. Цель - упрои1ение технологии и обеспечение возможности комплексной механизации процесса изготовления заготовки стеклянного ареометра. Первоначально формуют закрытую сферу на баллоне 1 ареометра, к которой далее припаивают трубчатый стержень 2 малого диаметра и прожигают горелкой упомянутую сферу, при этом баллон установлен открытым дном вверх. Далее ведут операцию загрузки ареометра че- рез открытое дно баллона. Загрузку начинают с фиксирующей смолки, которую подают в гранулах, превышающих по размеру диаметр стержня, а затем загружают балластную дробь, после чего производят закрытие дна ареометра. 6 ил. Q С/) 1и СО 00 00 Z1 фиеЛ «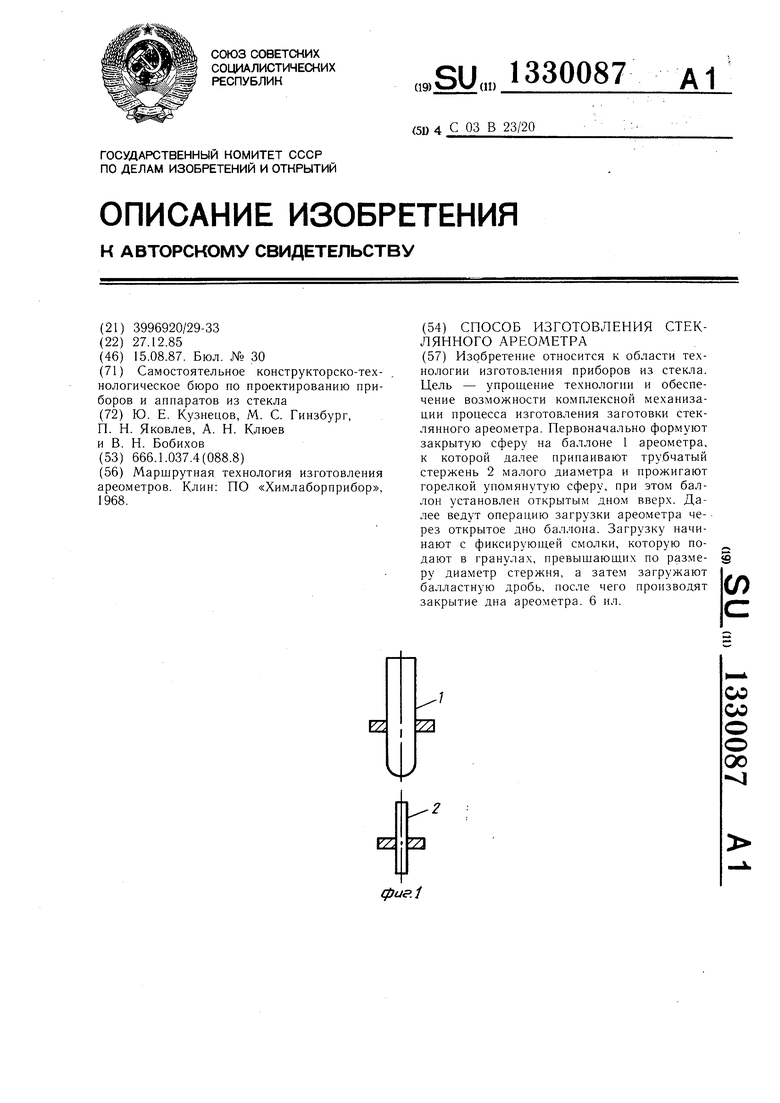
| Маршрутная технология изготовления ареометров | |||
| Клин: ПО «Химлаборприбор, 1968. |
