10
20
Изобретение относится к станко- троению.
Целью изобретения является повышеие производительности автомата пу- eM одновременной обработки детали двух сторон при однопременном расирении его технологических возможностей.
На чертеже показан предлагаемый станок, вид сверху.
Станок содержит закрепленную на станине I основную шпиндельную бабку 2, шпиндель которой оснащен зажимным патроном 3.,На продольных направ- 15 яющих станины 1 с возможностью перемещения от кулачка распределительного вала (не показан) размещен основной револьверный суппорт 4, оснащенный револьверной головкой 5. У шпиндельной бабки 2 размещены поперечные суппорты 6 и 7, управляемые кулачками распределительного вала. Последовательно со шпиндельной бабкой 2 на станине закреплена дополнительная шпиндельная бабка 8, а .на продольных направляющих- станины с возможностью перемещения размещен дополйи- тельный продольный суппорт 9, жестко связанный с основным револьверным суппортом 4 и оснащенный револьверной головкой 10, в одном из гнезд которой установлен толкатель 11. У дополнительной шпиндельной бабки 8 размещен поперечный суппорт 12, предназначенный для обработки обратной части (со стороны отрезки) детали. Револьверная головка 5 основного револьверного суппорта снабжена устройством съема детали после отрезки (не показано).
Для передачи обработанной в шпиндельной бабке 2 детали 13 в патрон дополнительной шпиндельной бабки .8 автомат может быть оснащен известным транспортным устройством с зажимным механизмом и кантователем (не показано) , установленным на станине автомата.
25
30
35
40
45
Управление всеми рабочими и вспомогательными перемещениями органов и элементов автомата осуществляется от кулачков основного и дополнительного распределительных налов.
ВНШПИ Заказ 1893
Тираж 541
Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
0
5
5
0
5
0
5
0
Автомат работает следующим зом.
После зажатия прутка патроном 3 шпиндельной бабки 2 осуществляется обработка детали. При отрезке полуобработанной заготовки револьверная головка 5 осуществляет захват свободного конца заготовки устройств ом съема, установленным в одном из гнезд револьверной головки. При повторении первой операции обработки первой стороны заготовки и после поворота устройства съема в револьверной головке 5 на 180 к устройству съема перемещается транспортное устройство с зажимным механизмом (не показано),осу- ществляюцее передачу полуобработанной заготовки в зажимной патрон дополнительной шпиндельной бабки 8. С помо толкателя 1 I револьверной головки 10 производится перемещение полуобработанной детали 13 до упора в патрон шпиндельной бабки 8. Деталь зажимается.
Далее начинается одновременная (синхронная) обработка прутковой заготовки в патроне 3 шпиндельной бабки 2с ее последующей отрезкой и штучной заготовки в патроне дополнительной шпиндельной бабки 8. По окончании обработки цикл повторяется. Предлагаемый автомат обеспечивает повьш1ение производительности обработки при одновременном расширении его технологических возможностей.
Формула изобретения
Токарный автомат, содержащий, зак- репленную на станине основную шпиндельную бабку, поперечные суппорты, установленные на направляющих станины, и продольный суппорт с револьверной головкой, отличающий- с я тем, что, с-целью повьштения производительности путем осуществления одновременной обработки детали с двух сторон, станок снабжен дополнительной шпиндельной бабкой, размещенной на станине последовательно и со- осно к основной шпиндельной бабке, и дополнительной револьверной головкой, размещённой на продольном суппорте.
Тираж 541
Подписное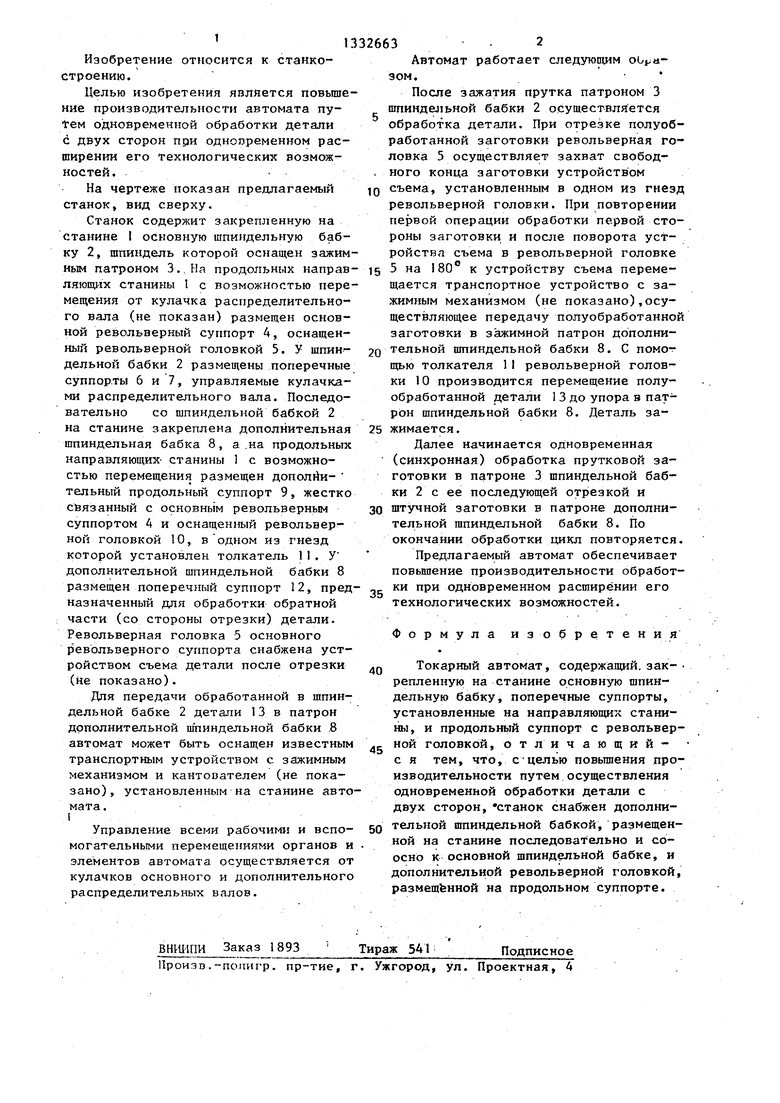
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный станок | 1983 |
|
SU1135088A1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Токарный станок для двухторонней обработки | 1985 |
|
SU1266661A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
Изобретение относится к станкостроению. Целью изобретения является повышение производительности путем осуществления одновременной обработки с двух сторон. После обработки с одной стороны в патроне 3 шпиндельной бабки 2 первая полуобработанная деталь отрезается от прутка и перемещается с помощью уст1)ойствл съема револьверной головки 5 и транспортного устройства с захватом (не показано) в зажимной патрон дополнитёль- ной шпиндельной бабки 8. В дальнейшем обработка заготовок в патронах шпиндельных бабок 2 и 8 производится однодременно. W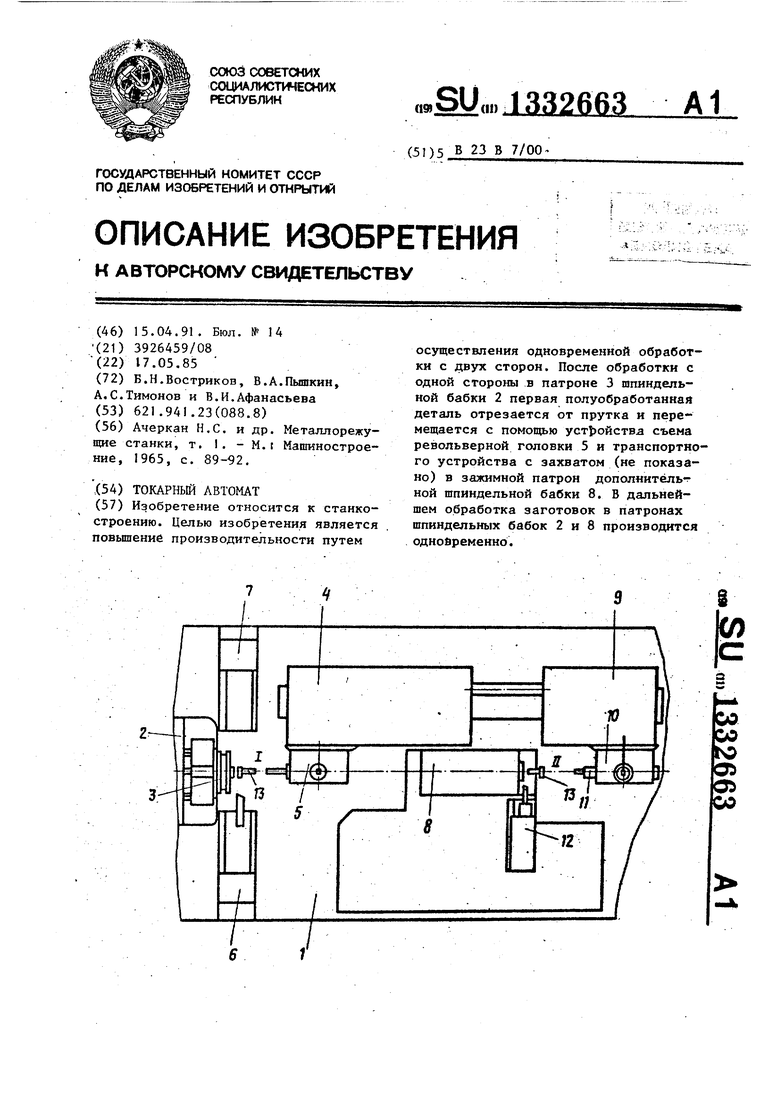
| Ачеркан Н,С | |||
| и др | |||
| Металлорежущие станки, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М | |||
| Машиностроение, 1965, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| ,(54) ТОКАРНЫЙ АВТОМАТ | |||
