Изобретение относится к сварочному оборудованию,в частности к автоматическим устройствам для дуговой сварки с колебаниями сварочной горелки, и может быть использовано при сварке многослойных швов..
Целью изобретения является зьшол- нение сварки многослойных швов с программированием раскладки отдельных валиков за счет настройки блока координатных перемещений горелки на заданнь1е параметры.
На фиг. 1 представлено предлагае20
мое устройство, общий вид; на фиг. 2- g многослойного сварного шва. кинематическая схема устройства; на Поворот кулачков 17 осуществляется фиг. 3 - схема раскладки валиков многослойного шва.
Устройство для дуговой сварки содержит блок I координатных перемещений горелки, привод с электродвигателем 2j установленный на крьш1ке блока 1 шарнирно-рычажный механизм 3, состоящий из звеньев 4 и 5 соответственно вертикального и горизонтального перемещений горелок 6. Электродвигатель 2 через соединительную муфту 7
за период поворота мальтийского креста 12 одновременно с поворотом кулачков 16 подъема за половину периода с подъемом звеньев 4 и 5. За вторую половину периода поворота кулачков 16 осуществляется плавное опускание звеньев 4 и 5 до соприкосновения их с регулируемыми по высоте штырями 18. 25 В результате сложения двух движений звеньев 4 и 5 горелки 6 перемещаются по сложной траектории, заданной прогсоединен с-редуктором, состоящим из раммой при сварке многослойных швов. червяка 8, червячного колеса 9, жест- При переходе на сварку многослойного ко соединенного с двумя шестернями 10 30 шва с другой программой без регулиро- и водилом 11, и мальтийского крес- вания штырей 18 достаточно произвеста 12, количество пазов которого соответствует количеству валиков многослойного шва.
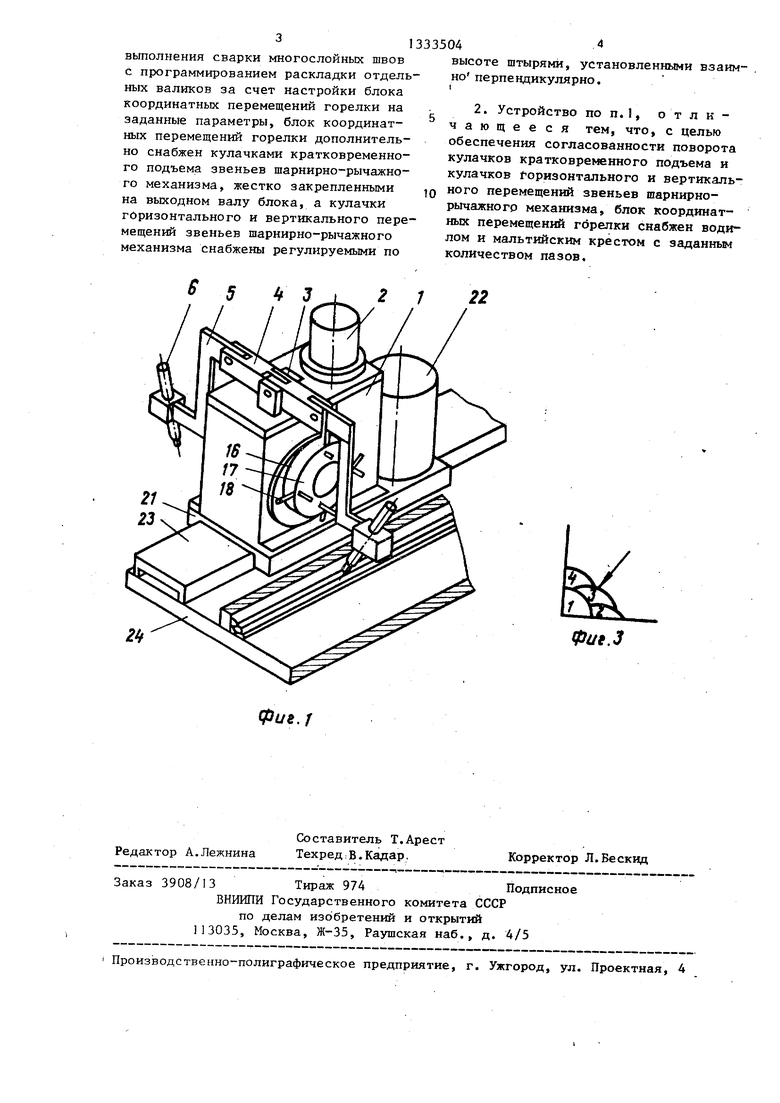
Блок, состоящий из червячного колеса 9, шестерней 10 и водила 11, установлен на валу 13. На выходном валу 14 закреплены мальтийский крест 12 и две шестерни 15, сблокированные с кулачками 16 подъема звеньев 4 и 5 шарнирно-рьгчажного механизма 3.
На концах вала 14 закреплены кулачки 17 горизонтального и вертикального перемещений звеньев 4 и 5 шар- нирно-рычажного механизма 3 с регулируемыми по высоте штырями 18. Кулачки I7 закреплены на валу 15 посредством фиксируемых стаканов 19 и фиксаторов 20.
Устройство для дуговой сварки закреплено на каретке 21 с приводом 22 перемещающейся по направляющей 23, установленной на свариваемом изделии 24.
Устройство дпя дуговой сварки работает следующим образом.
Вращение электродвигателя 2 через соединительную муфту 7 передается на червяк 8, которьй начинает вращат
червячное колесо 9, а вместе с ним шестерни 10 и водило 11, производящее поворот мальтийского креста 12 на заданный угол.
Шестерни 10 передают вращение на шестерни 15 и кулачки 16 подъема, которые поднимают звенья 4 и 5 шарнир- но-рычажного механизма 3 на высоту подъема кулачков, что обеспечивает свободный поворот кулачков 17 с регулируемыми по высоте штырями 18, установленными на необходимый размер согласно программе раскладки валиков
многослойного сварного шва. Поворот кулачков 17 осуществляется
за период поворота мальтийского креста 12 одновременно с поворотом кулачков 16 подъема за половину периода с подъемом звеньев 4 и 5. За вторую половину периода поворота кулачков 16 осуществляется плавное опускание звеньев 4 и 5 до соприкосновения их с регулируемыми по высоте штырями 18. В результате сложения двух движений звеньев 4 и 5 горелки 6 перемещаются по сложной траектории, заданной прог
и поворот кулачка I7 на ступице стаана 19 до установки штырей 18 под звенья 4 и 5 шарнирно-рычажного механизма 3.
Предлагаемое устройство позволяет упростить технологию сварки многослойных швов, производить сварку двух параллельных швов по различным прогРаммам, ускорить переналадку на сварку щва с другой программой, исключить механическую обработку при подгонке профиля кулачка и обеспечить возможность изменения координаты любой отдельной точки траектории перемещения горелки.
Формула изобретения
1. Устройство доя дуговой сварки, содержащее сварочную горелку, закрепленную на звене шарнирно-рычажного механизма, блок координатных перемещений горелки с кулачками горизон- тального и вертикального перемещений звеньев шарнирно-рычажного механизма, закрепленными на выходном валу блока, и электропривод, отличающееся тем, что, с целью
31
выполнения сварки многослойных швов с программированием раскладки отдель ных валиков за счет настройки блока координатных перемещений горелки на заданные параметры, блок координатных перемещений горелки дополнительно снабжен кулачками кратковременного подъема звеньев щарнирно-рычажно- го механизма, жестко закрепленными на выходном валу блока, а кулачки горизонтального и вертикального перемещений звеньев шарнирно-рычажного механизма снабжены регулируемыми по
33504
высоте штырями, установленными взаимно перпендикулярно.
I
2. Устройство по п.1, отличающееся тем, что, с целью обеспечения согласованности поворота кулачков кратковременного подъема и кулачков Горизонтального и вертикаль- 0 кого перемещений звеньев шарнирно- рычажного механизма, блок координатных перемещений горелки снабжен води- лом и мальтийским крестом с заданным количеством пазов.
2h
22
Фи.З
фиб,г
Редактор А.Лежннна
Составитель Т.Арест Техред:В.Кадар,
Заказ 3908/13 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производствеино-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Бескид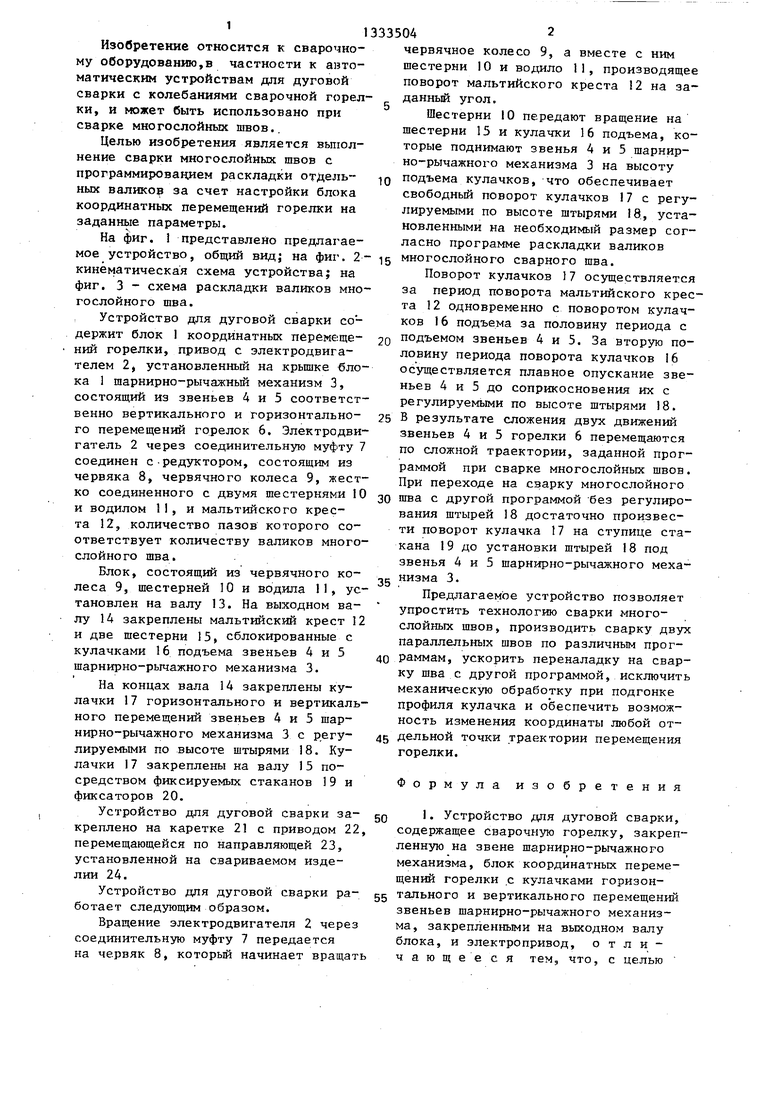
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуговой сварки | 1988 |
|
SU1500446A1 |
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для многопроходной сварки кольцевых неповоротных швов | 1986 |
|
SU1389961A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для многопроходной сварки | 1990 |
|
SU1780971A1 |
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1976 |
|
SU605706A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
Изобретение относится к автоматическим устройствам для дуговой сварки с колебаниями сварочной горелки и может быть использовано при сварке многослойньос швов. Целью изобретения является выполнение сварки многослойных швов с программированием раскладки отдельных валиков за счет настройки блока координатных перемещений горелки на заданные параметры. Устройство содержит электропривод 2, вращающий через червяк 8 и колесо 9 шестерни 10 и водило П, поворачивающее мальтийский крест (МК) 12 на за- данньй угол. Шестерни 10 вращают через шестерни 15 кулачки 16 подъема звеньев 4 и 5 с горелками 6, а МК 12 поворачивает кулачки 17 с регулируемыми штырями.(Ш) 18, выставленными по заданной программе раскладки валиков шва. Кулачки 16 за каждую половину оборота поднимают и опускают звенья 4 и 5 с горелками 5, а кулачки 17 поворачивают звенья 4 и 5 с горелками 6 на заданньй угол паза Ж 12 и высоту Ш 8 в полупериод опускания кулачков 16. При этом горелки 6 перемещаются по сложной траектории, полученной в результате сложения двух движений звеньев 4 и 5. Обеспечивается возможность изменения координат любой точки траектории за счет регулирования высоты Ш 18 кулачков 17. 1 э.п. ф-лы, 3 ил. (Л 00 со САЭ сл фие.2
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1976 |
|
SU605706A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
