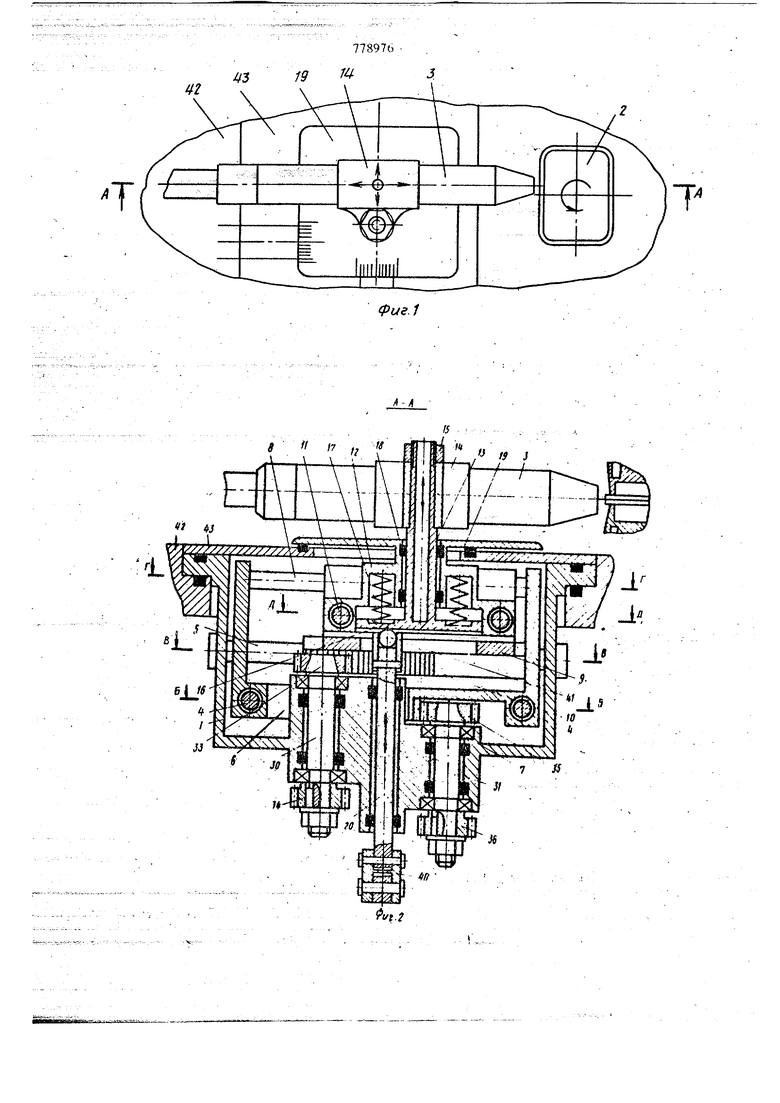
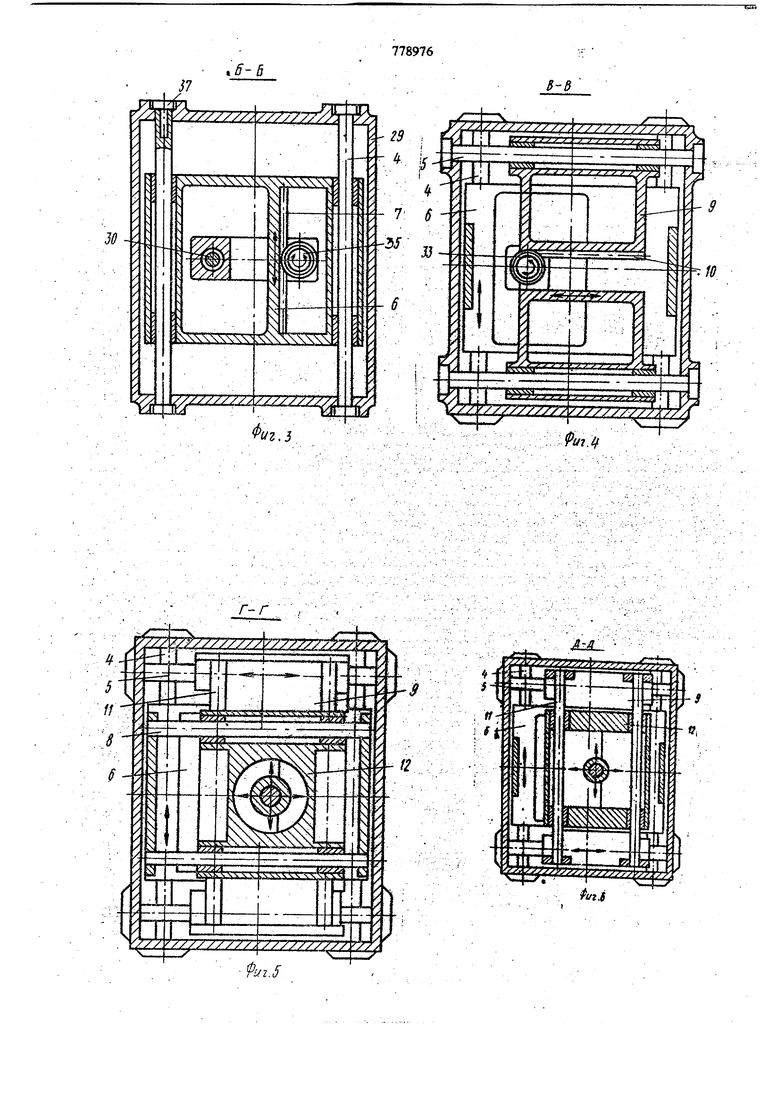
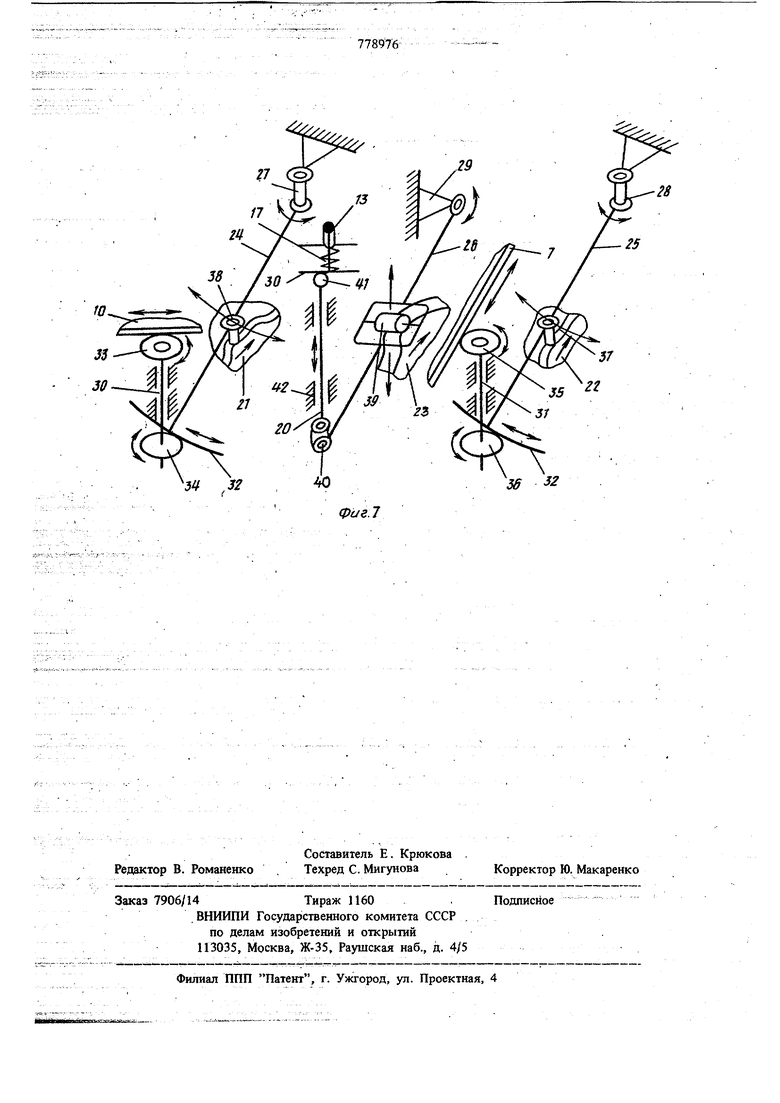
Изобретение относится к сварочному произ водству, а именно к устройствам для сварки замкнутых швов, имеющих конфигурацию слож ной формы, например для герметизации онкостенных стыков Корпусов малогабаритных изделий электронной техники (интегральных схем квантовых излучателей, кварцевых резонаторов и др.) в электронной и других областях промышленности. Известно устройство для сварки коробчатых изделий с замкнутым швом, содержащее механизмы для перемещения изделия в двух взаимно перпендикулярных направлениях и поворота сварочной горелки 1,. Однако вследствие большой инерционности подвижньтх частей, неравномерного расп1х;деяе ния скорости сварки по линии свариваемого стыка, меняющихся углов наклона оси источника нагрева к линии шва, больишх отклонений по величине зазора и смещений от линии шва известиь1е устройства не пригоднь для прецизионной сварки малогабаритных тонкостеюсых изделий, имеющих стьпси сложной конфигурации. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для сварки изделий с криволинейным контуром, содержащая поворотную оправку для изделия, также сварочную горелку, закрепленную на штоке ползуна, и механизм перемещения сварочной горелки, вьшолненный в виде установленных на основании каретки для перемещения сварочной горелки вдоль ее оси, каретки для перемещения сварочной горелки перпендикулярно ее оси, связанных с ползуном сварочной горелки, поворотного вала с двумя копирными кулачками, а также двух рычагов, взаимодействующих с соответствующими им кулачками и каретками. В этой установке каретка для перемещения сварочной горелки перпендикулярно ее оси перемещается на двух направляющих стержнях, закрепленных в кроншейнах каретки для перемещения горелки вдоль ее оси йод действием кулачково-рычажного механизма. В свою очередь, каретка для перемещения сварочной горелки вдоль ее оси движется по иаправляю1дим стержням, закрепленным на станине. Таким образом, сварочная горелка. 377 закрепленная неподвижно на каретке для перемещения ее перпендикулярно оси, воспринимает суммарную составляющую погрешностей, воспроизводамь1Х каретками 2. Однако известная установка обладает большой инерционностью при резком изменении ско рости и направления перемещения горелки и /создает значительные колебания и смещения ее относительно контура свариваемого стыка, что снижает качеств.о сварки. Установка непригодна для герметизации тонкостенных малогабаритных корпусов ряда изделий злектронной техники, неприменима также для сварки изделий, полностью расположенных в среде защитного газа под давлением или в вакууме, и не обеспечивает сварки пшов в трех координатных направлениях, Цель изобретения - повьшение качества свар ки путем увеличения точности перемещения сварочной горелки, а также првыщение производательности за счет обеспечения сварки криволинейных швов в трех координатных направлениях;. .- - . Поставленная цель достигается тем, что на каретке для перемещения сварочной горелки вдоль ее оси закреплены зубчатая рейка н перпендикулярные оси горелки направляющие скалки, на каретке для.перемещения сварочной горелки перпендикулярно ее оси закреплены зубчатая рейка и параллельные оси горелки направляющие скалки, при этом ползун Смонтирован на указанных Направляющих скалках, рычаги выполнены в виде зубчатых секторов с рейками соответствующих им кареток. Штрк ползуна с закрепленной на нем сварочной горелкой установлен с возможностью перемещения в направлении, параллельном оси поворота оправки с изделием, и.оснащен механизмом его перемещения, вьшолненным в виде закрепленного на поворотном валу механизма перемещения сварочной горелки дополнительного копирного кулачка, и щарнирно установленного на основании рычага, взаимодействующего с дополнительнь1М копирным кулачком н штоком ползуна. На фиг. 1 схематически изображена предпагаемая установка, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на. фиг. 3 - сечение Б-Б на фиг. 2; на фиг. Ч - сечение В-В на фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 2; на фиг. 6 - сечение Д-Д на фиг. 2; на фиг. 7 кинематическая схема. Установка содержит смонтированную тш основании 1 поворотную оправку 2 для изделия и сваро«н ю горелку 3, установленную с возможностью перемещения вдоль своей оси, перпендикулярно зтой оси и параллельно оси пово рота оправки. Механизм перемещения сварочной горелки 3 содержит закрепленные на основании 1 перпендикупярные оси горелки направляющие 4 и параллельные оси горелки направляющие 5, причем на направляющих 4 установлена каретка 6 для перемещения сварочной горелки перпендикулярно ее оси с закрепленными на нем рейкой 7 и параллельными оси горелки направляющими скзлками 8, а на направляющих 5 смонтирована каретка 9 для перемещения сварочной горелки вдоль ее оси, на которой закреплены рейка 10 и перпендикулярные оси горелки направляющие скалки 11. На-направляющих скалках .8 и 11 установлен с возможностью свободного перемещения ползун 12, на щтрке 13 которого смонтирована посредством опорной муфты 14 и гайки 15 сварочная горелка 3. Шток 13 вьшолнен с опорным фланцем 16, подпружиненным пружиной 17 относительно корпуса ползуна 12. На ползуне .12 установлены направляющие втулки 18 для штока 13 и защитный фартук 19. Кроме того, механизм перемещения сварочной горелки содержит закрепленные на основании толкатель 20, поворотный вал с установленными на нем копирными кулачками 21, 22 и 23 н рь1чаги 24, 25 и 26, смонтированные на ос новании посредством шарниров 27, 28 и 29 и оси 30 и 31. Рычаги 24 н 25 выполнены в виде зубчатых секторов 32, на оси 30 установлены промежуточные шестерни 33 и 34, а на оси 31 - промежуточные ш естерни 35 и 36. На зубчатых секторах 32 смонтированы поводки 37 и 38, взаимодействующие соответственно с копирнь1ми кулачками 22 и 21, на рычаге 26 закреплен ролик 39, взаимодействующий с копирным кулачком 23, при зтом рьгчаг 26 посредством серьги 40 соединен с толкателем 20, оснащённым шаровой опорой 41, взаимодействующей с опорным фланцем 16 штока 13. Основание 1 выполнено в виде закрепленного Иа технологическом столе 42 корпуса с защитной крышкой 43. Оси 30 и 31, толкатель 20, защитная крышка 43 и защитный фартук 19 установлены в корпусе через защитные уплотнения, исключа- . ющИе попадание паров и капель смазки в зону сварки. Установка работает спецующигЛ образом. Включают привод поворотного вала, вращая копирныв кулачки 21-23, причем по заданной на кулачках программе сварки осуществляется автоматически загрузка, фиксация, зажим свариваемого изделия в оправке 2 и поворот его во время сварки криволинейных, изменяющихся по кривизне участков стыка с одновременным перемещением сварочной горелки вдоль и перпендикулярно ее оси, а также параллельно оси поворота оправкн 2. При вращении кулачков 21 и 22 п(шодки 38 и 37 поворачивают зубчатые сектора 32, которые через соответствующие промежуточные шестерня 33 н 34 или 35 и 36 взаимодействуют с рейками 10 и 7, перемещая соответствующие программе кулачков каретки 6 или 12, перемешая сварочную горелку вдоль ее осн и перпендикулярно ее оси и производя сварку криволинейного шва в одной плоскости. При сварке криволинейного шва н в третьей координатной пло кости копирный кулачок 23 взаимодействует с роликом 39 рычага 26 и поворачивает его. При этом рычаг 26 посредством серьги 40 взаимодействует с толкателем 20, перемещаккцнм шток 13 со сварочной горелкой 3 вдоль осн , поворота оправки 2 с изделием. Цикл сварки заканчивается отводом горелки 3 от сваренного изделия, возврашеннем механиз ма в исхошюе положение (раскрытием оправки и удалением сваренного изделия. Применение новых элементов. плавающего вдоль двух пар направляющих стержней и зу6ча тых; реек ползуна, размещение указанных взаимно перпендикулярных направляющих стерж Ней на каретках для продольного н поперечного перемещения горелки значительно повьпшет устойчивость н жесткость подвнжнь1Х соединений кареток и ползуна, уменьшает составляющу погрешностей при перемещении горелки, повь1шает маневренность механизмо В, что позволяет, обеспечить высокое качество сварки, производить сварку корпусов и деталей, швы которых изогнуты в трех координатных направлениях, а это значительно повышает производительность и качество сварки участков швов. Кроме того, нз зоны сварки удалены подвижные детали механизмов, следствием чего является возможность использования ее в среде инертного газа под давлением или в вакууме. Применение предлагаемой установка позволяет увеличить скорость сварки с 8 м/ч до 50 м/ч, применить среду зaшиtнoгo газа дня заполнения герметизируемых сваркой изделий, увеличить выход годных изделий на 38%, осуществить герметнзайсию малогабаритных тонкистенных изделий электронной техники, сварные стыки которых могут иметь сложную конфигурацию и округления на углах любого радиуса. Формула изобретения 1. Установка для автоматической сварки изделий с криволинейным контуром, содержащая поворотную оправку для изделия, а также сварочную горелку, закрепленную на щтоке ползуна, и механизм перемещения сварочной горелки, рьшолненный в виде установленных на основашш каретки для перемещения сварочной горелки вдоль ее оси, каретки для перемещения сварочной горелки перпендикулярно ее оси, поворотного вала с двумя копирными куличками, а также двух рычагов, взаимодействующих с соответствующими им копирш 1ми кулачками н каретками, о т ли чающаяся тем, что, с целью повышения качества сварки путем увеличения точности перемещения сварочной горелкн, на каретке для перемещения сварочноЙ горелки вдоль ее оси закреплены рейка и перпендикулярные оси горелки направляющие скалки, на каретке для перемещения сварочной Горелки перпендикулярно ее. оси закреплены рейка и параллельные осн горелкн направляющие скалки, ползун смонтирован на указанных направляющих скалках, рычаги вьшолнены в виде зубчатых секторов с рейкамн соответствующих нм кареток. 2. Установка по п. t, о т л н ч а ю щ ая с я тем, vjOi с целью повышения производительности путем обешечения сварки криволинейных швов в tpex координатных направлениях шток ползуна с закрепленной на нем сварочной горелкой устано влен с возможностью перемещения в направлении, параллельном оси поворота оправки с изделием, и оснащен мехаш эмом его перемещения, вьшолненным в виде закрепленного на поворотном валу механизма перемещения сварочной горелки дополнительного копирного кулачка и шарнйрно установленного на основании рычага, взшмодействующего с дополнительным кошфнЫм кулачком н штоком, ползуна. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 498141, кл. В 23 К 37/02, 1974. 2.Патент ФРГ N 1.527.255, кл. 49 h 37/00, 1971..
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки изделий с криволинейным контуром | 1977 |
|
SU745626A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| Устройство для сварки | 1978 |
|
SU816731A1 |
| СВАРОЧНЫЙ АВТОМАТ | 1968 |
|
SU218350A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙШВОВ | 1971 |
|
SU312699A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
| Устройство для перемещения инструмента | 1990 |
|
SU1729721A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
: M :if
JLJL.
