:л
1500446
Изобретение относится к спарке, частности к автоматическим устойствам для дуговой сварки, и может ыть использовано при сварке многова- г
ИКОВЫХ ШВОВо
Целью изобретения является упрощеие конструкции привода механизма еремещения сварочной горелки поперек ва и повышение надежности его рабо- О ты.
tfa фиг. 1 изображено устройство, обий вид; на фиг. 2 - кинематическая схема устройства.
Устройство для дуговой сварки со- 15 ержит направляющую 1, установленную на ней каретку 2 перемещения сварочной горелки 3, жестко связанной с щарнирно-рычажным механизмом 4, смонтированным на каретке 2 и состоящим из горизонтального звена 5 и звена 6, отклоненного от вертикальной оси на угол 10-25, Этот угол определен экспериментальным путем. При угле меньше 10° наблюдались сбои в работе устройства, а при угле больше 25° устройства работоспособно, но это ведет к неоправданному увеличению габаритов устройства,
Шарнирно-рычажный механизм пред- 30 назначен для перемещения горелки поперек щва. Звенья 6 и 5 шарнирно- рычажного механизма 4 имеют винтовые регулируемые упоры 7 в количестве, равном числу валиков в шве. Под каж- 35 дым. винтовым упором на корпусе каретки 2 закреплена пластинчатая пружина 8 с электронагревателем 9. Пластинчатые пружины выполнены из термочувствительного металла, обладающего 40 памятью формы, например из никелида титана (54-56% никеля, остальное - титан, многократное изменение формы cBbmie 10 циклов, температура срабатывания 70°С, температура возврата 45 100% формы ), .
Устройство для дуговой сварки работает следующим образом.
Направляющая 1 ориентируется для
50
сварки первого валика сварного шва
на изделии., Ю, После сварки первого валика включаются нагреватели 9 пластинчатых пружин 8 первой пары винтовых упоров 7. Пластинчатые пружины . 8 под воздействием нагрева (выше +70°С) изменяют свою форму и из положения а, показанного на фиг,2 пунктиром, переходят в состояние б, по
казанное сплошной линией, и воздействуют на упоры 7 обоих звеньев шарнир- но-рычажного механизма, отчего сварочная горелка 3 в результате сложения /,вух движений звеньев занимае т положение, соответствующее сварке второго валика шва.
После сварки второго валика нагрев первой пары пластинчатых пружин отключается и они, охлаждаясь (ниже +40 С), принимают исходное положе ние (а), одновременно включаются нагреватели следующей пары пластинчатых пружин и сварочная горелка принимает положение для сварки третьего валика и т,д,
Использование изобретения позволит упростить конструкцию сварочных автоматов для сварки-многослойных швов за счет ликвидации электромеханического привода, удешевить изготовление предлагаемого устройства, а также повысить надежность работы устройства за счет ликвидации вращающихся и движущихся деталей, снизить зат раты на обслуживание и изготовление запасных частей.
Ф о р м у л а и 30 бретения
1.Устройство для автоматической дуговой сварки, преимущественно мно говаликовых швов, содержащее направ- ляющую, установленную на ней каретку, смонтированные на каретке шарнир- но-рычажный механизм перемещения сварочной горелки поперек шва, привод шарнирно-рычажного механизма, включающий регулируемые упоры, сварочную горелку, закрепленную на звене шарнирно-рычажного механизма ее перемещения, отличающееся тем, что,.с целью упрощения конструкции привода механизма перемещения сва- рочной горелки и повьшения надежности его работы, привод шарнирно-рычажного механизма вьшолнен в виде пластинчатых пружин, изготовленных из термочувствительного материала, обладающего памятью,формы, и электронагревателей по числу пружин.
2.Устройств о по п, 1, отличающееся тем, что пластинчатые пружины изготовлены из никелида титана,
3.Устройство поп, 1, отличающееся тем, что регулируемые упоры установлены на звеньях шарнирно-рычажного механизма.
ю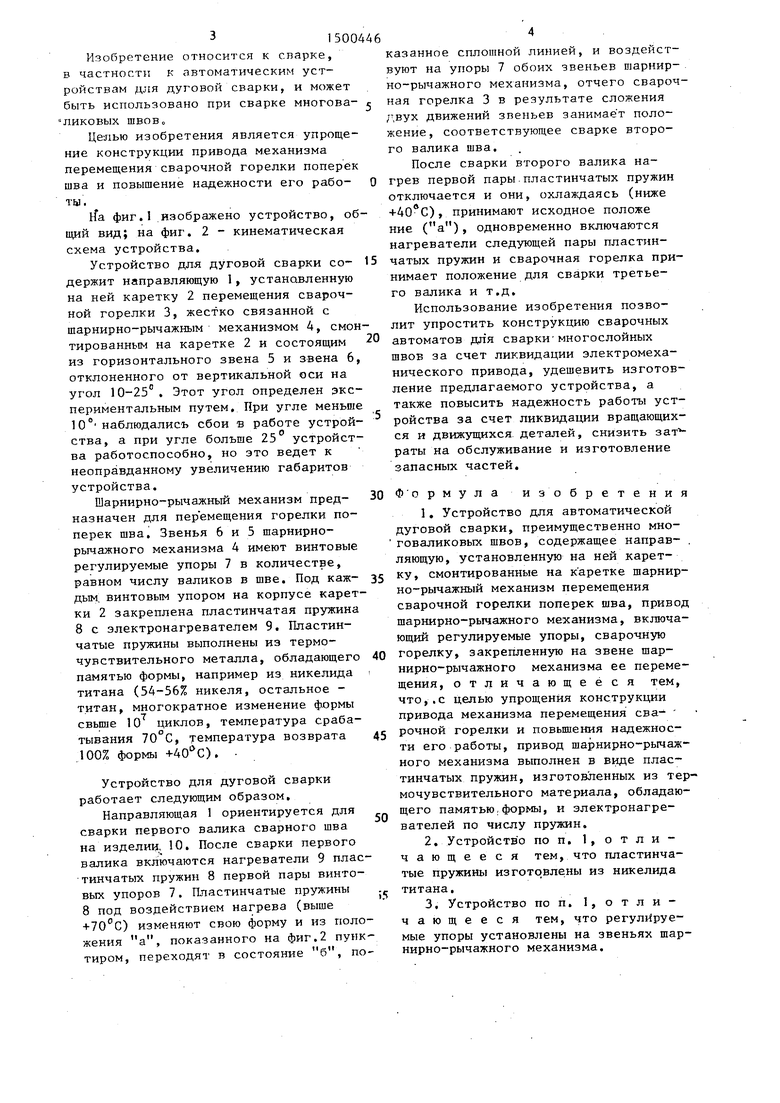
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1986 |
|
SU1333504A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки | 1987 |
|
SU1426735A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Устройство для сварки горизонтальных швов трубчатых колонн | 1982 |
|
SU1016125A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Устройство для защиты от окисления кольцевых сварных швов | 1988 |
|
SU1590267A1 |
| Установка для сварки продольных стыков с деформированием металла шва | 1985 |
|
SU1260147A1 |
Изобретение относится к сварке , в частности, к устройствам для автоматической дуговой сварки, и может быть использовано при сварке многоваликовых швов. Цель изобретения - упрощение конструкции привода механизма перемещения сварочной горелки поперек шва и повышение надежности его работы. На направляющей 1 установлена каретка, на которой смонтирован шарнирно-рычажный механизм. На звене 6 этого механизма закреплена сварочная горелка 3. Перемещение сварочной горелки 3 поперек шва при наложении его валиков осуществляется за счет изгиба при нагреве и распрямления при охлаждении пластинчатых пружин 8, изготовленных из материала, обладающего памятью формы, например из никелида титана. Нагрев пружин осуществляется от электронагревателей 9. Число пар пружин 8 выбирается равным числу положений сварочной горелки 3. 2 з.п. ф-лы, 2 ил.
Фиг./
| Устройство для дуговой сварки с поперечными перемещениями электрода | 1976 |
|
SU605706A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1333504A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
