SS
сл
оо 00
О)
4
о
00
0)1/1.1
формации и установлена с возможностью взаимодействия с токоведущими губками вспомогательных цилиндров (Ц) 12, 13, .14 и 15 в положении зажатия. Каждый зажим машины снабжен дополнительным гидрораспределителем (Г) 21, вы-, ходы которого подключены к вспомогательным Ц зажатия. По команде, зажатия заготовок центральным Ц 10 Г 18 занимает правую позицию. Ц 10 опускает губку 11 до упора в свариваемый лист 26. При команде на дожатие за- 1жимаемого листа Ц 12, 13, 14 и 15 Г
86403
|21 занимает правую позицию. Токоёеду- йще губки вспомогательнь1х Ц равномерно прижимают лист по всей ширине. . При наладке машины на новое изделие, когда требуется замена гибкой губки, ее достаточно отсоединить только от Ц. 10, что снижает время переналадки. Прижатие гибкой губки к привариваемому листу по всей его ширине с помощью ряда Ц обеспечивает стабильный прижим детали и уменьшает количе Ьтво переходных контактов, что снижает электрические потери. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Зажимное устройство контактной стыкосварочной машины | 1990 |
|
SU1818182A1 |
| Устройство для центрирования и зажима | 1988 |
|
SU1613288A1 |
| Устройство для регулирования давления при сварке трением | 1985 |
|
SU1301613A1 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
| Машина для контактной стыковой сварки труб | 1984 |
|
SU1191224A1 |
Изобретение относится к машинам для контактной стыковой сварки и может быть использовано при сварке оплавлением листов, лент, полотнищ, обечаек и т.д. Цель - повышение надежности работы машины и производительности труда. Для этого верхняя зажимная губка 11 каждого зажима выполнена гибкой в пределах упругой де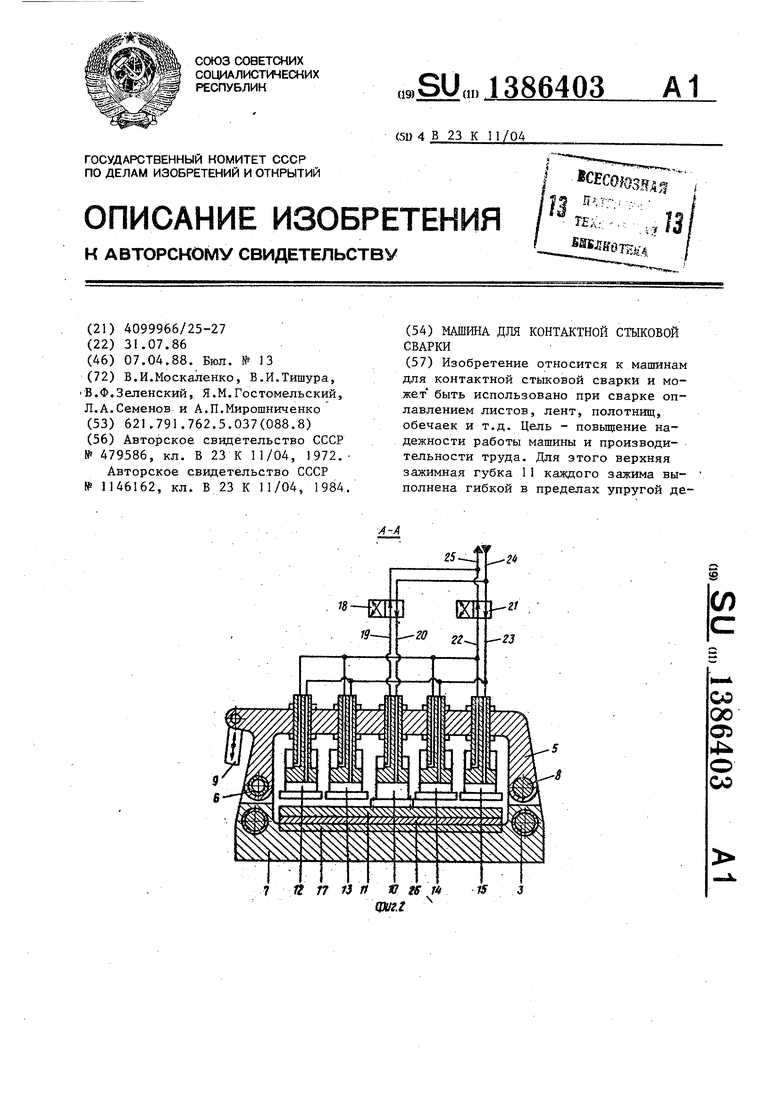
1
Изобретение относится к оборудованию для контактной стыковой сварки и может найти применение для сварки оплавлением тонких широкополосных лент, листов, полотнищ, обечаек и т.д.
Цель изобретения - повьшзение надежности работы машины и производительности труда за счет сокращения времени наладки мащины на новое изделие.
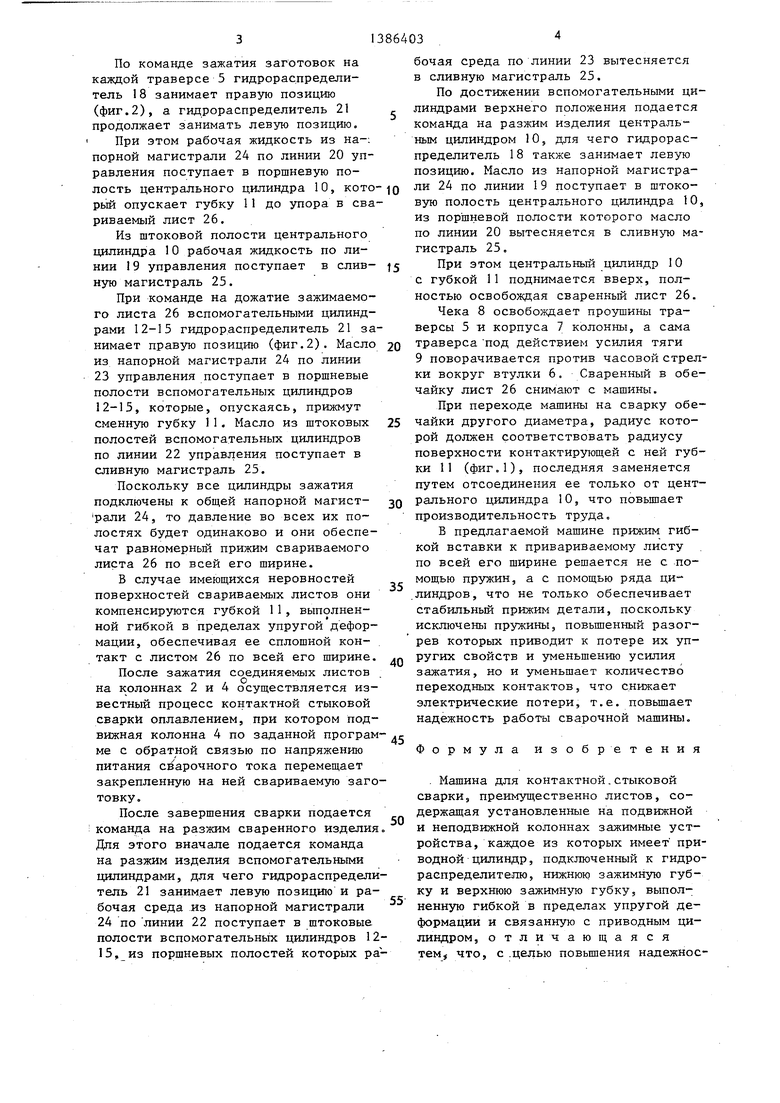
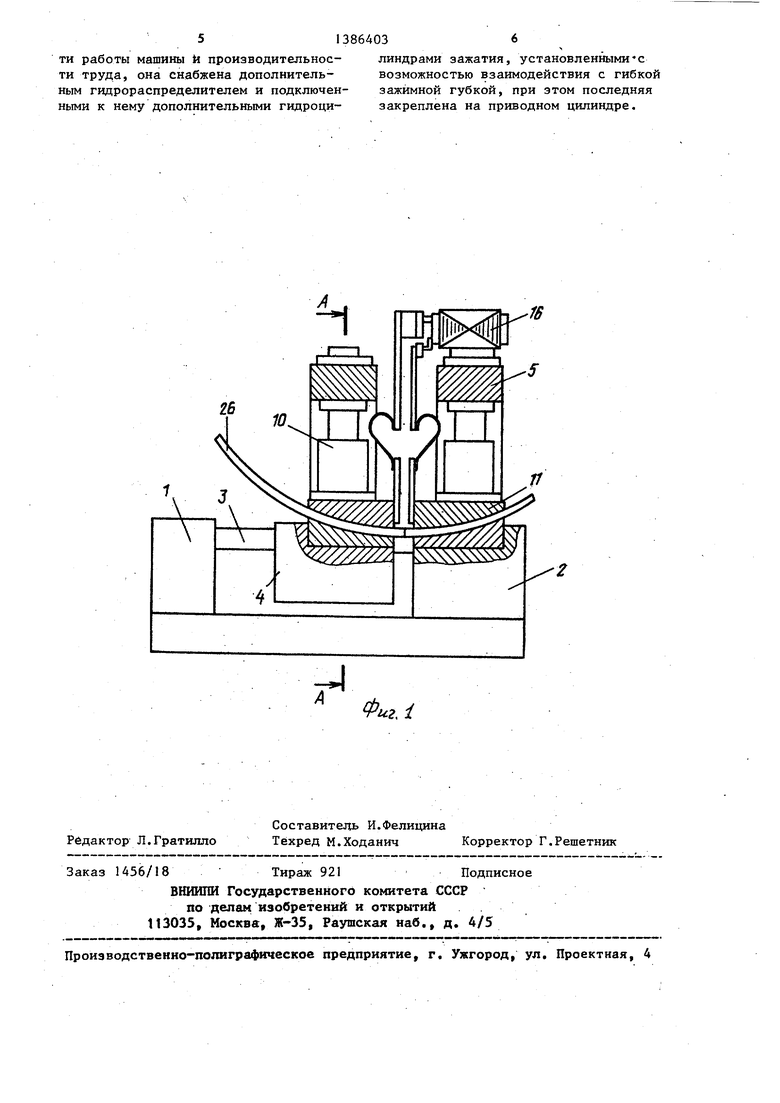
На фиг,1 изображена машина для контактной стыковой сварки широкополосных листов в обечайки, общий вид; на фиг.2 - сечение А-А на фиг.1.
Машина для контактной стыковой ,сварки содержит неподвижные колонны 1 и 2, связанные штангами 3, на которых размещена подвижная колонна , зажимные механизмы соединяемых заготовок, установленные на подвижной 4 и неподвижной 2 колоннах и-выполненные в виде траверс 5, установленных с возможностью поворота на втулках 6 смонтированных в корпусах. 7 колонн. Каждая траверса 5 фиксируется, чекой 8, приходящей через проушины траверсы и корпуса 7 И шарнирно связана с приводной тягой 9. На каждой траверсе 5 смонтированы центральный приводной цилиндр 10 зажатия, жестко сое- диненньш с верхней с.менной зажимной губкой 11, и вспомогательные цилиндры зажатия с токоведущими губками. Токоведущие губки верхних сварочных трансформаторов 16 соединены , с верхними зажимными элементами, нюс- ние зажимные губки 17 - с нижними
.
5
сварочными трансформаторами. Верхняя зажимная губка 11 выполнена гибкой в пределах упругой деформации и установлена с возможностью взаимодействия со вспомогательными цилиндрами 12-15 в положении зажатия. Выходы гидрораспределителя 18 по линиям 19 и 20 управления подключены к полостям центрального.цилиндра,10, Выходы дополнительного гидрораспределителя 21 по линиям 22 и 23 управления подключены к полостям вспомогательных цилиндров 12-15.Входы гидрораспределителей 18 и 21 сообщены соответственно с напорной 24 и сливной 25 магистралями. Кроме того, устройство содержит зажатый, свариваемый в обечайку широкополосный лист 26.
Машина для контактной стыковой сварки работает в следующей последовательности.
В исходном положении машины колонны 2 и 4 разведены, траверса 5 под действием усилия приводной тяги 9 поднята, гидрораспределители 18 и 21 занимают левые позиции, штоки цилиндров 10,12, 13, 14 и 15 привода зажатия втянуты.
Свариваемые листы 26 укладывается на нижние зажимные губки 17 колонн 2 и 4. Под действием тяги 9 траверсы 5 поворачиваются по часовой стрелке вокруг втулки 6 до положения, показанного на . После чего каждая 5 траверса фиксируется своей чекой 8, проходящей через проушину траверсы 5 и проушины корпуса 7.
0
5
0
По команде зажатия заготовок на каждой траверсе 5 гидрораспределитель 18 занимает правую позицию (фиг.2), а гидрораспределитель 21 продолжает занимать левую позицию, При этом рабочая жидкость из на-; орной магистрали 24 по линии 20 упавления поступает в поршневую поость центрального цилиндра 10, кото-ю рый опускает губку 11 до упора в свариваемый лист 26.
Из штоковой полости центрального цилиндра 10 рабочая жидкость по линии 19 управления поступает в слив- 15 ную магистраль 25.
При команде на дожатие зажимаемого листа 26 вспомогательными цилиндрами 12-15 гидрораспределитель 21 занимает правую позицию (фиг.2), Масло 20 из напорной магистрали 24 по линии
23управления поступает в поршневые полости вспомогательных цилиндров 12-15, которые, опускаясь, прижмут сменную губку 1 1. Масло из штоковых 25 полостей вспомогательных цилиндров
по линии 22 управления поступает в сливнзпо магистраль 25.
Поскольку все цилиндры зажатия подключены к общей напорной магист- зо рали 24, то давление во всех их полостях будет одинаково и они обеспечат равномерный прижим свариваемого листа 26 по всей его ширине.
В случае имеющихся неровностей поверхностей свариваемых листов они компенсируются губкой 11, выполненной гибкой в пределах упругой деформации, обеспечивая ее сплошной контакт с листом 26 по всей его ширине. .«
После зажатия соединяемых листов
„ , о
на колоннах 2 и 4 осуществляется известный процесс контактной стыковой сварки оплавлением, при котором подвижная колонна 4 по заданной програм- .с ме с обратной связью по напряжению питания сварочного тока перемещает закрепленную на ней свариваемую заготовку.
После завершения сварки подается команда на разжим сваренного изделия. Для этого вначале подается команда на разжим изделия вспомогательными цилиндрами, для чего гидрораспределитель 21 занимает левую позицию и рабочая среда из напорной магистрали
24по линии 22 поступает в штоковые полости вспомогательных цилиндров 12- 15, из поршневых полостей которых ра35
50
ю 15
20
25
зо
.«
.с 35
50
бочая среда по линии 23 вытесняется в сливную магистраль 25.
По достижении вспомогательными цилиндрами верхнего положения подается команда на разжим изделия центральным цилиндром 10, для чего гидрораспределитель 18 также занимает левую позицию. Масло из напорной магистрали 24 по линии 19 поступает в штоко- вую полость центрального цилиндра 10, из поршневой полости которого масло по линии 20 вытесняется в сливную магистраль 25.
При этом центральный цилиндр 10 с губкой 11 поднимается вверх, полностью освобождая сваренный лист 26.
Чека 8 освобождает проушины траверсы 5 -и корпуса 7 колонны, а сама траверса под действием усилия тяги 9 поворачивается против часовой стрелки вокруг втулки 6. Сваренный в обечайку лист 26 снимают с машины.
При переходе машины на сварку обечайки другого диаметра, радиус которой должен соответствовать радиусу поверхности контактирующей с ней губки 11 (фиг.1), последняя заменяется путем отсоединения ее только от центрального цилиндра 10, что повьшает производительность труда.
В предлагаемой машине прижим гибкой вставки к привариваемому листу по всей его ширине решается не с помощью , а с помощью ряда цилиндров, что не только обеспечивает стабильньй прижим детали, поскольку исключены пружины, повьш1енный разогрев которых приводит к потере их упругих свойств и уменьшению усилия зажатия, но и уменьшает количество переходных контактов, что снижает электрические потери, т.е. повьш1ает надежность работы сварочной машины.
Формула изобретения
. Машина для контактной.стыковой сварки, преимущественно листов, содержащая установленные на подвижной и неподвижной колоннах зажимные устройства, каждое из которых имеет приводной цилиндр, подключенный к гидрораспределителю, нижнюю зажимную губку и верхнюю зажимную губку, выполненную гибкой в пределах упругой деформации и связанную с приводным цилиндром, отличающаяся тем, что, с .целью повьшзения надежное
ч
ти работы машины h производительное-линдрами зажатия, установленными с
ти труда, она снабжена дополнитель-возможностью взаимодействия с гибкой
ным гидрораспределителем и подключен-зажимной губкой, при этом последняя
ными к нему дополнительными гидроци-закреплена на приводном цилиндре.
26
2
ФигЛ
| Устройство для зажима деталей | 1972 |
|
SU479586A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
