Изобретение относится к станкостроению.
Известен гидрокопировальный фрезерный станок, состоящий из станины и установленных на ней суппорта и стола, перемещаемых в горизонтальных направлениях ходовыми винтами от гидромоторов, а в вертикальном направлении - силовым гидроцилиндром, траверсы с установленными на ней фрезерной бабкой и копировальным золотником 1.
Недостатком этого станка является то, что при обработке поверхностей сложной формы, имеющих глубину обработки больще, чем величина снимаемого припуска за один проход, необходимо после каждого прохода вручную устанавливать фрезерную бабку по высоте по отнощению к копирному щупу с учетом снимаемого припуска, что влечет за собой увеличение времени обработки деталей.
Целью изобретения является автоматизация обработки поверхностей; имеющих глубину обработки больше, чем величина снимаемого припуска за один проход.
Поставленная цель достигается за счет того, что введены подъемный гидроцилиндр с зажимной муфтой штока, кинематически связанный с копировальным золотником, и система управления подъемным гидроцилиндром, включающая управляющий цилиндр, реверсирующий золотник и распределитель строчной подачи, при этом управляющий цилиндр гидравлически связан со
5 штоковой полостью подъемного гидроцилиндра и реверсирующим золотником, а поршневая полость подъемного гидроцилиндра и зажимная муфта его штока - с распределителем строчной подачи.
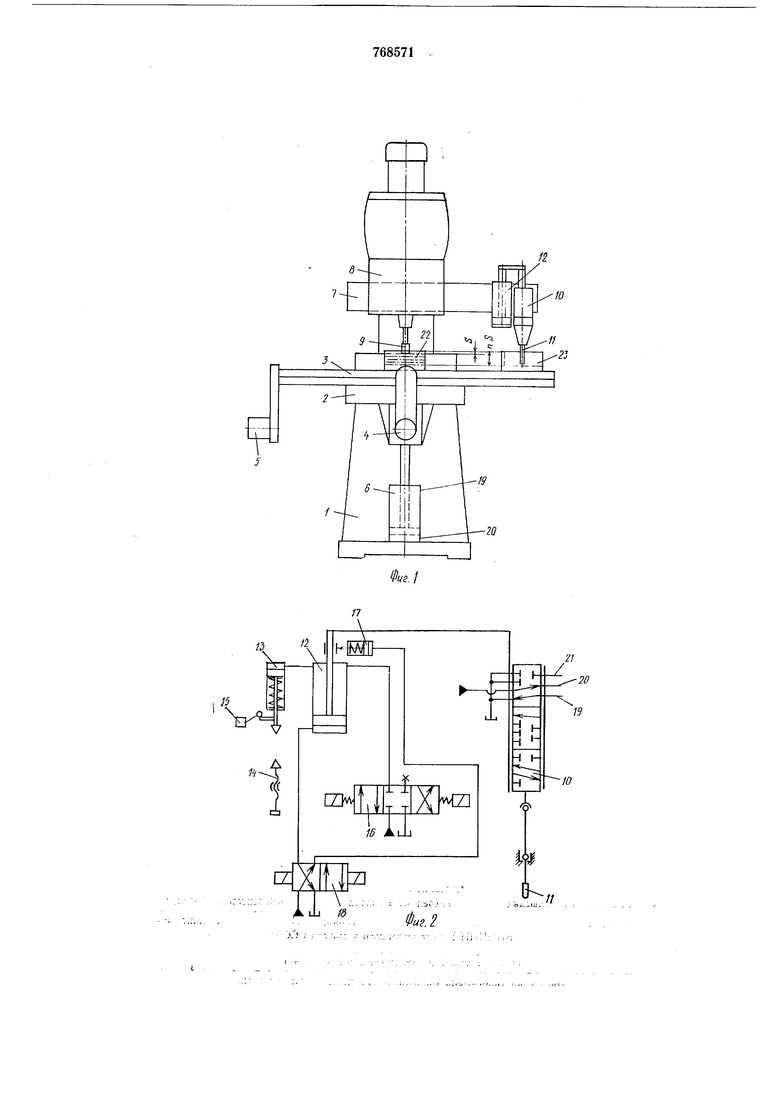
10 На фиг. I изображен общий вид предлагаемого гидрокопировального фрезерного станка; на фиг. 2 - схема управления копировальным золотником.
Гидрокопировальный фрезерный станок
15 содержит станину 1 с установленными на ней суппортом 2 и столом 3, перемещаемым в горизонтальных направлениях ходовыми винтами от гидромоторов 4 и 5, а в вертикальном направлении - силовым гид20 роцилиндром 6, траверсу 7 с установленными на ней фрезерной бабкой 8 с фрезой 9 и копировальным золотником 10 с копирным щупом 11, подъемный гидроцилиндр 12, кинематически связанный с копировальным золотником 10, штоковая полость которого гидравлически связана с управляющим цилиндром 13, имеющим регулировку хода подвижным упором 14 и контроль исходного положения выключателем
30 15. Штоковая полость подъемного гидроцилиндра 12 гидравлически связана с реверсивным распределителем 16, а его поршневая полость и полость зажимной муфты 17 его штока - с распределителем строчной поДачи 18. Копировальный золотник 10 гидравлически связан магистралью 19 со штоковой полостью силового гидроцилнндра 6, магистралью 20 с поршневой полостью силового гидроцилиидра 6, магистралью 21 со сливной магистралью гидромотора 4 сзнпорта 2 или гидромотора 5 стола 3, в зависимости от режима работы. На столе 3 устанавливается деталь 22 и конир 23.
Станок работает следующим образом.
Переключением раснределителя строчной подачи 18 и реверсирующего распределителя 16 в положение «б подъемный гидроцилиндр 12 поднимает копировальный золотник 10 в крайнее верхнее положение. Торец фрезы 9 устанавливается на один уровень с торцом копирного щупа П. Затем переключением реверсирующего распределителя 16 и распределителя строчной подачи в положение «а онускается копировальный золотник 10 на велечииу, равную наибольшей глубине обработки п. S с вычетом величины нрипуска S, снимаемого за один проход. Подвил ным унором 14 устанавливается величина, также равная нрипуску S, снимаемому за одии проход.
Деталь 22 и копир 23 устанавливаются на стол 3. К копировальному золотнику 10 иодводится давление от гидростанции, стол 3 поднимается вверх до соприкосновения конира 23 с копирным щупом 11, который переключает конировальный золотник 10 в среднее положение. Подъем стола 3 прекращается и иачинается горизонтальное перемещение стола 3 или суппорта 2 в зависимости от выбранного режима работы. Происходит обработка верхней поверхности детали 22 на глубину припуска S, повторяя при этом профиль нижней части копира 23. Стол 3 (суппорт 2) доходит до крайнего положения, переключая конечный выключатель, который включает перемещение суппорта 2 (стола 3) на строку, по окончаиии которой происходит реверс движения стола 3 (суипорта 2) и копирование идет в обратную сторону. В конце обработки всей поверхности детали 22 на величину иринуска S за один проход нажимается конечный выключатель конца строчной подачи суппорта 2 (стола 3), который переключает распределитель строчной подачи 18 в положение «б. Масло поступает в поршневую полость подъемного гидроцилиндра 12, а из щтоковой полости оно вытесняется в управляющий цилиндр 13. Копировальный золотник 10 поднимается на величину S, следовательно, и стол 3 также поднимается на эту же величииу. После выдержки времени распределитель строчной подачи 18 переключается в положение «а, а реверсирующий распределитель 16 - в положение «б. Происходит зажим щтока подъемного гидроцилиндра .12 зажимной муфтой 17 и возврат в исходное положение управляющего цилиндра 13. После включения конечного выключателя 15 начинается съем последующего слоя материала детали 22 на глубину 2S и цикл повторяется. В конце обработки на всю глубину nS распределитель строчной подачи 18 переключается в положение «б, а реверсирующий расиределитель 16 - в положение «О. Масло поступает в порщневую полость подъемного гидроцилиндра 12, из щтоковой полости масло не вытесняется в управляющий цилиндр 13, так как подъемный гидроцилиидр в конце обработки на всю глубину находится в крайием верхнем положении.
Следовательно конечный выключатель 15 исходного положения управляющего цилиидра 13 не дает команды на повторный цикл.
Предлагаемая конструкция позволяет повысить производительность станка и освободить оператора от управления станком в процессе обработки за счет автоматизации обработки поверхностей сложной формы, имеющих глубину обработки больще, чем величина снимаемого припуска за один проход.
Формула изобретения
Гидрокопировальный фрезерный станок, стол и суппорт .которого перемещаются в горизонтальной плоскости ходовыми винтами о.т гидромоторов, а в вертикальной плоскости - силовым гидроцилиндром относительно траверсь с фрезерной.бабкой и копировальным, золотником, отличающийся тем, что, с целью автоматизации обработки поверхностей с глубиной обработки большей величины унимаемого припуска за один ироход, введены подъемный гидроцилиндр с зажимной муфтой щтока, кинематически связанный с копировальным золотником, и система управления подъемным гидроцилиндром, включающая управляющий цилиндр, реверсирующий золотник и распределитель строчной подачи, при этом управляющий цилиндр гидравлич ёски связан со щтоковой полостью подъемного гидроцилиндра и реверсирующим золотником, а порщневая полость подъёмного гидроцилиидра и зажимная муфта его щтока - с распределителем строчной подачи.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 2559089, кл. 90-13, 1960.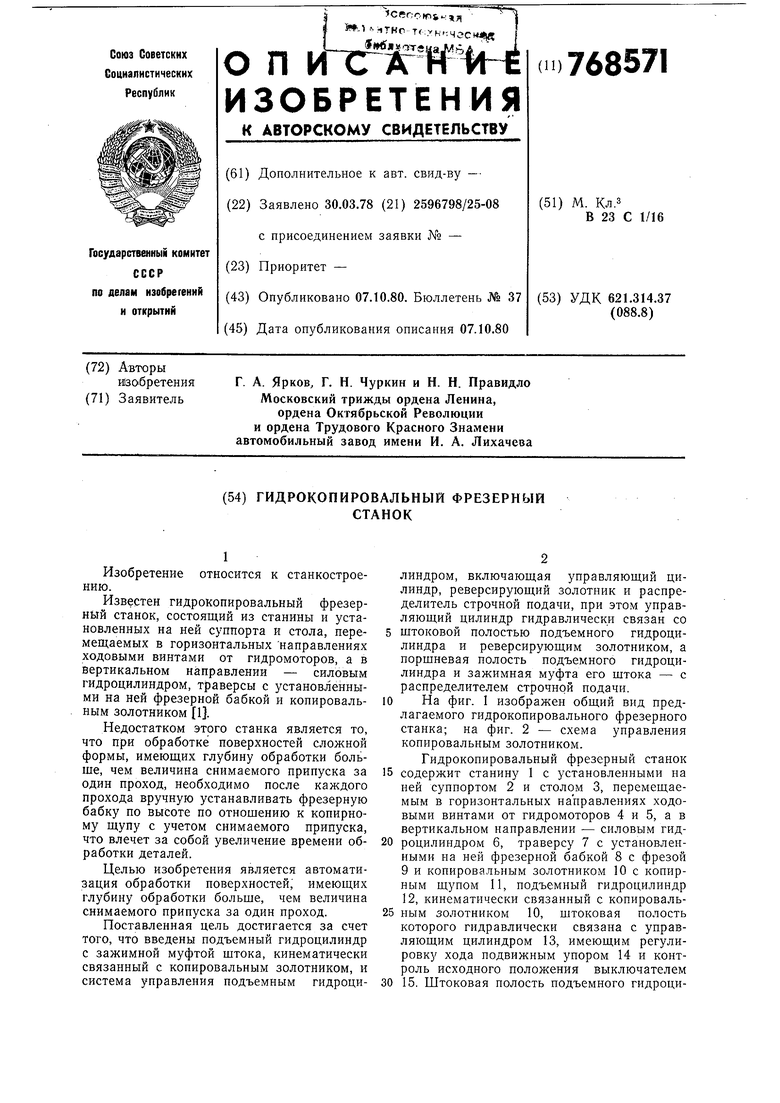
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| Гидрокопировальный механизм | 1982 |
|
SU1057246A2 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
| Копировальный станок | 1975 |
|
SU751580A1 |
| Токарно-револьверный станок с устройством для двухкоординатного копирования | 1981 |
|
SU959929A1 |
| Гидрокопировальный многопроходный суппорт | 1977 |
|
SU680857A1 |
| Резьботокарный полуавтомат | 1975 |
|
SU547303A1 |
| Гидрокопировальный суппорт к резьботокарному станку | 1979 |
|
SU872202A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |