Известен токарно-ревсльверный копировальный станок, в котором используется гидрокопировальная система при обработке детали любым инструментом, закрепленным в поворотной револьверной головке.
Предложенный станок позволяет производить обработку деталей типа «сопло, например, из графита за одну установку и организовать эффективный отсос ныли через отверстия в скалках и оправках с резцами.
Это достигается тем, что станок, вместо поворотной револьверной головки, снабжен резцовой головкой с тремя режущими инструментами, закрепленной на ноперечной каретке коннровального сунпорта. Головка нозволяет устанавливать инстру.мент в рабочее положение путем поперечного смещения и последующей фиксации каретки конировального суппорта, а затем выдвигать инструмент в осевом направлении при помощи соответствующего гидроцилиндра.
Для нредварительной обработки внутреннего отверстия детали с отключением гидрокопировальной системы применен механизм фиксации, состоящий из фиксирующей планки и двух цилиндров, связанных с дву.мя гидрозолотниками. Мехализл фиксации обеспечивает автоматический отвод поперечной каретки копировального суппорта в среднее положение и фиксацию ее.
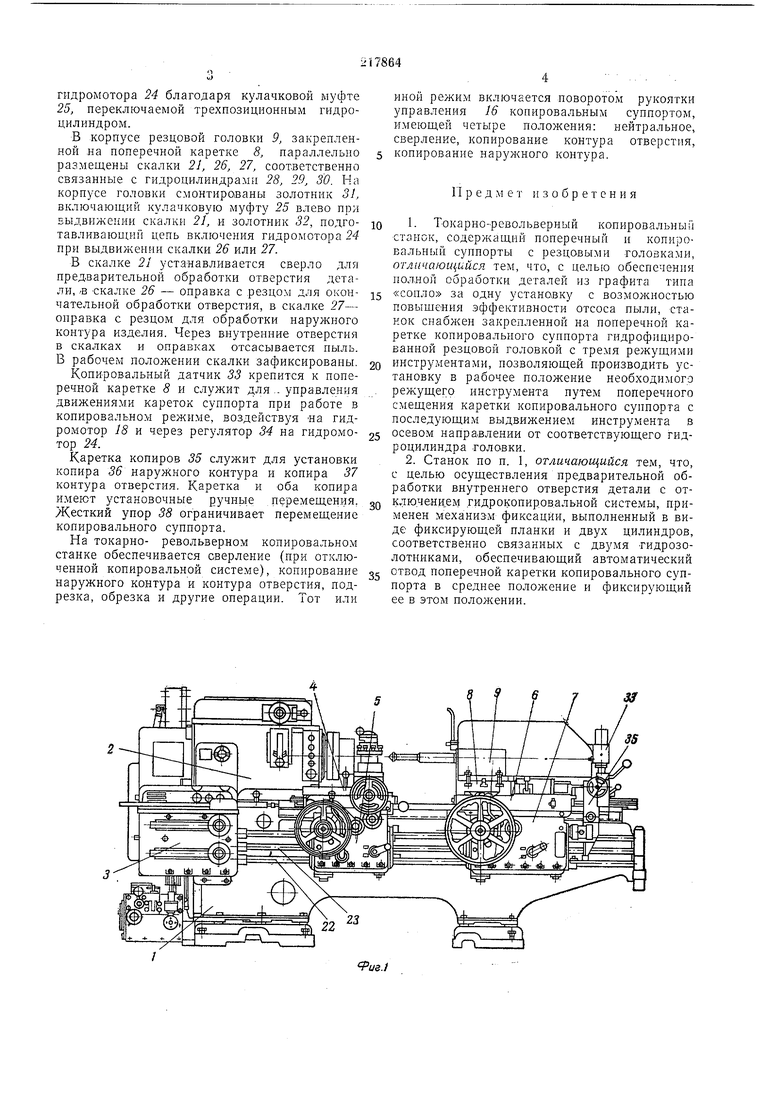
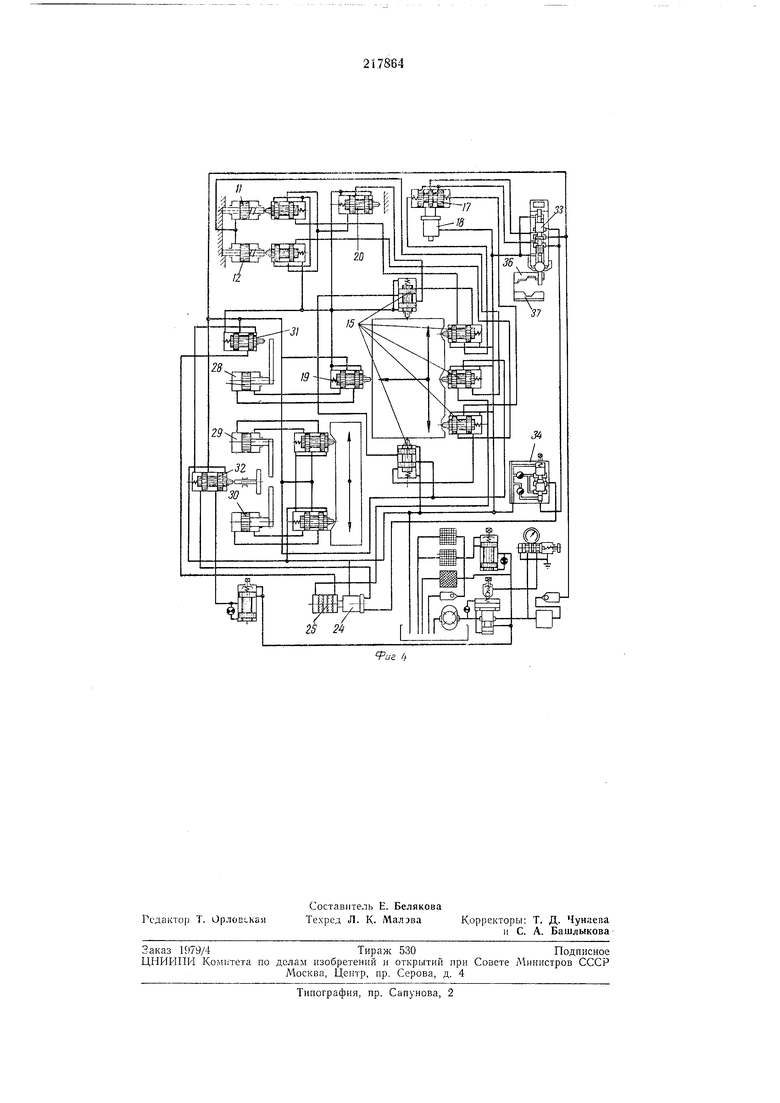
На фиг. 1 показан станок в общем виде; на фиг. 2 - то же, вид свер.ху; на фиг. 3 - кинематическая схема копировального суппорта, фартука копировального суппорта и каретки копиров; на фиг. 4 гидравлнческая схема.
На станине 1 станка закреплены передняя бабка 2 и коробка подач 3. По .направляющим станнны перемещается поперечный суппорт 4 с фартуком 5 и копировальный (продольный) суппорт. Копировальный суппорт состоит из продольной каретки 6, фартука 7, поперечной каретки 8, резцовой головки 9, механизма фиксации, содержащего закрепленную на поперечной каретке фиксирующую планку 10 и два цилиндра // и J2.
На копировальном суппорте размещаются безлюфтовый редуктор 13, барабан упоров 14 и гидроаппаратура управления работой суппорта, состоящая из золотников гидропанели 15, управляемых через системы рычагов рукояткой 16, трехпозиционного реверсивного золотника 17 для реверса и остановки вращения гидромотора 18, зологника 19, золотника 20, сообщающего движение скалке 21 с закрепленным в ней сверлом для предварительной обработки отверст 1я детали.
гидромотора 24 благодаря кулачковой муфте 25, переключаемой трехпозиционным гидроцилиндром.
В корпусе резцовой головки Я закрепленной на поперечной каретке 8, параллельно размещены скалки 21, 26, 27, соответственно связанные с гидроцилиндрами 28, 29, 30. На корпусе головки смонтированы золотник 31, включающий кулачковую муфту 25 влево при выдвижении скалки 21, и золотник 32, подготавливающий цепь включения гидромотора 24 при выдвижении скалки 26 или 27.
В скалке 21 устанавливается сверло для предварительной обработки отверстия детали, /в -скалке 26 - оправка с резцом для окончательной обработки отверстия, в скалке 27- оправка с резцом для обработки наружного контура изделия. Через внутренние отверстия в скалках и оправках отсасывается пыль. В рабочем положении скалки зафиксированы.
Копировальный датчик 33 крепится к поперечной каретке 8 и служит для.. управления движениями кареток суппорта при работе в копировальном режиме, воздействуя «а гидромотор 18 и через регулятор 34 на гидромотор 24.
Каретка копиров 35 служит для установки копира 36 наружного контура и копира 37 контура отверстия. Каретка и оба копира имеют установочные ручные перемещения, Жесткий упор 38 ограничивает перемещение копировального суппорта.
На токарно- револьверном копировальном станке обеспечивается сверление (при отключенной копировальной системе), копирование наружного контура и контура отверстия, подрезка, обрезка и другие операции. Тот или
иной режим включается поворотом рукоятки управления 16 копировальным суппортом, имеющей четыре положения: нейтральное, сверление, копирование контура отверстия, копирование наружного контура.
Пред м е т изобретения
1- Токарно-револьверный копировальный станок, содержащий поперечный и копировальный суипорты с резцовыми головками, отличающийся тем, что, с целью обеспечения полной обработки деталей из графита типа
«сопло за одну установку с возможностью повышения эффективности отсоса пыли, станок снабл ен закрепленной на поперечной каретке копировального суипорта гидрофицированной резцовой головкой с тремя режущими
инструментами, позволяющей производить установку в рабочее положение необходимого режущего инструмента путем поперечного смещения каретки копировального суппорта с последующим выдвижением инструмента в
осевом направлении от соответствующего гидроцилиндра ГОЛО.ВКИ.
2. Станок по п. 1, отличающийся тем, что, с целью осуществления предварительной обработки внутреннего отверстия детали с отключени ем гидрокопировальной системы, применен механизм фиксации, выполненный в виде фиксирующей планки и двух цилиндров, соответственно связанных с двумя гидрозолотниками, обеспечивающий автоматический
отвод поперечной каретки копировального суппорта в среднее положение и фиксирующий ее в этом положении.

LL / /
У -L 3|Г
I I I Ю101 111
тЧЧ loloi iVl
I ip. Uj I ; I J J|gI
IDlDl El5f Qpji|h --S4.:iJi iCP &й
u/
I
ХЛ qs
it
/ //
/j j7 JJ Jg
