/
/
СО
00.
о N|
00
ю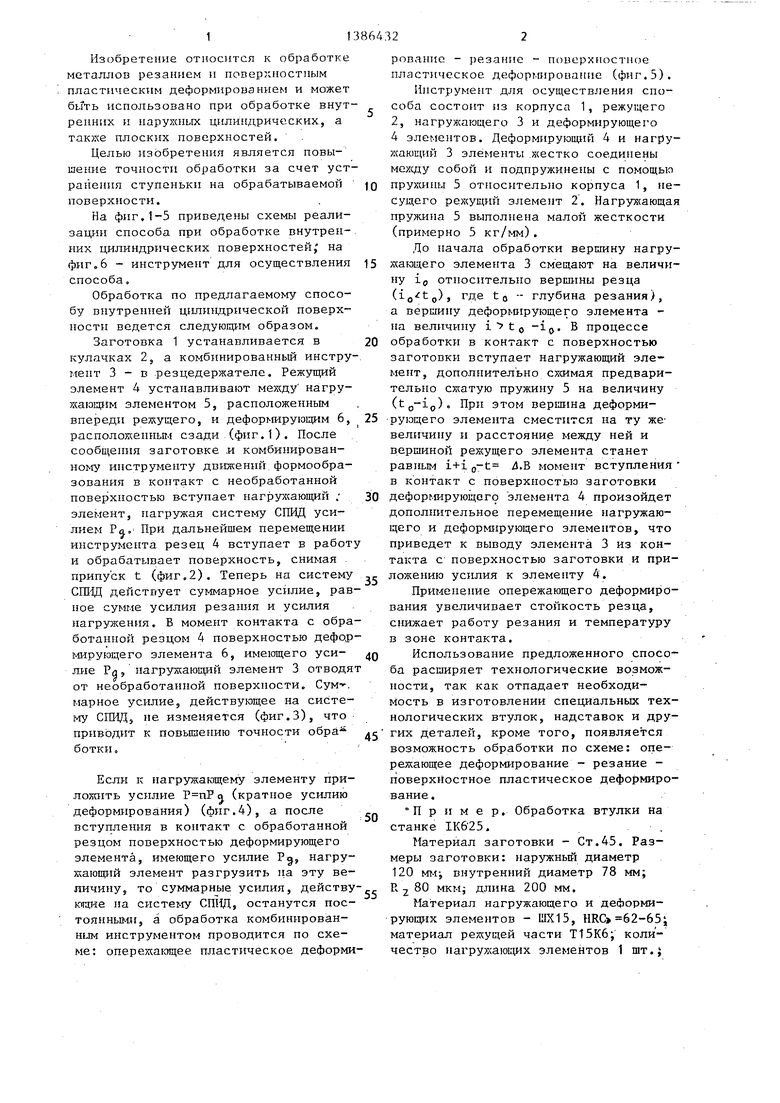
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совмещенной обработки резанием и поверхностным пластическим деформированием комбинированным инструментом | 1986 |
|
SU1333554A1 |
| Способ обработки комбинированным инструментом | 1981 |
|
SU986755A1 |
| Способ определения жесткости металлорежущих станков | 1986 |
|
SU1400857A1 |
| Способ обработки плоских поверхностей комбинированным инструментом | 1979 |
|
SU944895A1 |
| Комбинированный инструмент для совмещенной обработки отверстий резанием и поверхностным пластическим деформированием к станку с системой автоматического регулирования | 1980 |
|
SU946075A1 |
| Способ комбинированной обработки резанием и поверхностным пластическим деформированием | 1987 |
|
SU1489961A2 |
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1984 |
|
SU1194658A1 |
| Способ управления процессом совмещенной обработки резанием и поверхностным пластическим деформированием | 1986 |
|
SU1444133A1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| Однороликовая раскатка | 1979 |
|
SU959991A2 |
Изобретение относится к обработке металлов резанием и поверхностным пластическим деформированием и-может быть использовано при обработке внутренних и наружных цилиндрических, а также плоских поверхностей. Цель - повышение точности обработки за счет устранения ступеньки на обрабатываемой поверхности. Режущий элемент ус- таиавливают между двумя деформируюцими элементами, расположенными в одной плоскости. В начале обработки опережающее пластическое деформирование осуществляют с усилием, равным или больЩим усилия окончательного пластического дефорштрования. В момент, когда в контакт с деталью вводится деформирующий элемент для окончательной обработки, усилие опережающего пластического деформирования уменьшают на величину усилия окончательного пластического деформирования. Если усилие опережающего пластического дефорш1рования больше усилия окончательного деформирования, то дополнительно повышается стойкость режущего элемента и снижается температура резания. 6 ил. с .SS
4V,
(
Изобретение относится к обработке металлов резанием и поверхностным пластическим деформированием и может быть использовано при обработке внутренних и iiapyxcHLix цилиндрических, а также плоских поверхностей.
Целью изобретения является повы- ше1ше точности обработки за счет устранения ступеньки на обрабатываемо поверхности.
На фиг.1-5 приведены схемы реали- зац1-п1 способа при обработке внутренних цилиндрических поверхностей; на фиг.6 - инструмент для осуществления способа.
Обработка по предлагаемому способу внутренней щшивдрическор поверхности ведется следующим образом.
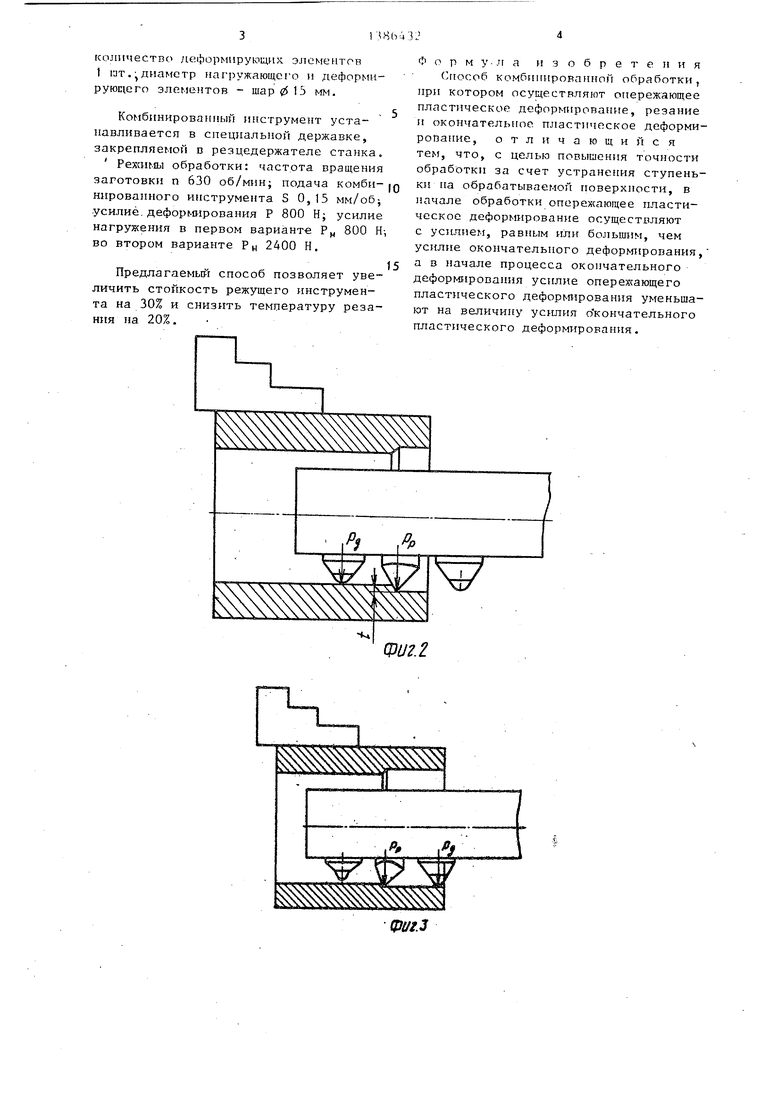
Заготовка 1 устанавливается в кулачках 2, а комбинированный инстру мент 3 - в резцедержателе. Режущий элемент 4 устанавливают между нагру- жающш элементом 5, расположенным впереди режущего, и деформирующим 6, расположенньи сзади (фиг.1). После cooбE eния заготовке и комбинированному инструменту двьшений.формообразования в контакт с необработанной поверхностью в-ступает нагрухсающий ; элемент, нагружая систему СПИД усилием Ра, При дальнейшем перемещении инструмента резец 4 вступает в работ и обрабатывает поверхность, снимая припуск t (фиг.2). Теперь на систему СШед дейстггует суммарное усилие, равное сумме усилия резания и усилия нагружения. В момент контакта с обработанной резцом 4 поверхностью деформирующего элемента 6, имеющего уси- лие Рд, нагружающий элемент 3 отводя от необработанной поверхности. Сум . марное усилие, действующее на систему СПИД, не изменяется (фиг.З), что приводит к повышению точности обра ботки,
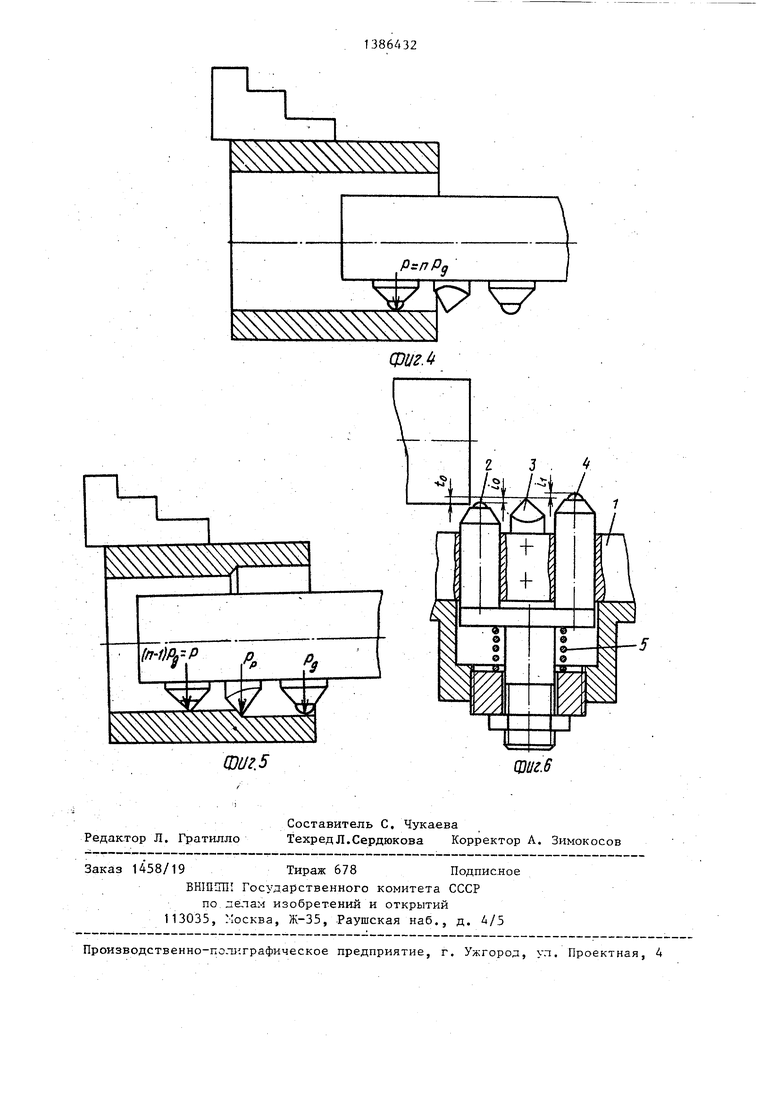
Если к нагружающему элементу приложить усилие о (кратное усилию деформирования) (фиг.4), а после вступления в контакт с обработанной резцом поверхностью деформирующего элемента, имеющего усилие Рд, нагружающий элемент разгрузить ца эту величину, то суммарные усилия, действу ющие на систему СПВД, останутся постоянными, а обработка комбинирован- HiJM инструментом проводится по схеме: опережающее пластическое деформи
5
0 5 0 r Q
0
рованпе - резание - поверхностное пластическое деформирование (фиг.З). Инструмент для осуществления способа состоит из корпуса 1, режущего 2, нагружающего 3 и деформирующего 4 элементов. Деформирующий 4 и нагружающий 3 элементы .жестко соединены мелоду собой и подпружинены с помощью прухсины 5 относительно корпуса 1, несущего режущий элемент 2. Нагружающая пружина 5 выполнена малой жесткости (примерно 5 кг/мм).
До начала обработки вершину нагружающего элемента 3 смещают на величину ig относительно вершины резца (), где t о -- глубина резания), а вершину деформирующего элемента - на величину -i. В процессе обработки в контакт с поверхностью заготовки вступает нагружающий элемент, дополнительно снимая предварительно сжатую пружину 5 на величину (tg-ip). При этом вершина деформирующего элемента сместится на ту же- величину и расстояние между ней и вершиной режущего элемента станет равным L+i o-t Л.В момент вступления в контакт с поверхностью заготовки деформирующего элемента 4 произойдет дополнительное перемещение нагружающего и деформирующего элементов, что приведет к выводу элемента 3 из контакта с поверхностью заготовки и приложению усилия к элементу 4.
Применение опережающего деформирования увеличивает стойкость резца, снижает работу резания и температуру в зоне контакта.
Использование предложенного способа расширяет технологические возможности, так как отпадает необходимость в изготовлении специальных технологических втулок, надставок и других деталей, кроме того, появляется возможность обработки по схеме: оце- режающее деформирование - резание - поверхностное пластическое деформирование.
° П р и м е р. Обработка втулки на станке 1К6 25.
Материал заготовки - Ст.45. Размеры заготовки: наружный диаметр 120 ММ-, внутренний диаметр 78 мм; R280 мкм; длина 200 мм.
Материал нагружающего и деформирующих элементов - ШХ15, HRC 62-65j материал режущей части Т15К6; количество нагружающих элементов 1 шт.;
количество деформирующих элементов 1 rjT. диаметр нагружающего и деформи- pyroEiero элементов - шар 015 мм.
Комбинированный инструмент устанавливается в специалыюй державке, закрепляемой в резцедержателе станка. Рехеимы обработки: частота вращения заготовки п 630 об/мин; нодача комби- нированного инструмента S 0,15 мм/об; усилие, деформирования Р 800 Н; усилие нагружения в первом варианте Р„ 800 Н-, во втором варианте Рц 2400 Н.
Предлагаемый способ позволяет увеличить стойкость режущего инструмента на 30% и снизить температуру резания на 20%.
Q
5
Ф о р м у. jr а изобретения Способ комбинпрованной обработки, при котором осуществляют опережающее пластическое деформирование, резание и окончательное, пластическое деформи- ропание, отличающийся тем, что, с целью повышения точности обработки за счет устранения ступень- кипа обрабатываемой поверхности, в начале обработки оперехсающее пластическое деформирование осуществляют с усилием, равным или большим, чем усилие окончательного деформирования, а в начале процесса окончательного деформирования усилие опережающего пластического деформирования уменьшают на величину усилия о кончательного пластического деформирования.
Фиг. 2
$ $$$$S $$$$S$$$
MPg- P р р
фиг 5
Р-пРд
Р
фиг Л
Фиг.6
| Комбинированный ротационный инструмент | 1983 |
|
SU1162578A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
