1
Изобретение относится к холодной обработке металлов методом резания и поверхностного пластического деформирования и может быть использовано для чистовой обработки плоских поверхностей деталей.
Известен способ для совмещенной обработки плоскостей резанием и поверхностным пластическим деформированием, при котором режущие и деформирующие элементы устанавливают последовательно 1.
При этом способе обработка осуществляется следующим образом.
Сначала в работу вступают режущие элементы, а затем деформирующие и с этого момента в зоне обработки находятся как режущие, так и деформирующие элементы. В момент вступления в работу деформирующих элементов значительно возрастают суммарные усилия (от сил резания и деформирования), действующие на систему СПИД, что приводит к отжиму резцов и образованию на поверхности ступеньки. При дальнейшем движении инструмента деформирующие элементы набегают на . ступеньку, вызывая новое увеличение суммарных усилий, действующих на систему СПИД, и образования новой ступеньки меньшей высоты и т. д. Таким образом, поверхность, обработанная комбинированным инструментом, представляет ряд уменьшающихся ступеней.
Цель изобретени-я - повышение точности и качества обработанной поверхности при обработке плоскостей комбинированным инструментом.
Цель достигается тем, что деформируюшие элементы, смещают по углу в направлении вращения инструмента по отношению
10 к режущим элементам, причем ширину обрабатываемой поверхности выбирают из условия поочередной обработки поверхности режущими и деформирующими элементами, при этом угол между режущим и деформирующим элементом определяют по
15 формуле
В
В
oC arcsin
arcsm-,
Dpiiji DS
20
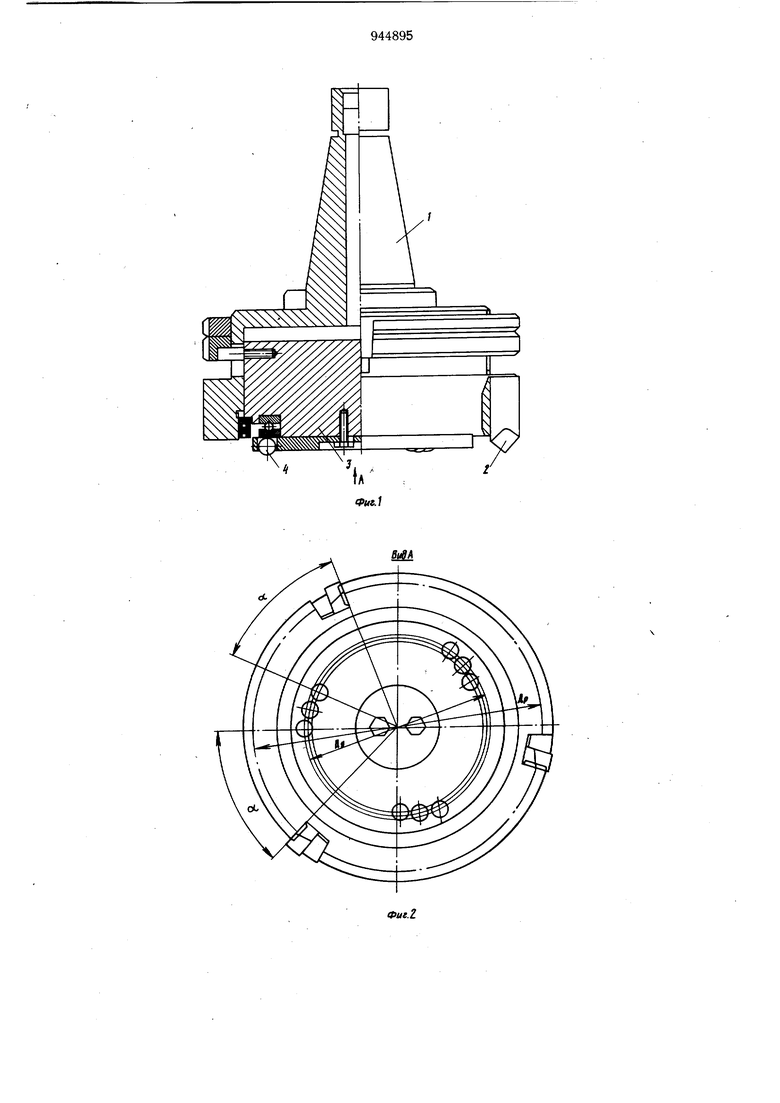
где В - ширина обрабатываемой поверхности; Dp - диаметр, на котором расположены вершины режущих элементов; Од - диаметр, на котором расположены геометрические центры наиболее удаленных от оси вращения инструмента деформирующих ща-. ров. На фиг. 1 дана конструкция комбинированного инструмента для обработки плоскостей, реализующего данный способ; на фиг. 2 - вид А на фиг. 1; на фиг. 3- 5 - схемы, иллюстрирующие последовательность обработки плоской поверхности комбинированным инструментом по данному способу. Комбинированный инструмент, содержащий корпус 1 с резцами 2 и накатную головку 3 с деформирующими шарами 4, устанавливают в щпинделё фрезерного станка (фиг. 1). Деформирующие щары 4 располагают в накатной головке секциями и смещают относительно режущих элементов на угол А (фиг. 2). Шпинделю с инструментом сообщают вращение, при этом резцы с деформирующими шарами двигаются по круговым траекториям с центром на оси шпинделя. При включении движения подачи в работу вступают режущие элементы и обрабатывают поверхность со снятием стружки. После перемещения детал и в направлении подачи на величину - в работу вступают деформирующие щары и с этого момента режущие и деформирующие шары обрабатывают плоскую поверхность последовательно (фиг. 3-5). Режущий элемент 2 обрабатывает поверхность со снятием стружки и выходит из зоны обработки (фиг. 3). С выходом элемента на обработанную резцами поверхность последовательно набегают деформирующие шары 4, осуществляя пластическое деформирование обработанной поверхности (фиг. 4). При выходе последнего шара из контакта с обкатываемой поверхностью в работу вступает резец 2 (фиг. 5) и т. д. Использование предложенного способа обработки плоскостей комбинированным инструментом, по сравнению с известными спо собами, имеет следующие преимущества: повыщается точность обработки (так как на поверхности не образуется ступеней); улучщается качество обработанной поверхности вследствие постоянства усилия деформирования по длине. Формула изобретения 1.Способ обработки плоских поверхностей комбинированным инструментом, содержащим последовательно расположенные режущие и деформирующие элементы, отличающийся тем, что, с целью повышения точности и качества обработанной поверхности, деформирующие элементы смещают по углу в направлении вращения инструмента по отношению к режущим элементам, причем ширину обрабатываемой поверхности выбирают из условия поочередной обработки поверхности режущими и деформирующими элементами. 2.Способ по п. 1, отличающийся тем, что угол между деформирующими элементами и режущими определяется по формуле arc sin , где В - ширина обрабатываемой поверхности; Dp - диаметр, на котором расположены вершины режущих элементов; Вд - диаметр, на котором расположены геометрические центры наиболее удаленных от оси вращения инструмента деформирующих шаров. Источники информации, принятые во внимание при экспертизе 1. Чистосердов П. С. Комбинированные инструменты для отделочно-упрочняющей обработки. Минск. «Беларусь, 1977, с. 98- 101, рис. 45-48.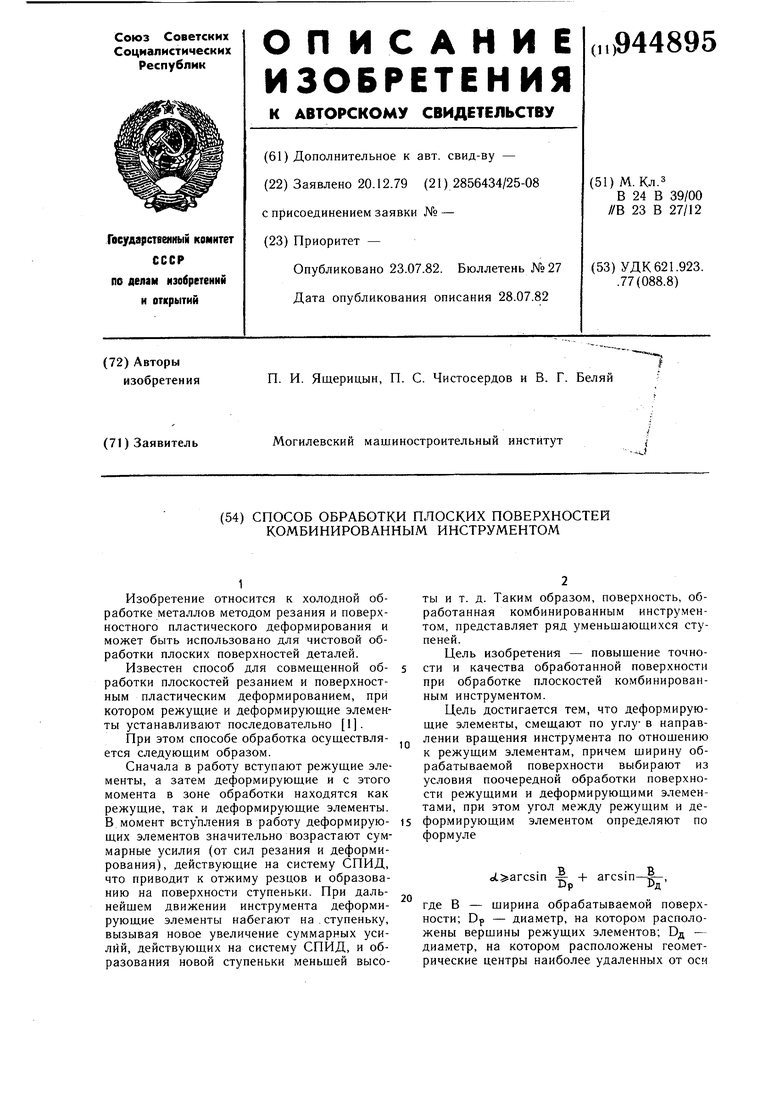

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной обработки | 1986 |
|
SU1386432A1 |
| Способ комбинированной обработки резанием и поверхностным пластическим деформированием | 1987 |
|
SU1489961A2 |
| Способ обработки комбинированным инструментом | 1981 |
|
SU986755A1 |
| Способ определения жесткости металлорежущих станков | 1986 |
|
SU1400857A1 |
| Комбинированный инструмент для обработки плоских поверхностей | 1978 |
|
SU751603A1 |
| Устройство для комбинированной обработки плоских поверхностей | 1979 |
|
SU870096A1 |
| Устройство для комбинированной обработки резанием и пластическим поверхностным деформированием | 1979 |
|
SU872231A1 |
| Способ размерно-совмещенного обкатывания | 1985 |
|
SU1286395A1 |
| Способ комбинированной обработки резанием и поверхностным пластическим деформированием | 1984 |
|
SU1247249A1 |
| Способ совмещенной обработки резанием и поверхностным пластическим деформированием комбинированным инструментом | 1986 |
|
SU1333554A1 |