Известные установки для сушки лакированных с двух сторон пластин электротехнической стали, содержащие сушильную камеру с установленным в ней конвейером, снабженным металлической сеткой, занимают большие производственные площади.
R ппеллагаемой установке сушильная камера и конвейер выполнены и,-; 1 скольких секций одинаковой длины, соединенных одна с другой и размещенных в двух этажах, причем места загрузки и выгрузки пластии расположены на одном конце сушильной камеры. Это позволяет выполнить установку любой длины и сократить производственную площадь.
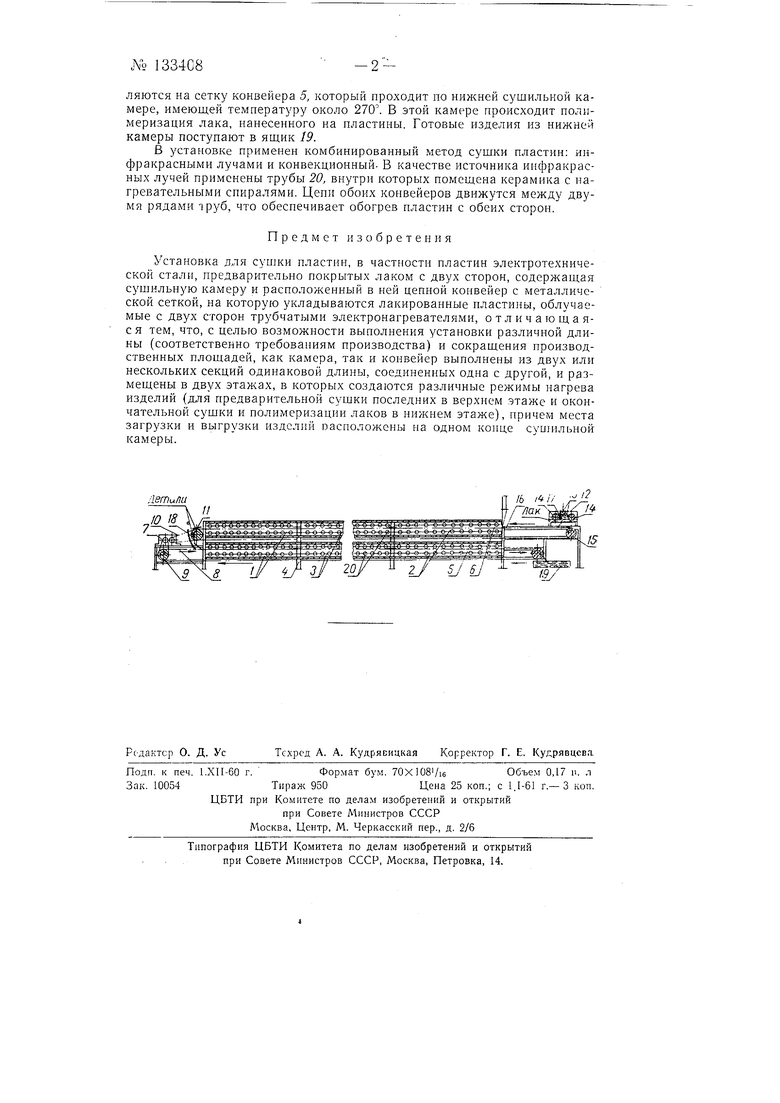
На чертеже схематично изображена предлагаемая установка, вид сбоку.
Установка состоит из верхней и нижней сушильных камер, собранных из левых крайних секций /, правых крайних секций 2 и промежуточных секций 3. Все секции имеют одинаковую длину и соединены стойками 4. Увеличивая или уменьщая количество промежуточных секций, можно изменять длину установки. В камерах размещены цепные конвейеры 5 н 6, снабженные металлическими сетками. Привод цепей конвейеров, осуществляется от редуктора 7, у которого на двух выходных валах р асположены ведущие звездочки. От одной звездочки движение на конвейер 5 передается через цепь 8 и барабан 9, а от второй - на конвейер 6 через цепь 10 и барабан 11. У второго конца конвейера 6 расположен окрасочный аппарат 12, содержащий окрасочные валки 13 и валки 14, подающие лак. Шестерни этих валков получают движение от барабана 15 через цепи 16 и ведущую щестерню П окрасочного аппарата.
Окраска и сушка пластин происходит следующим образом. Пластины, пройдя окрасочные валки 13, покрываются с обеих сторон лаком и попадают на сетку конвейера 6, который перемещает их по верхней сушильной камере, в которой поддерживается сравнительно низкая температура порядка 120-130°. Просущенные детали через лоток 18 направляются на сетку конвейера 5, который проходит по нижней сушнльной камере, имеющей температуру около 270 В этой камере происходит нОоТямеризация лака, нанесенного на пластины. Готовые изделия из нижней камеры поступают в ящик 19.
В установке применен комбинированный метод сушки пластин: инфракрасными лучами и конвекционный- В качестве источника инфракрасных лучей применены трубы 20, внутри которых помещена керамика с нагревательными спиралями. Цепи обоих конвейеров движутся между двумя рядами труб, что обеспечивает обогрев пластин с обеих сторон.
Предмет изобретения
Установка для сунпси пластин, в частности пластин электротехнической стали, предварительно покрытых лаком с двух сторон, содержащая сушильную камеру и расположенный в ней цепной конвейер с металлической сеткой, на которую укладываются лакированные нластины, облучаемые с двух сторон трубчатыми электронагревателями, отличающаяся тем, что, с целью возможности выполнения установки различной длины (соответственно требованиям производства) и сокращения производственных площадей, как камера, так и конвейер выполнены из двух или нескольких секций одинаковой длины, соединенных одна с другой, и размещены в двух этажах, в которых создаются различные режимы нагрева изделий (для предварительной сущки последних в верхнем этаже и окончательной сушки и полимеризации лаков в нижнем этаже), причем места загрузки и выгрузки изделий васположены на одном сушильной камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сушильная установка периодического действия | 1960 |
|
SU138184A1 |
| Устройство для окраски и сушки наружных поверхностей изделий | 1977 |
|
SU738684A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Сушильная установка | 1983 |
|
SU1151795A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ ЛИНИЯ | 1991 |
|
RU2024325C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Способ сушки аккумуляторных пластин | 1990 |
|
SU1770692A1 |
| Установка для лакировки и сушки обмоток трансформаторов магнето | 1960 |
|
SU135026A1 |
| Установка для окраски исушки наружных поверхностей трубчатых изделий | 1977 |
|
SU632399A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
/2
