113
Изобретение относится к металлургии, конкретнее к непрерывному литью металлов, и является усовершенствованием устройства по авт.ев, №, 688276
Целью изобретения является расширение функциональных возможностей за счет обеспечения замера раствора роликов направляющих элементов при их балансирной установке.
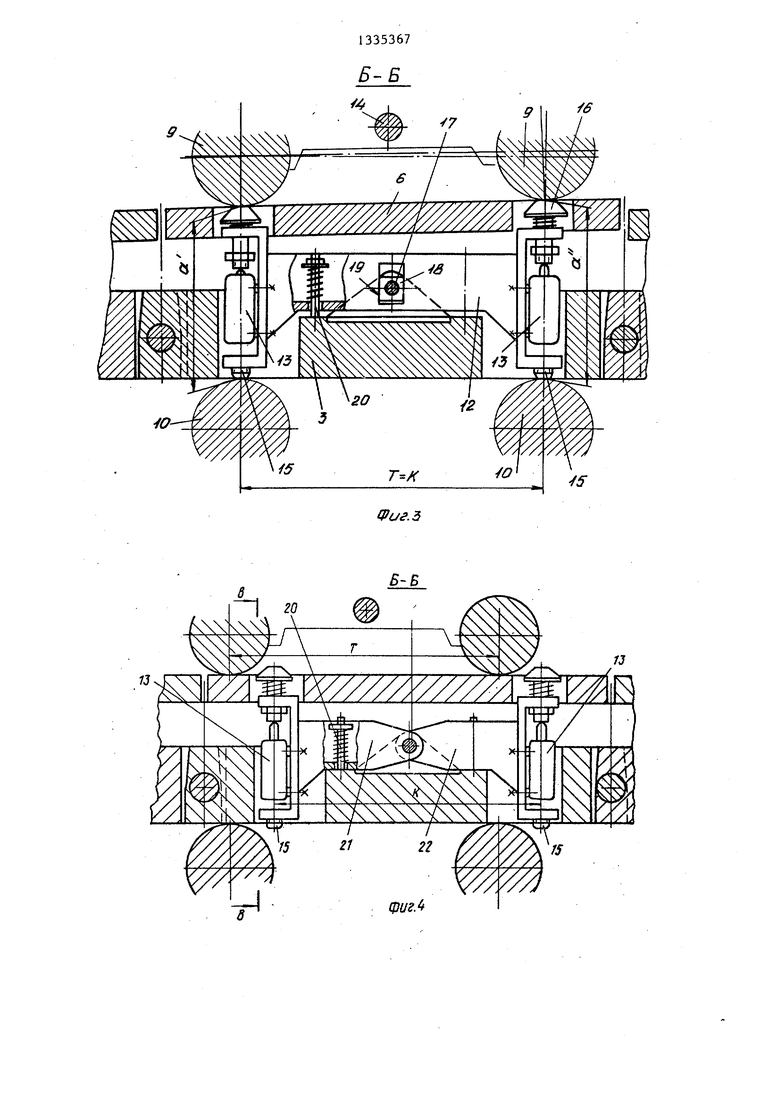
На фиг,1 показано предлагаемое устройство, вид сбоку; на фиг,2 - вид А на фиг,1; на фиг.З - разрез Б-Б на фиг,2; на фиг,4 - то же, вариант исполнения; на фиг,5 - разрез В-В на фиг,4; на фиг,6 - разрез Г-Г на фиг,2,
Устройство представляет собой шарнирное тело (фиг,1 и 2), состоящее
из звеньев 1-3, соединенных между со- 20 ликам 10, Подпружиненные упоры 16
бой осями 4 в цепь. Каждое звено снабжено подвижными элементами 5 и 6, Между звеньями и подвижными элементами расположены распорные надувные
контактируют с верхними роликами 9 воздействуют на датчики 13, которы вьщают необходимую информацию о ра воре роликов. Так как расстояние К
камеры 7, На звеньях 1 и 2 и подвиж- 25 между датчиками соответствует шагу Т ных элементах 5 по оси тела устройства - установки балансирных роликов, то про- закреплены датчики 8 замера прогиба ро- исходит одновременная фиксация раст- ликов 9 и 10 направляющих элементов ма- - шины непрерьтного литья металлов,
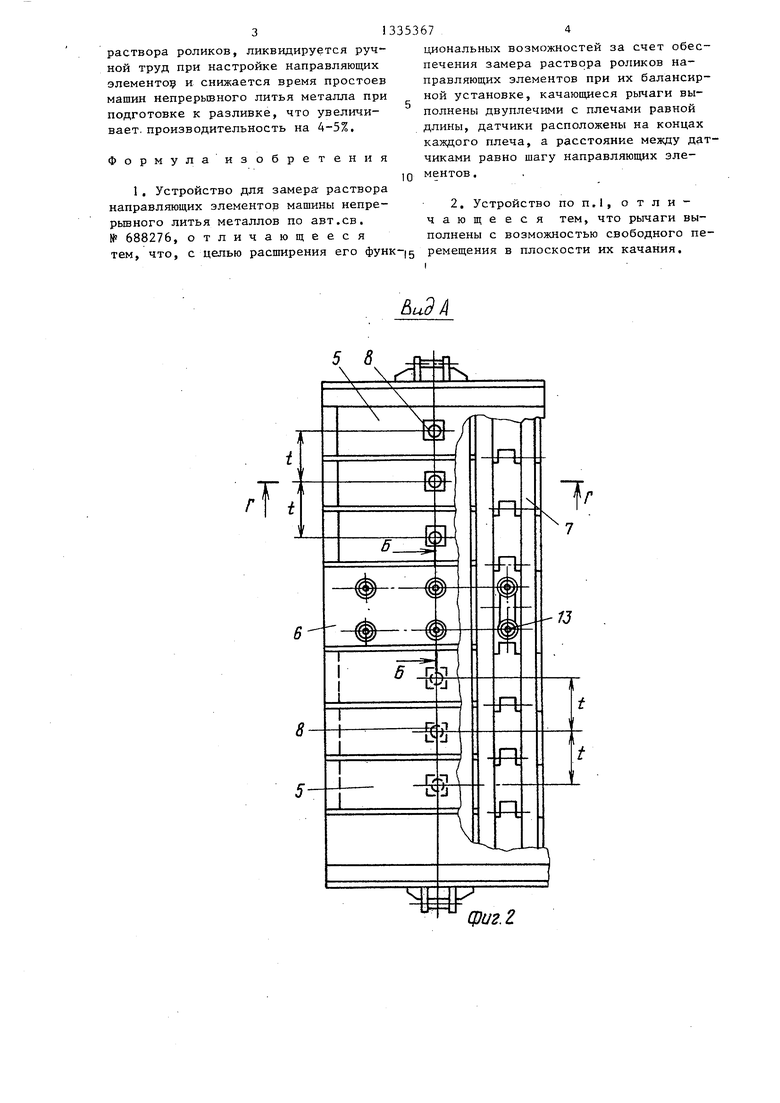
ворса а и а вне зависимости от возможного перекоса балансирно установГоловки 11 датчиков 8 через отверстия зо леных роликов 9, Действительный раств звеньях и подвижных элементах выходят наружу. Датчики 8 установлены с шагом t, примерно равным длине окружности роликов, деленной на количество датчиков. Длина среднего зве- при выполнении рычагов по второму ва- на 3 вьтолняется больше шага Т роли- рианту (фиг,4), При жесткой установ- ков 9 и 10, На звене 3 установлен ка- ке верхних роликов 9 в работу включающийся рычаг 12, который вьшолнен двуплечим (фиг.З), На конце рычага 12
40
установлены датчики 13, расстояние К между которыми соответствует шагу Т верхних роликов 9, которые могут быть установлены балансирно с помощью шарниров 14,
Рычаг снабжен регулировочньми винтами 15 и подвижньми подпружиненными упорами 16. Шарнир рычага 12 является точкой подвеса его к звену 3, расположен посредине между датчиками 13 и -выполнен в виде оси 17 и сухаря 18, расположенного в пазу 19 рычага 12, что обеспечивает его подвижность перпендикулярно плоскости качания, Рычаг притянут к звену 3 пружинами 20, Рычаг 12 может быть выполнен из двух частей 2 и 22, закрепленных независимо в точке подвеса с помощью осей 17 (фиг,4).
чают только один из датчиков 13, закрепленных на рычаге 12, При прохождении устройства по зоне вторичного охлаждения головки 11 датчиков 8 так же контактируют с роликами направляющих элементов. При этом фиксируются размеры в от опорных поверхностей 21 с до бочки роликов, Полученные замеры определяют прогиб роликов в данной точке. Так как устройство снабжено несколькими датчиками 8 в каждом ря-; ду, то прогибы каждого ролика замеряются в нескольких точках по его окружности, что обеспечивает необходимую инфомацию о действительном прогибе роликов,
Изобретение обеспечивает замер раствора роликов как при жесткой,так и при балансирной их установке, Таким образом расширяются функциона льные возможности устройства и, тем самым, обеспечивается механизация замера
50
55
Устройство работает следующим образом.
Устройство через полость кристал.- лизатора заводится в зону вторичного охлаждения (не показано), и в надув- ные камеры 7 подается сжатый воздух. Вследствие этого создается распорное усилие, достаточное для создания сил трения, обеспечивающих удержание устройства и его продвижение по зоне вторичного охлаждения.
При включении тянущих роликов устройство продвигается вдоль направляю- щих элементов зоны. Винты 15 рьма- гов 12 контактируют с нижними роликами 10, И рычаги 12 благодаря их качанию и подвижности в точке подвеса на сухарях 18 самрустанавливаются по ро
контактируют с верхними роликами 9 и воздействуют на датчики 13, которые вьщают необходимую информацию о растворе роликов. Так как расстояние К
между датчиками соответствует шагу Т установки балансирных роликов, то про- исходит одновременная фиксация раст-
ворса а и а вне зависимости от возможного перекоса балансирно установвор а роликов определяется как полусумма замеренных растворов а и а,
а + а т.е, а , То же происходит
при выполнении рычагов по второму ва- рианту (фиг,4), При жесткой установ- ке верхних роликов 9 в работу вклю
чают только один из датчиков 13, закрепленных на рычаге 12, При прохождении устройства по зоне вторичного охлаждения головки 11 датчиков 8 так же контактируют с роликами направляющих элементов. При этом фиксируются размеры в от опорных поверхностей 21 до бочки роликов, Полученные замеры определяют прогиб роликов в данной точке. Так как устройство снабжено несколькими датчиками 8 в каждом ря-; ду, то прогибы каждого ролика замеряются в нескольких точках по его окружности, что обеспечивает необходимую инфомацию о действительном прогибе роликов,
Изобретение обеспечивает замер раствора роликов как при жесткой,так и при балансирной их установке, Таким образом расширяются функциона льные возможности устройства и, тем самым, обеспечивается механизация замера
раствора роликов, ликвидируется ручной труд при настройке направляющих элементов и снижается время простоев машин непрерьшного литья металла при подготовке к разливке, что увеличивает, производительность на 4-5%,
Формулаизобретения
10
1. Устройство для замера раствора направляющих элементов машины непрерьшного литья металлов по авт.св. № 688276, отличающееся тем, что, с целью расширения его функ-|5
Г
0
|5
циональных возможностей за счет обеспечения замера раствора роликов направляющих элементов при их балансир- ной установке, качающиеся рычаги выполнены двуплечими с плечами равной длины, датчики расположены на концах каждого плеча, а расстояние между датчиками равно шагу направляющих элементов .
2. Устройство по п,1, отличающееся тем, что рычаги выполнены с возможностью свободного перемещения в плоскости их качания, I
г
6-Б
/
/5
Фиг.з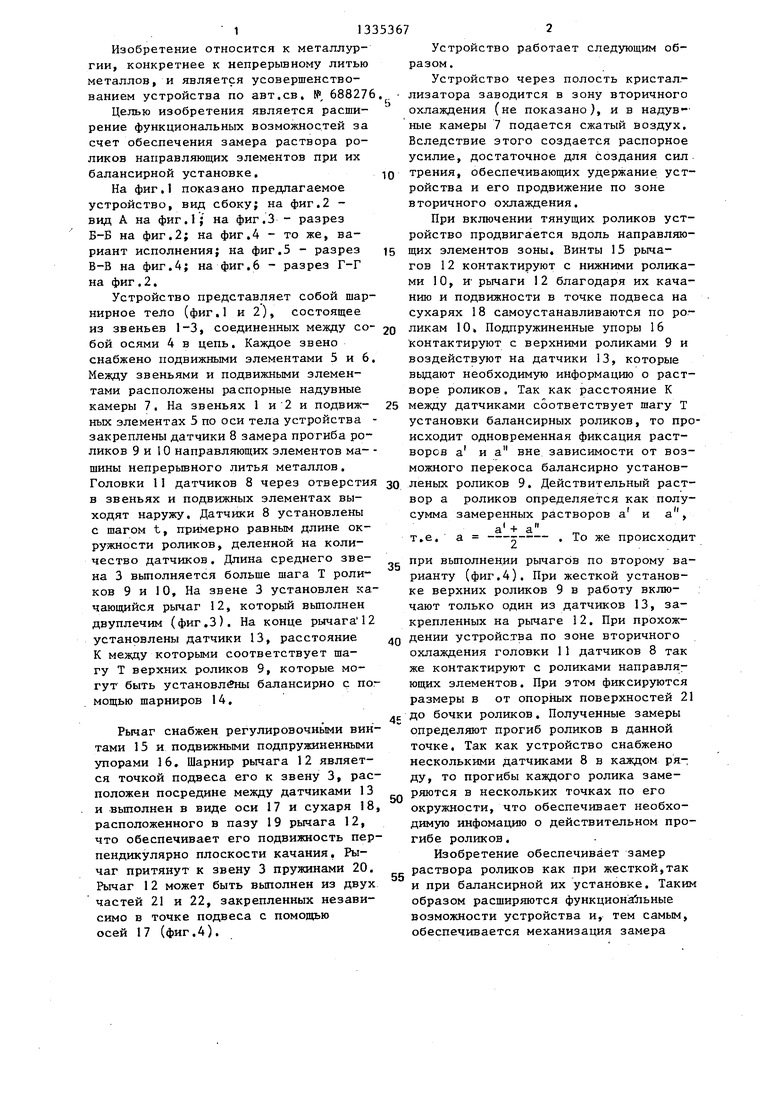
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замера раствора направляющих элементов машин непрерывного литья металлов | 1977 |
|
SU688276A1 |
| Устройство для замера раствора направляющих элементов машины непрерывного литья | 1985 |
|
SU1276434A1 |
| ШИБЕРНЫЙ ЗАТВОР | 2023 |
|
RU2805407C1 |
| СПОСОБ И УСТРОЙСТВО АВТОМАТИЧЕСКОГО НАТЯЖЕНИЯ ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ | 2008 |
|
RU2509934C2 |
| УСТРОЙСТВО ДЛЯ ОБЕЗВЕШИВАНИЯ ПРЕЦИЗИОННЫХ РАСКРЫВАЕМЫХ КОНСТРУКЦИЙ КОСМИЧЕСКОГО АППАРАТА | 2019 |
|
RU2733012C1 |
| Механизм режущего инструмента | 1989 |
|
SU1733765A1 |
| Регулятор скорости прядильных или крутильных машин | 1947 |
|
SU82383A1 |
| Компенсирующий механизм подвески гусеничной машины | 1987 |
|
SU1539120A1 |
| Устройство для намотки ленточной изоляции на проводники обмотки | 1988 |
|
SU1686630A1 |
| ИГРУШКА "БАЛАНСИРНЫЕ КАЧЕЛИ" | 2004 |
|
RU2262974C1 |
Изобретение предназначено для проверки технологической оси машин непрерывного литья металлов. Целью изобретения является расширение функциональных возможностей устройства за счет обеспечения замера раствора роликов направляющих элементов при их балансирной установке. Устройство представляет собой шарнирное тело,состоящее из звеньев 1,2,3 и подвижных элементов 5,6. Внутри тела расположены надувные камеры. На звеньях 1,2 и -подвижных элементах 5 закреплены датчики 8 замера прогибов направляющих элементов - роликов. На звеньях3 установлены качающиеся двуплечие рычаги, на концах которых симметрично установлены датчики 13 раствора роликов. 1 з.п. ф-мы, 6 ил. с .СА:) оо сл со О5 1Ч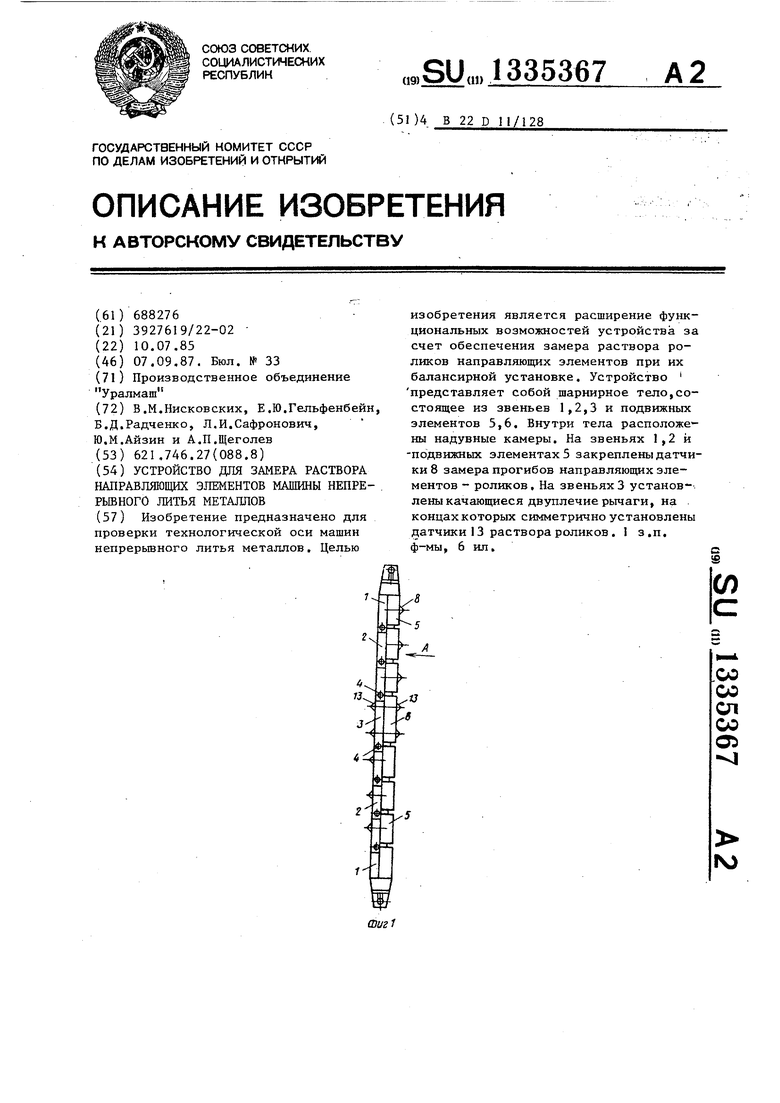
Б-Б
J3
& В
