3
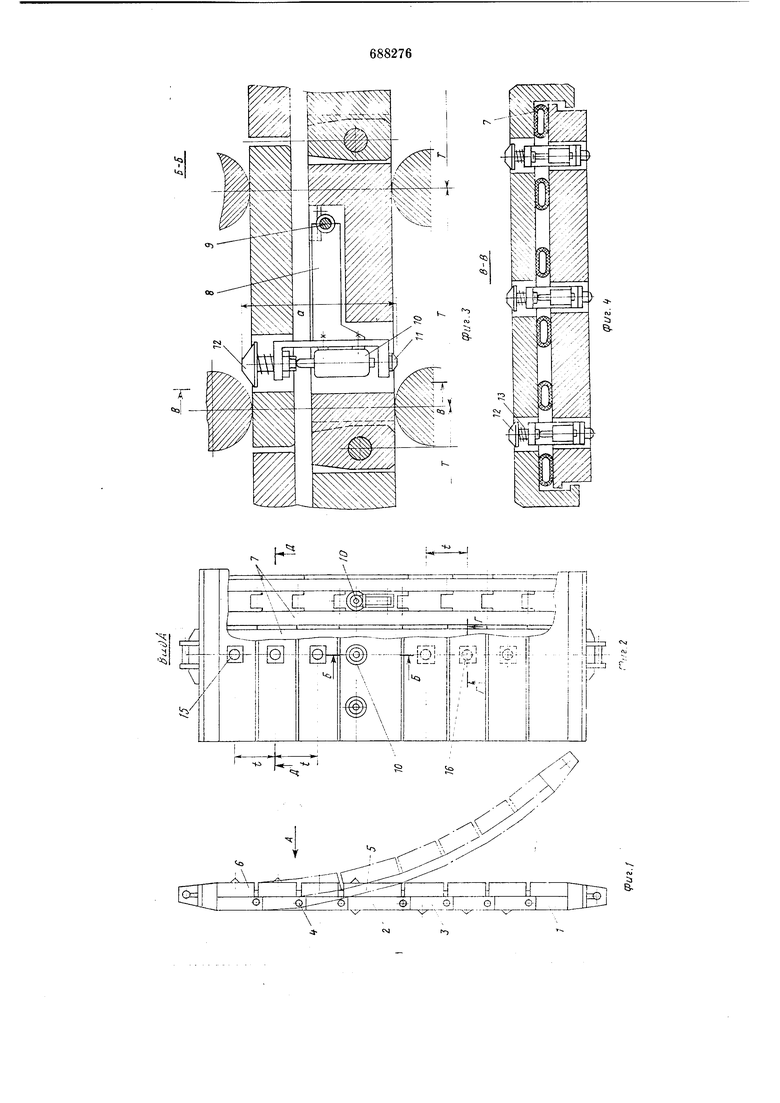
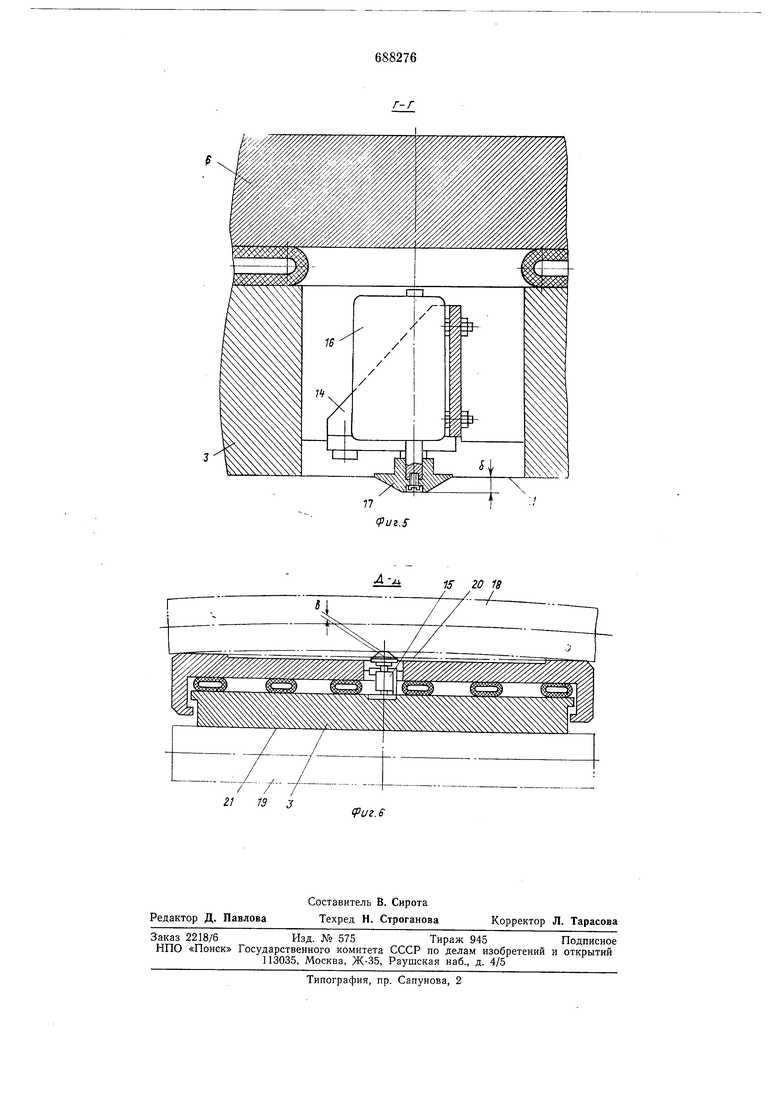
не 2 с помощью рычагов 8, подвижно закрепленных на осях 9, установлены датчики 10. Рычаги снабжены регулировочными винтами 11 и подвижными упорами 12 с пружинами 13. На звеньях 1 и 3 на подвижных элементах 6 закреплены с помощью кронщтейнов 14 но три дополнительных датчика 15 и 16, головки 17 которых через отверстия в звеньях и верхних элементах выходят наружу тела.
Датчики установлены с шагом t, примерно равным длине окружности направляющих роликов, деленной на количество датчиков. При трех датчиках щаг равен 1/3 окружности роликов. Длина среднего звена 2 (см. фиг. 3) выполняется больше шага Т роликов 18 и 19 направляющих элементов зоны вторичного охлаждения.
Работа устройства происходит следующим образом.
Перед нроведением замеров с помощью регулировочных винтов 11 и головок 17 производится настройка размеров а и б. При этом размеры а должны быть несколько большими максимального раствора поддерживающих элементов зоны вторичного охлаждения, а размеры б - больше предполагаемого максимального прогиба роликов. Устройство через полость кристаллизатора заводится в зону вторичного охлаждения (на чертежах не показано) и в надувные рукава 7 нодается сжатый воздух. Вследствие этого создается распорное усилие, достаточное для создания сил трения, обеспечивающих удержание устройства и его продвижение но зоне вторичного охлаждения. Кроме того, обеспечивается выборка люфтов поддерживающих элементов зоны вторичного охлаждения.
При включении тянущих роликов устройство продвигается вдоль направляющих элементов зоны вторичного охлаждения. Винты 11 и упоры 12 рычагов 8 контактируют с противолежащими направляющими элементами зоны вторичного охланедения. Упоры 12, сжимая пружины 13, воздействуют на датчики 10, которые выдают необходимую информацию о действительных размерах а, соответствующих раствору направляющих элементов. Так как длина звена 2
4
больше шага Т роликов нанравляющих элементов, а датчики 10 установлены на качающихся на осях 9 рычагах 8, то нри проходе устройств по зоне исключаются переносы звена 2. При прохождении устройства по зоне вторичного охлаждения головки 17 датчиков 15 и 16 так же контактируют с роликами нанравляющих элементов. При этом датчики 15 фиксируют размеры в от плоскостей 20 устройства до роликов 18 (см. фиг. 6) верхнего ряда, а датчикн 16 размеры б от плоскостей 21 до роликов нижнего ряда.
Полученные замеры определяют прогиб роликов в данной точке. Так как устройство снабжено несколькими датчиками 15 и 16 в каждом ряду, то прогибы каждого ролика замеряются в нескольких точках по его окружности, что обеспечивает необходимую информацию о действительном прогибе роликов.
Формула изобретения
1. Устройство для замера раствора направляющих элементов машины непрерывного литья металлов, содержащее щарнирное тело в виде цепи и датчики раствора, отличающееся тем, что, с целью обеспечения повышения точности замера раствора направляющих элементов и измерения их прогиба и обеспечения стабильности процесса непрерывного литья, шарнирное тело снабжено распорными надувными камерами в виде продольных рукавов, а одно из средних звеньев цепи выполнено длиноГ; болоте шага роликов направляющих элементов и снабжено расноложенными в промежутках между рукавами качающимися рычагами, па которых расположены датчики раствора.
2. Устройство по п. 1, отличающееся тем, что оно снабжено по меньщей мере тремя дополнительными датчиками с каждой стороны щарнирного тела, установленными на его подвижных элементах и расположенными рядами по его оси с шагом, равным длине окружности ролика направляющих элементов, деленной на количество датчиков в ряду.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замера раствора направляющих элементов машины непрерывного литья металлов | 1985 |
|
SU1335367A2 |
| Устройство для замера раствора направляющих элементов машины непрерывного литья | 1985 |
|
SU1276434A1 |
| Устройство контроля технологической оси машины непрерывного литья заготовок | 1983 |
|
SU1138235A1 |
| Затравка машины непрерывной разливки металлов | 1979 |
|
SU863158A1 |
| Затравка для установок непрерывной разливки металлов | 1976 |
|
SU655467A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ДЛИНЫ СТЕЖКА | 2009 |
|
RU2441949C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| Затравка для установки непрерывной разливки металлов | 1986 |
|
SU1440605A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
ч
fc
-fi ч
о
Л ,, ..------ГПУ
UU,L1-:
Of
№:з
В-Ф-1 , . о о оТ
...-,.,L
21 13
15 0 18
-/.Уиг.е
