го
05 4
ОО 4
Изобретение относится к металлургии, а именно к непрерывному литыо металлов.
Целью изобретения является улучшение качества настройки нанравляюших элементов путем новыи1еиия точности замера их прогибов.
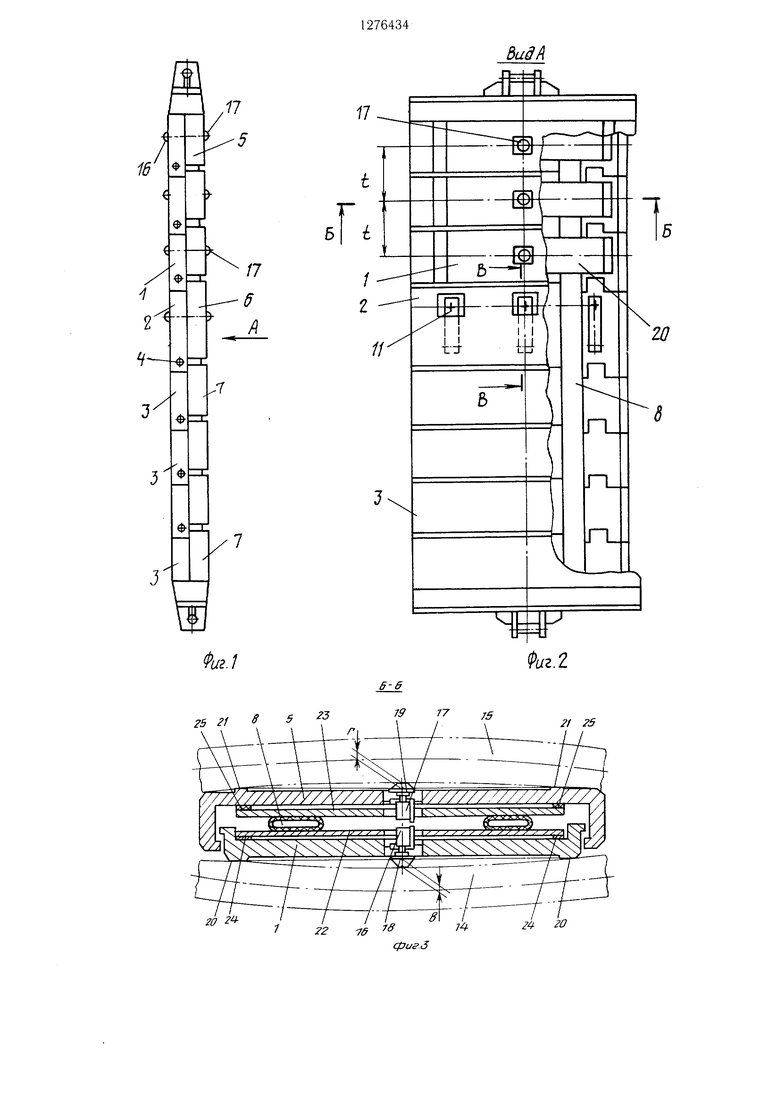
На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фи1. 3 - разрез Б-Б на фиг. 2; на фиг. 4 -- то же (второй вариант исполнения); на фиг. 5 - разрез В - В на фиг. 2.
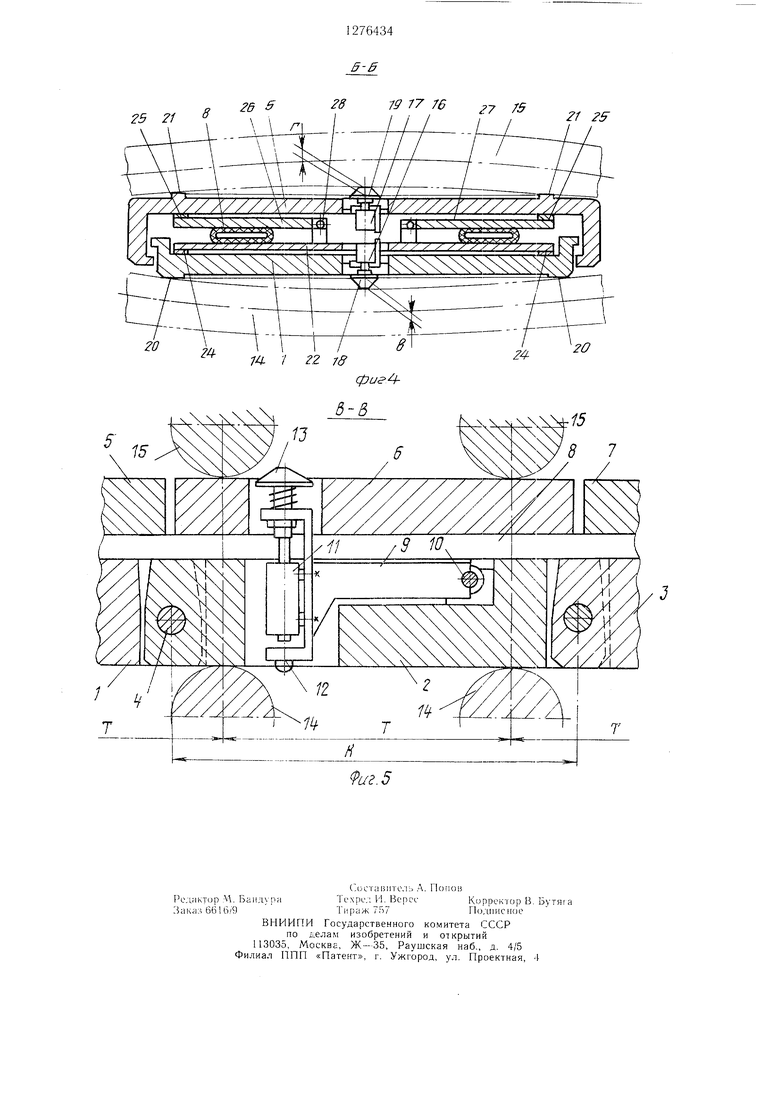
Устройство Г1редстав.ляет собой шарнирное тело ((|5иг. 1 и 2), состоящее из звеньев 1, 2 и 3, соединенных между собой осями 4 в цепь. Звенья снабжены подвижными элементами 5, 6 и 7. Внутри тела вдоль него расположены распорные надуЕи ые камеры 8. На звене 2 с помоп1ью рычагов 9, подвижно закрепленных па осях 10, установлены датчики 1 1 замера раствора направляюн их элементов (фиг. 5). Рычаги снабжены регулировочными винтами 12 и подпружиненными упорами 13. Длина К звена 2 выполнена более шага 7 роликов 14, 15 направляющих элементов зоны вторичного охлаждения. На звеньях 1 и подвижных элементах 5 закреплепо по три датчика 16, 17 замера прогиба роликов (фиг. 3, 4). Датчики установлены с niaroM t, примерно равным длине окружности направляющих роликов, деленной на количество датчиков в ряду. Датчики снабжены головками 18, 19. Звенья 1 и подвижные элементы 5 имеют опоры 20 и 21. Между надувными распорными камерами 8, звеном I и элементом 5 раеположепы промежуточные элемент) 22, 23 в виде иластин с у орами 24, 25, которые ,. ожены соответственно расположен и о 20, 21, . Для разгрузки промежуточных элементов от изгибаю цего момента в месте 1 рохода датчиков 16, 17 промежуточный э.темепт с cTopOH ji камер 8 мож;ет быть вы олнен из двух частей 26 и 27, котор е соединены шарнирами 28 с 1 ротнвоноложным г ромежуточным элеме 1том 22 (фиг. 4).
Устройство работает следук) образом.
Устройство через олость кристал, изатора заводится в вторичного охлажде ия (не показано) и в надувные амеры 8 подается сжатый воздух. Вследствие этого создается раснор 1ое усилие, достаточное для созда ия сил , обесиечиваю1 1их удержаг ие устройства и 1родвиже 1ие io зоне вторич1 ого ох. аждеиия. При включении роликов устройство родвигается вдоль направляюп1их элементов зоны BlOрИЧНОГО ОХЛаЖДе 1ИЯ. ВиНТ) 12 и 13
контактируют с 1рот1 Болежа цим роликами 14 и 15 направ. . У 10ры 13 воздействуют на И, K0iop 5ie
выдают необходимую информа -1ию о растворе роликов.
Головки 18 и 19 ./датчиков 16 и 17 также контактируют при прохождении устройства
но зоне вторичного охлаждения с роликами 14 и 15. При этом фиксируются размеры и и г от 20 и 21 до бочек роликов. Полученные замеры определяют прогиб роликов в данной точке. Так как устройство снабжено несколькими датчиками 16, 17 в каждом ряду, то прогибы каждого ролика замеряются в нескольких точках по его окружности, что обеспечивает еобходимую информаци О о дейетвительном прогибе .роликов. При этом усилия от надувных камер 8 передаются на звенья 1 и подвижные элементы 5 через упорь 24, 25 промежуточных элементов 22, 23 в местах опор 20, 21.
При втором варианте вь 1олнения 1ромежуточнь х эле.ментов, кроме того, усилия замыкаютея между частями 26, 27 и противо положным промежуточным элементом 22 через 28. Такое вылолнение промежуточных элеме тов обес ечивает разгрузку средней чаети от усилий надувных камер, что установку датчиков 16.
Изобретение позволяет исключить э.: ементов с датчиками 1рогибов. Это OBb njaeT приблизительно на точность за.мера прогибов роликов и обее 1ечивает возможность более качеетвенной настройки те X н ол о г и ч ее ко и линии.
0 Кроме того, использование изобретения позволяет увеличить выход на 0,4-0,5% ввиду улуч нения качества отлиFiaeMoro слитка.
Формула изобретения
I. Устройство для замера раствора направляюнлих элементов не1 рерыв ого литья, содержа 1ее п арнирное тело в 5иде из звеньев, соединенных осями, и верхних подвижных элементов,
0 распорп е надувные камеры, датчики раетвора, а также о . .мере датчика замера роликов, отличающееся тем, что, е .елью улуч пения качеетва настройки на 1равляюп.их элементов утем 1овь нения точности зам(ра их 1рО ибов, уст5 ройство снабжено пр1)межуточн з ми э. ементами, установленными 1ад и ОД распорными надувн)1ми камерами, при этом на рабочей г оверхности нижних звеньев и верхних
ОДВИЖНЫХ ЭЛеме ТО ВЫПОЛ еН , а
„ ia промежуточных элементах -- , рас оложенные под О Орами.
2. Уетройство Ю п. 1, отличающееся тем,
что 1 ромежуточный элемент с одной стороны
надувных камер выпол)ен из двух отдель 1ых частей, еоединен 1 5 х 1 арнирно е проти5 во 1оложпым нромежуточнь м элементом.
11
16
-/7
-)А
-fT
tX
&адА
.-ffflK
г./
S
(аг.2
2t 5
2 го
74 25 21 15 77 76 . 5 7 75 Z1 г L
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замера раствора направляющих элементов машин непрерывного литья металлов | 1977 |
|
SU688276A1 |
| Устройство для замера раствора направляющих элементов машины непрерывного литья металлов | 1985 |
|
SU1335367A2 |
| Затравка для установки непрерывной разливки металлов | 1986 |
|
SU1440605A1 |
| Устройство контроля технологической оси машины непрерывного литья заготовок | 1983 |
|
SU1138235A1 |
| Установка для сборки | 1983 |
|
SU1247216A1 |
| Устройство автоматического контроля состояния роликов и растворов между ними роликовой зоны машины непрерывного литья заготовок | 1983 |
|
SU1169788A1 |
| Затравка машины непрерывного литья с роликовым тянущенаправляющим механизмом | 1987 |
|
SU1470434A1 |
| Герметичный кабельный ввод | 1982 |
|
SU1065894A1 |
| Устройство для поддержки ходового винта | 1985 |
|
SU1256908A1 |
| Воздушная линия электропередачи | 1976 |
|
SU649076A1 |
Изобретение относится к устройствам для проверки технологической оси машин непрерывного литья металлов и измерения прогибов. Целью изобретения является улучшение качества настройки направляюших эле.ментов путем повышения точности замеров их прогибов. Устройство представляет собой шарнирное тело, состояш,ее из нижних звеньев (НЗ) и подвижных элементов (ПЭ). Внутри тела расположены надувные камеры. На НЗ установлены датчики замера раствора направляюш.их элементов, а на НЗ и ПЭ - по три датчика замера их прогибов. Между НЗ, надувными камерами и ПЭ расположены промежуточные элементы в виде пластин с упорами, расположенными соответственно опорам НЗ и ПЭ. Промежуточный элемент с одной стороны камер может быть выполнен из двух частей, шарнирно соединенных с противоположным промежуточным элементом. 1 з.п. ф-лы, 5 ил.
| Устройство для замера раствора направляющих элементов машин непрерывного литья металлов | 1977 |
|
SU688276A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
