(54) УСТРОЙСТВО ДНЯ УСТАНОВКИ ИЗДЕЛИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки изделия | 1983 |
|
SU1229022A2 |
| ТОКАРНЫЙ САМОЦЕНТРИРУЮЩИЙ КЛИНОВОЙ ПАТРОН | 1990 |
|
SU1834110A1 |
| Устройство для центрирования заготовки на планшайбе | 1990 |
|
SU1773571A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПОДШИПНИКОВ | 1971 |
|
SU290816A1 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237565C2 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
Изобретение относится к станкостр ению и может быть использовано в желобошпифовальных , круглошлифовальных внутришлифовальных и полировально-до водочных станках при обработке деталей типа колец подшипников на опорных башмаках. Известны устройства для установки изделия на шлифовальных станках для обработки деталей типа колец подшипников на опорных башмаках в магнитном патроне, планшайба которого неподвижна по отношению к патрону и имеет укороченный вылет рабочей части l . Осевое перемещение планшайбы по мере износа ее рабочей части на этих станках осуществляется перемещением шпинделя бабки изделия в небольших пределах с последующим его зажимом. Применение таких приспособлений усложняет конструкцию самого станка, снижает его кесткость, рабочая часть планшайбы составляет несколько миллиметров, после износа которой планшайба выбрасывается. Известно также устройство для установки изделия, патрон которого содержит износостойкую втулку, соединенную с планшайОой с натягом. При этом втулка расположена с одной стороны планшайбы, а сама планшайба консольно соединена с сердечником патрона. Шпиндель изделия, опорные башмаки и загрузочное устройство выполнены жестко, без возможности их осевого перемещения. При полном износе рабочей части втулки планшайба патрона снимается, а на ее место ставится новая. Осевое перемещение планшайбы по мере износа рабочей части втулки осуществляется путем установки компенсатора между .сердечником патрона и планшайбой. При этом для каждого станка необходимо иметь набор компенсаторов которые отличаются друг от друга по толгщне на десятые доли миллиметра)
Для установки компенсатора между сердечником патрона и планшайбой необходимо снять загрузочное устройство, блок опор, саму планшайбу, затем Снова их поставить на место, произвести подналадку и только после этого можно производить на станке дальнейшую обработку деталей. Все это требует значительного времени, в течение которого станок простаивает.
Цель изобретения - упрощение наладочных работ при износе рабочего торца втулки и лучшее использование.ее.
Указанная цель достигается тем, что устройство снабжено механизмом перемещения втулки, выполненным в в виде винтовой пары, и цангой, в которой крепится втулка
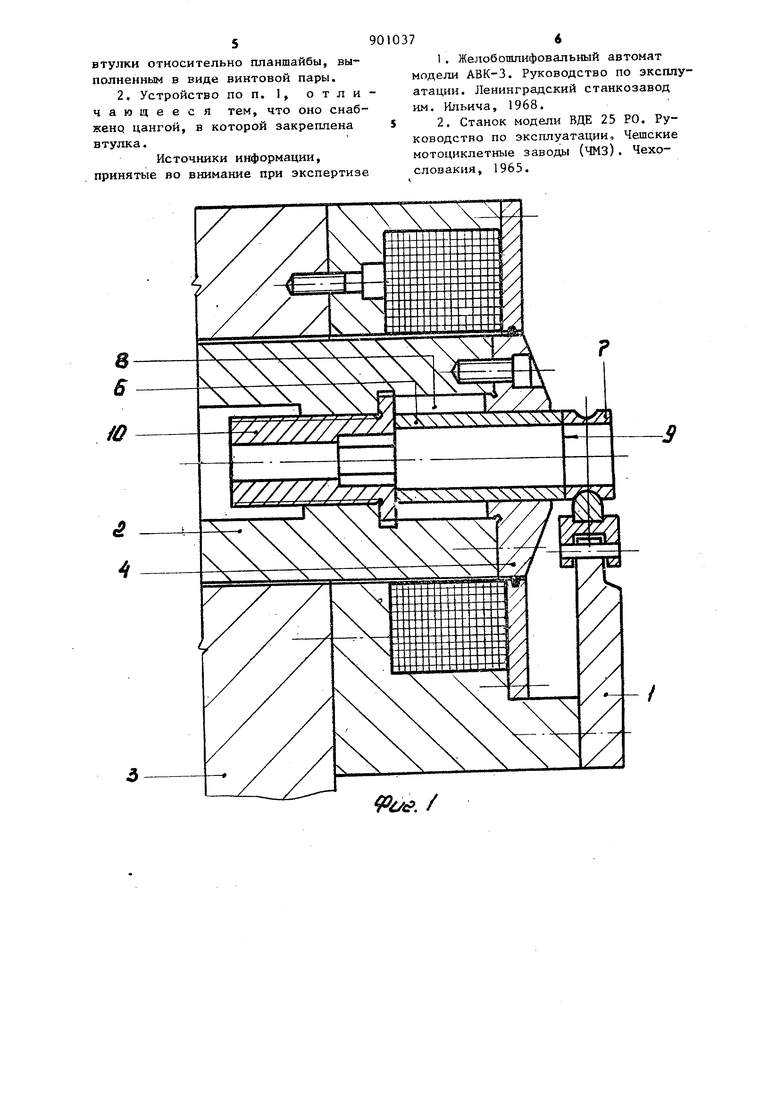
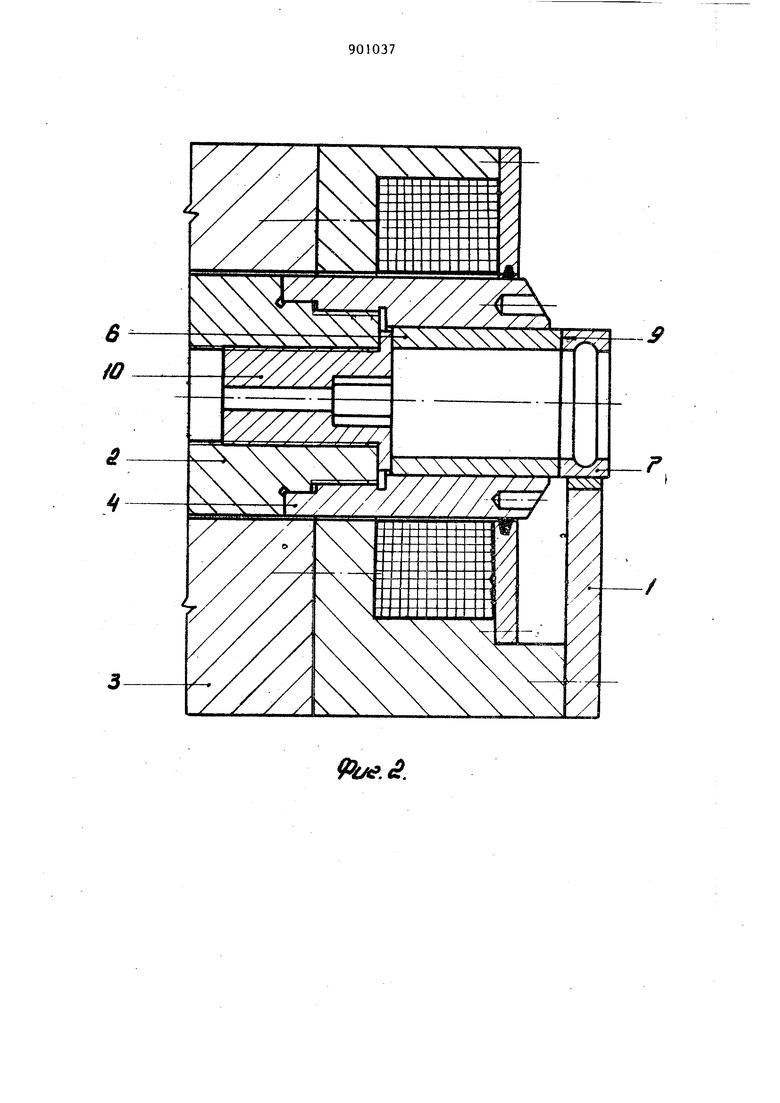
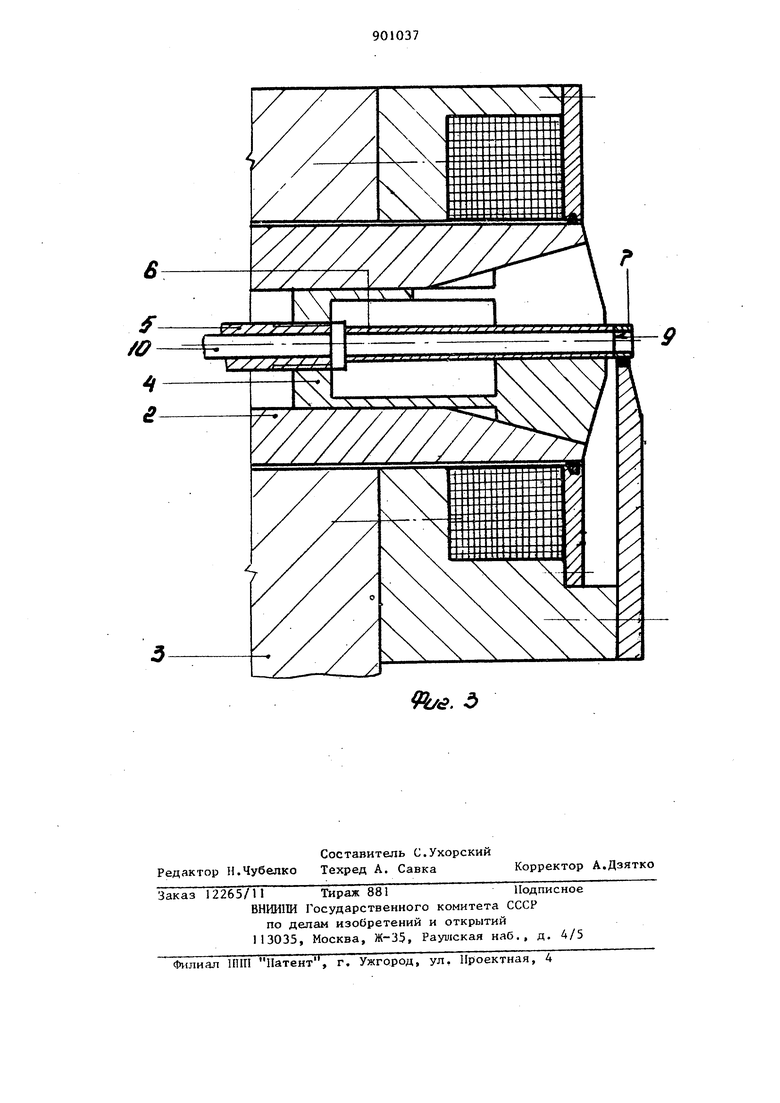
На фиг. 1 изображено устройство с креплением планшайбы к сердечнику винтами, общий ви;;} на фиг. 2 то же, с креплением планшайбы к сердечнику резьбовьп-1 соединением на фиг. 3 - то же, с креплением втулки цангой.
Приспособление содержит корпус 1 патрона, неподвижно закрепленный на бабке изделия 2, неподвижную электрическую катушку 3, крьш1ку 4 выполненную из немагнитного материала, опорные башмаки 5, одновременно выполняющие роль магнитопровода, планшайбу 6 и соединенную с ней с натягом износостойкую втулку 7, сердечник 8 патрона, .закрепленный неподвижно на валу шпинделя изделия винт 9. Планшайба 6 может быть выполнена в виде фланца и закреплена -с сердечником 8 винтами (фиг. 1) или выполнена в виде стакана и соединяться с сердечником В резьбой (фиг. 2), Она может быть выполнена также в виде цанги, установленной в сердечнике (фиг. З). Винт 10 (фиг. I и 2) в исходном положении ввернут в сердечник 8 до конца и со стороны втулки 7 имеет шестигранное отверстие под ключ. Тяга (фиг, З) проходит через полый вал шпинделя изделия и соединена с цангой резьбой. Один конец износостойкой втулки 7 расположен внутри сердечника 8, а другой выступает из планшайбы 6 со стороны опорных башмаков 5 так, что деталь, подлежащая обработке, занимает зада ное положение по отношению опорных башмаков 5.
010374
Устройство работает следующим образом.
При включении вращения шпинделя бабки изделия сердечник 8, иланшай5 ба 6, втулка 7 и винт 10 также вращаются как одно целое. Одновременно с включением вращения подается и электропитание в катушку 3. При этом происходит замыкание магнитного силового потока по цепи: катушка 3 - корпус 1 - опорные башмаки 5 - обрабатываемая деталь - втулка 7 планшайба 6 (цанга) - сердечник 8 кату1ика 3. Обрабатываемая деталь также вращается за счет сил трения между ее торцом и торцом втулки 8, возникающих от сил магнитного притяжения и надежно прижимается к башмакам 5 вследствие их эксцентричного . 2Q расположе1шя. Наличие эксцентриситета между центрами вращения втулки 7 и дeтaJШ приводит к износу рабочего торца втулки 7, что вызьшает необходимость периодически производить перемещение ее в осевом направлении в сторону опорных башмаков 5 на величину допустимого износа, что осуществляется винтом 10, который своим торцовым заплечиком воздействует JQ на торец втулки 7 и выерессовываетее из планшайбы 6 на требуемую величину. Втулку 7 можно леремещйть в осевом направлении до полного износа ее, после чего планшайбу 6 снимают, выпрессовывают остаток .втулки 7, на ее место запрессовывают новую втулку и снова планшайбу 6 в месте с втулкой 7 устанавливают на сердечник 8. В случае применения вместо планшайбы цанги (фиг. З) освобождение и зажим втулки осуществляют тягой.
Устройство позволяет применять удлиненные втулки. Винт для осевого перемеще дая втулки сокращает время, необходимое на подналадку станка по мере износа рабочей части втулки.
Формула изобретения
f..
И/С.
