Изобретение относится к машиностроению и может быть использовано в станках для заточки многолезвийного инструмента, например сверл.
Цель изобретения - повышение точности измерения шага стружечной канавки .многолезвийного инструмента за счет учета величины биения режущей кромки инструмента.
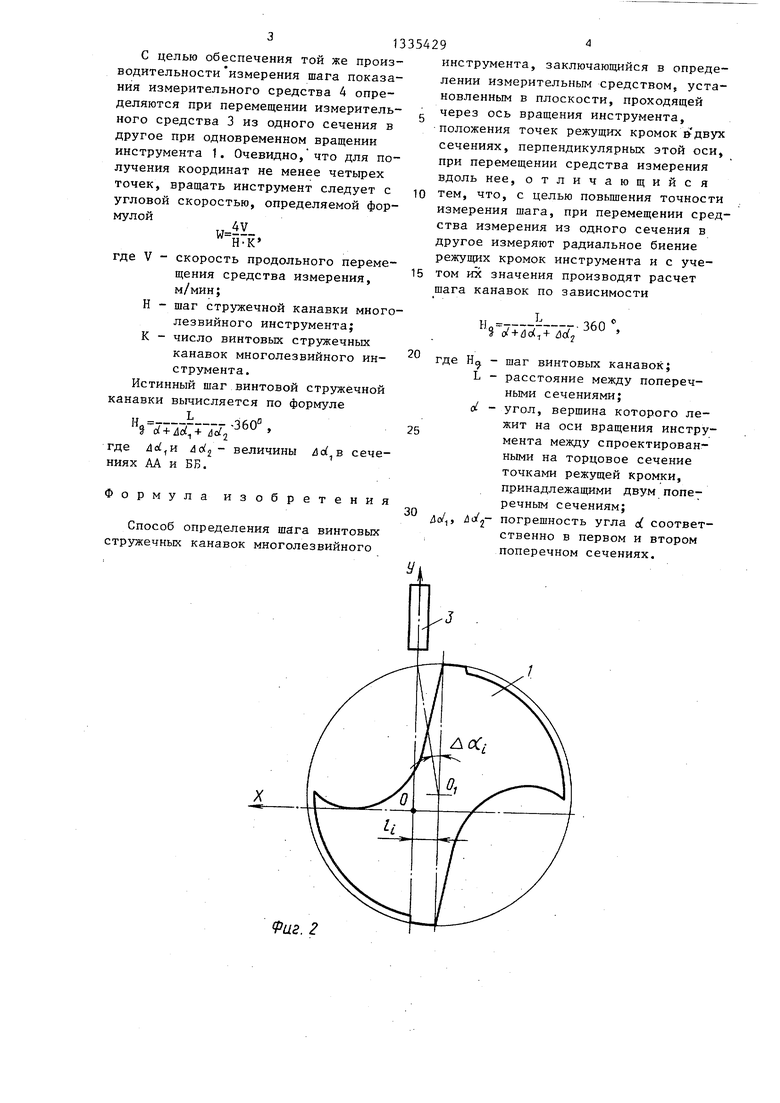
На фиг. ,1 изображено расположение многолезвийного инструмента относительно средства измерения; на фиг.2 - поперечное сечение инструмента, в котором расположено средство измерения; 15 ну ц , а в плоскости YOZ величину cf,
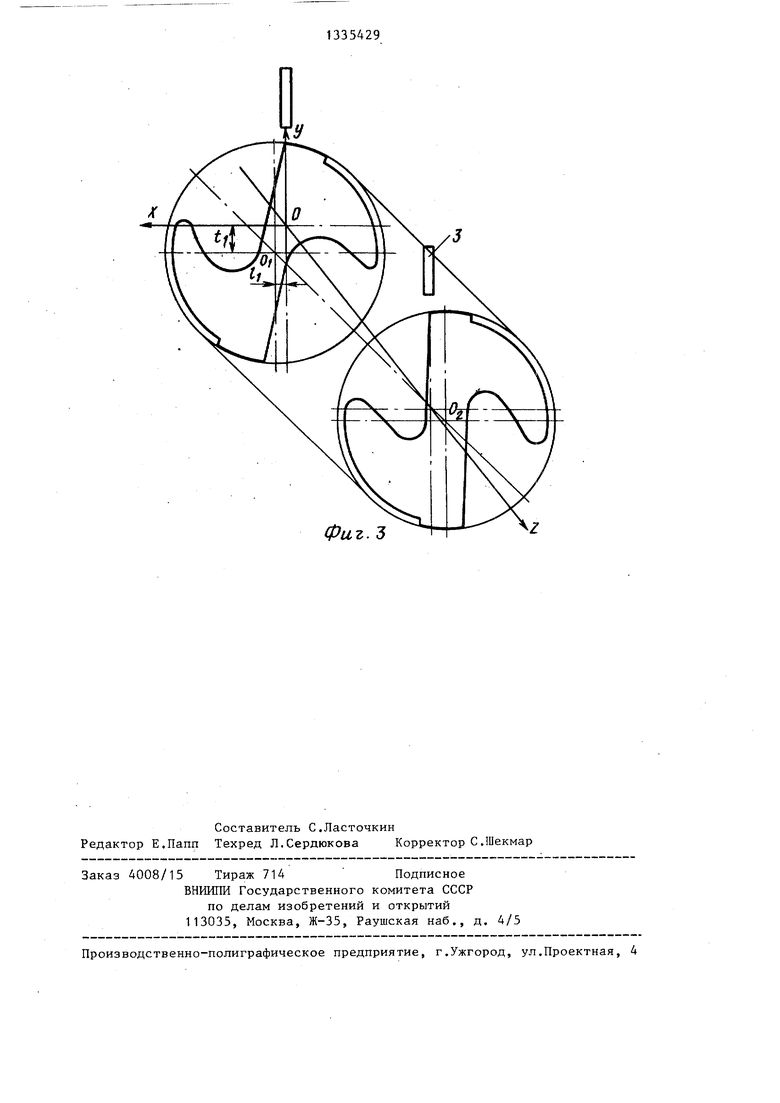
на фиг. 3 - пространственная схема измерения шага стружечных канавок многолезвийного инструмента, например сверла.
Измеряемый инструмент 1 устанавливают в шпинделе изделия 2, подводят средство 3 измерения в сечение АА, перпендикулярное оси вращения инструмента 1.
.В этом же сечении АА находится средство 4 измерения, позволяющее измерять величины радиального биения кромок многолезвийного инструмента 1. Оба средства 3 и 4 измерения установлены неподвижно друг относительно друга.
Измеряют угловое положение инструмента 1, при котором точка режущей кромки, принадлежащая сечению АА, проходит через осевую плоскость, идентифицируемую измерительным сред- . ством 3. Перемещают измерительные средства 3 и 4 на расстояние L вдоль оси вращения инструмента, т.е. в сечение ББ, одновременно осуществляя вращение инструмента 1. При этом фиксируют показания d. измерительного средства 4. Измеряют угловое положение инструмента 1, при котором точка режущей кромки, принадлежащая сечению ББ, проходит через осевую кость, идентифицируемую измерительным средством 3.
Б связи с тем, что при определении шага винтовых канавок ось вращения инструмента не совпадает с осью его Наружной поверхности, инструмент 1 при фиксации его режущей кромки в i-M сечении, перпендикулярном оси
можно определить величину 1 в любом i-M сечении, расположенном на расстоянии Z. от плоскости XOY, по формуле
20 ,+Z.tg4 .
Угол с/ берется со знаком + (плюс), если вектор 0,0, спроектированный на плоскость XOZ, образует острый угол с положительным направ25 лением оси ОХ, и со знаком - (минус) , если тупой.
Для определения величин 1 , Ц , и (f необходимо написать уравнение на 30 ружной поверхности цилиндра в заданной системе коор динат
(Х-1.,) .cos(ti+Z-sinit 2+ (Y-1,.) scostf-Z -cosi - sin I/ +(X-1 ) sin i/
35
40
45 „
50
. T. d2 xsinifj 2;
где X,Y,Z - текущие координаты точек наружной поверхности цилиндра,
получаемые при контроле измерительным средством 4, при этом X /3 СО о(
Y sino(; р + d. , где d. - показания измерительного средства 4 (при
d
р показание измерительного средства 4, равное О, настраивается предва рительно) , с/ - угол поворота шпинделя.
Поскольку в уравнении наружной поверхности цилиндра неизвестных четыре (1, , 2 ц; и v), определяем координаты четырех точек наружной поверхности цилиндра. Поставляя их
вращения, дополнительно поворачивает- gg в уравнение, получаем систему четы- , 21i - рех уравнений, решая которую, опре- сянаугол Дс/.агс tg-j-, где 1. - неизвестные 1, t, у
расстояние от оси наружной поверхнос- Находим величины doi. в любом сети инструмента до плоскости, иденти- чении.
фицируемой измерительным средствам 3, измеренное в i-м сечении, перпендикулярном оси вращения инструмента; d - диаметр наружной поверхности инструмента.
Представив инструмент в виде цилиндра, расположенного в системе координат XYZ таким образом, что ось его наружной поверхности пересекает
плоскость XOY в точке 0, с координатами , ; , и угол наклона оси инструмента относительно оси Z в плоскости XOZ составляет величиможно определить величину 1 в любом i-M сечении, расположенном на расстоянии Z. от плоскости XOY, по формуле
0 ,+Z.tg4 .
Угол с/ берется со знаком + (плюс), если вектор 0,0, спроектированный на плоскость XOZ, образует острый угол с положительным направ5 лением оси ОХ, и со знаком - (минус) , если тупой.
Для определения величин 1 , Ц , и (f необходимо написать уравнение на- 0 ружной поверхности цилиндра в заданной системе коор динат
(Х-1.,) .cos(ti+Z-sinit 2+ (Y-1,.) scostf-Z -cosi - sin I/ +(X-1 ) sin i/
5
0
5 „
0
. T. d2 xsinifj 2;
где X,Y,Z - текущие координаты точек наружной поверхности цилиндра,
получаемые при контроле измерительным средством 4, при этом X /3 СО о(;
Y sino(; р + d. , где d. - показания измерительного средства 4 (при
d
р показание измерительного средства 4, равное О, настраивается предварительно) , с/ - угол поворота шпинделя.
Поскольку в уравнении наружной поверхности цилиндра неизвестных четыре (1, , 2 ц; и v), определяем координаты четырех точек наружной поверхности цилиндра. Поставляя их
С целью обеспечения той же производительности измерения шага показания измерительного средства 4 определяются при перемещении измерительного средства 3 из одного сечения в другое при одновременном вращении инструмента 1. Очевидно, что для получения координат не менее четырех точек, вращать инструмент следует с угловой скоростью, определяемой фор- мулой
Н-К
где V - скорость продольного перемещения средства измерения, м/мин;
Н - шаг стружечной канавки многолезвийного инструмента; К - число винтовых стружечных канавок многолезвийного инструмента.
Истинный шаг винтовой стружечной канавки вычисляется по формуле L
ц ГЛЙП°
t d + Ad,+ ud
где ud - ниях АА и ББ.
величины
сечеФормула изобретения
Способ определения шага винтовых стружечных канавок многолезвийного
инструмента, заключающийся в определении измерительным средством, установленным в плоскости, проходящей
„ через ось вращения инструмента,
положения точек режущих кромок сечениях, перпендикулярных этой оси, при перемещении средства измерения вдоль нее, отличающийся
10 тем, что, с целью повьшгения точности измерения шага, при перемещении средства измерения из одного сечения в другое измеряют радиальное биение режущих кромок инструмента и с уче15 том их значения производят расчет шага канавок по зависимости
7,Lofin
З + ud,+ ud
где Н - шаг винтовых канавок;
L - расстояние между поперечными сечениями;
d- - угол, вершина которого лежит на оси вращения инструмента между спроектирован- ными на торцовое сечение
точками режущей кромки, принадлежащими двум поперечным сечениям;
Ло/1, погрешность угла of соответственно в первом и втором поперечном сечениях.
20
25
30
иг. 2
Фаг. 3
Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования многолезвийного режущего инструмента с циклоидальным профилем стружечной канавки | 1984 |
|
SU1359084A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
| Метчик | 1989 |
|
SU1763113A1 |
| Способ шлифования спинок спиральных сверл | 1989 |
|
SU1692818A1 |
| Способ изготовления чистовой червячной фрезы | 1989 |
|
SU1768360A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ ОСЕВЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2520936C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| МЕТЧИК | 2013 |
|
RU2542217C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
Изобретение относится к области машиностроения и может быть использовано в станках для заточки многолезвийного инструмента. Целью изобретения является повышение точности измерения шага стружечной канавки за счет учета величины биения режущей кромки. Измеряемый инструмент 1 устанавливают в шпинделе изделия 2, подводят средства измерения 3 и 4 в сечение АА, перпендикулярное оси вра- щения инструмента 1. При перемещении средств измерения в сечение ББ измеряют радиальное биение режущих кромок инструмента и по их значениям производят расчет действительного шага по зависимости (+л (j/х «360°, где Нд - действительный шаг винтовых канавок; L - расстояние между поперечными сечениями АА и ББ; d-- угол, вершина которого лежит на оси вращения инструмента между спроектированными на торцовое сечение точками режущей кромки, принадлежащими Двум поперечным сечениям; Ло1, Л Ы, погрешность угла cf соответственно в сечениях АА и ББ. 3 ил. с & (/ А Перемещение Фаг.1
| Заточка фрез на станках с ЧПУ | |||
| - Станки и инструменты, 1985, № 9, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
