Изобретение относится к промышленности строительных материалов, преимущественно к способу изготовления теплоизоляционно-отделочных плит,
Целью изобретения является увеличение жизнеспособности сырьевой сме.си и снижение продолжительности термообработки.
В качестве растворов связующих, которыми предварительно обрабатывают легкий минеральный наполнитель, используют растворы фосфорнокислых солей, при этом подогрев минерального наполнителя, порошкообразного связу- ющего и сформированного ковра осуществляют прч 110-140 С, растворы силикатов, при этом подогрев легкого
минерального наполнителя, по р ошкооб- разного фосфатного связующего и сфор мированного ковра осуществляют при 70-100 ; растворы лигносульфатов, при этом подогрев легкого минерального наполнителя, порощкообразного фосфатного связующего и сформирован-
ного ковра осуществляют при или растворы полимеров, отвер}кдающих ся в кислой среде, при этом подогрев легкого минерального наполнителя, порошкообразного фосфатного- связую.ще го и сформированного ковра осуществляют при 60-90°С.
Растворы связующих выполняют роль фиксатора порошкообразного фосфатного связующего, и предназначены при- крепить и равномерно распределить порошкообразное фосфатное связующее по поверхности частиц легкого минерального наполнителя,
Увеличение жизнеспособности сырье вой смеси достигается за счет мень- шей химической активности порошкооб- .разных кристаллогидратов фосфорнокислых солей, так как реакция в твердой фазе протекает значительно медленнее чем в растворе (расплаве). Б качестве кристаллогидратов фосфорнокислых солей используют гексаметафосфат натрия, фосфаты железа, фосфаты алюминия, алюмохромфосфат, алюмоборфосфат силикоалюмофосфат и др.
Раствор связующего, который вводят перед введением порошкообразного фосфатного связующего, осуществляет лишь его прилипание к частицам минерального наполнителя. При этом без одновременного приложения давления и температуры расхода порошкообраз0
5
5
0
g
ного связующего на взаимодействие с наполнителем практически отсутствует.
Сокращение времени термообработки достигается тем, что предварительным прогревом наполнителя, порошкобразно- го связующего и отформованного ковра перед загрузкой в пресс переводят порошкообразное фосфатное связующее представляющее собой термопластичный неорганический полимер, из твердого ,в твердопластичное состояние. Тем самым сокращается процесс перехода неорганического термопластичного полимера из твердого в жидкопластичное состояние под действием давления и температуры в прессе.
Прессование при давлении менее 0,1 МПа не обеспечивает получение . требуемых технических свойств, а увеличение давления (выше 2,0 МПа) не улучшает физико-механические показатели и нецелесообразно. Прессование изделий при температуре ниже 130 С обуславливает необходимость в увеличении времени выдержки в прессе, а увеличение температуры -(выше ) - сложно, технически не обеспечивает сокращения времени выдержки в прессе менее 1 мин на 1 мм изделия и нецелесообразно.
Способ осуществляется следующим образом.
Подогретый легкий минеральный наполнитель, например вермикулит, перемешивают с раствором связующего . (кн.слых фосфорнокислых солей поливалентных металлов, жидкого стекла, сульфидно-спиртовой барды, мочевино- формальдегидной смолы) в течение 2 - 3 мин, затем с подогретым порошкообразным кристаллогидратом фосфорнокислых солей (гексаметафосфатом натрия, фосфатом железа, фосфатом алюминия, алюмохромфосфатом, алюмоборфосфатом, силикоалюмофосфатом) формируют ковер из сьфьевой смеси и подогревают его. Далее его подвергают термической обработке в горячем прессе при 130 - - и давлении 0,1-2,0 Ша.
Соотношение компонентов в прессе, мае.%:
Вспученный вермикулит .70 Связующее (20%-ный концентр.)5
Порошкообразньш кристаллогидрат фосфорнокислых солей 25
3,
Примеры 1-72. Ввиду получения одинаковых результатов используют в качестве связующего 20%-ный раствор алюмоборфосфатного .связующег а в качестве порощкообразного кристаллогидрата - кристаллогидраты фосфорнокислых солей алюминия и хрома (примеры 1-36) и кристаллогидраты фосфорнокислых солей алюминия и бора (примеры 37-72),
Пример 73 (известный). 25% вспученного перлита пропитывают 2,5% алюмохромфосфатного связующего (у 1,24 г/см), перемешивают с- 12,5% огнеупорного наполнителя и 30% раствора алюмохромфосфатного связующего - Массу поДсущивают при перемещивании. Полученную сухую смешивают с 10% огнеупорного наполнителя и 20% алюмохромфосфатного связующего, прессуют при давлении 0,5 МИа и термооб- рабатывают при в течение 3 ч.
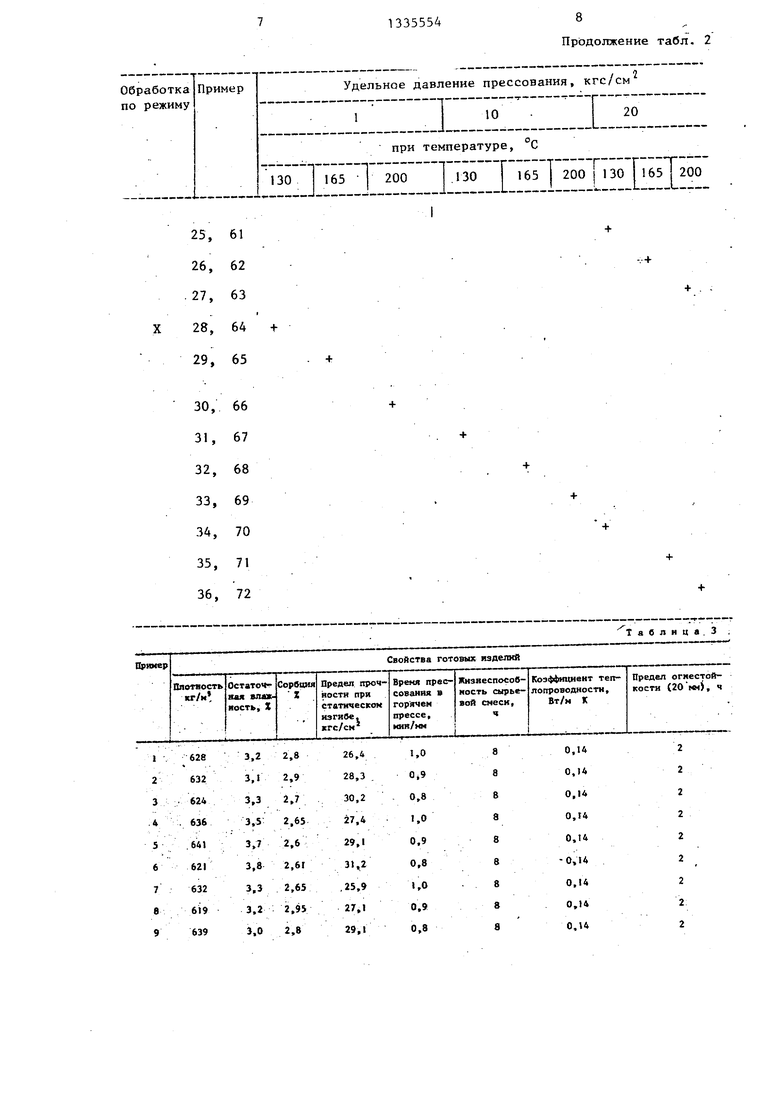
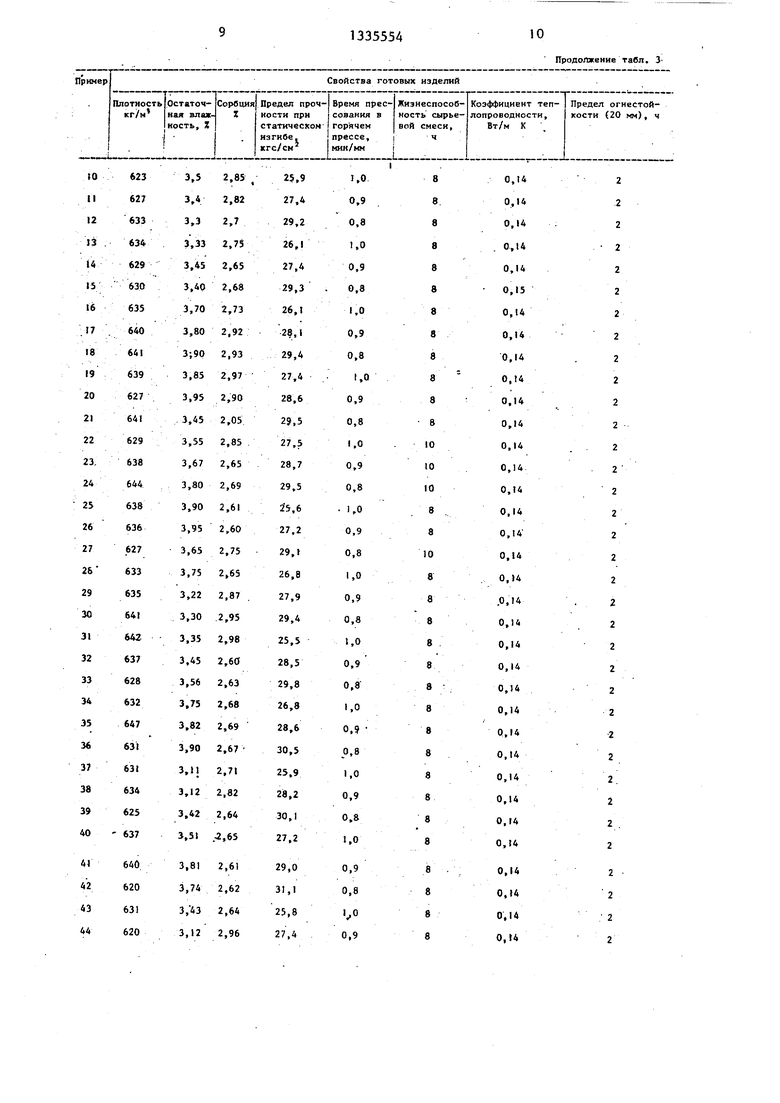
Режимы термообработки и прессования приведены в табл. 1-2 соответст- венно; результаты по получению теплоизоляционно-отделочных плит по предлагаемому способу и известному - в табл. 3-5.
Как следует из табл. 1-5, нагрев легкого наполнителя порошкообразного связукщего и отформованного ковра, а
I
II III
IV
V
VI
VII
VIII
IX
X
XI
XII
также термообработка смеси под давлением обеспечивают получение аналогичных технических показателей при снижении времени и температуры вдвое. Подогрев На указанных технологических пределах можеТ быть осуществлен за счет использования отходящих газов при обжиге вермикулита и не потребует дополнительного расхода энергетических ресурсов.
Формула изобретения
Способ изготовления теплоизоляционного тделочньгх плит путем перемешивания, легкого минерального наполнителя с раствором связующего, формования и термообработки, о тлич аю- щ и и с я тем, что, с целью увеличения жизнеспо собности сырьевой смеси и снижения продолжительности термообработки, легкий минеральный наполнитель предварительно подогревают, в смесь его с раствором связующего дополнительно вводят подогретые порош кообразные кристаллогидраты фосфорнокислых солей в форме неорганических термопластичных полимеров, а отформованный из смеси ковер подогревают и
прессуют при температуре давлении 0,1-2,0 МПа.
т а о л и ц а I
130-200 С и
Обработка по режиму
Пример
Удельное давление прессования, кгс/см
1 I 10 .20 при температуре, °С
130 1 165 1 200 I 130 I 65 I 200 Гпо Г lespoo
V
II
«. 2, 3. 4. 3, 6,
7,
8,
9,
10,
Ь 12, 13, Н. 15-, 16, J7. 18, 19, 20,.
21, 22, 23, 24,
37 +
38
39
40
41
42
43
44
45
46 -f
47
48
49
50
51
52
53
54
55 +
56
57
58
59
60
Т а б лица 2
. -IОбработкапо режиму
Пример
130
Ж1
25,
26,
27,
28,
29,
30,
31,
32,
33,
34,
35,
36,
1335554
8 Продолжение табл, 2
Удельное давление прессования, кгс/см 110 20
при температуре, °С
200
130
Г 165 I 200 j 130 j
200 ИЗО 1 165 200
-: +
Таблица. 3
Продолжение табл. 3Продолжение авл. 3
4I
in
fs
r
.
- I
1 1 -
1Л
«Ч
r - f
-- T. tIIII
1 ) о
о
n
о «о
S S
2 . S I i . .
1Л
1Л
fS O ON rg 2J чО n GO vO f OO
tM
vO
vO ГО
Oi 00
C
СЧ tn - O Г-00
T
О -
01 X






| название | год | авторы | номер документа |
|---|---|---|---|
| Сырьевая смесь для изготовления теплоизоляционных изделий | 1985 |
|
SU1286577A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО, ОГНЕУПОРНОГО, ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2387623C2 |
| Сырьевая смесь для изготовления теплоизоляционных изделий | 1977 |
|
SU666772A1 |
| Высокотемпературная теплоизоляционная смесь | 1986 |
|
SU1395614A1 |
| Способ получения конструкционно-теплоизоляционного материала | 2016 |
|
RU2636718C1 |
| Композиция для изготовления теплоизоляционного материала | 1980 |
|
SU937432A1 |
| Композиция для изготовления теплоизоляционного материала | 1984 |
|
SU1250555A1 |
| Радиопоглощающий материал (варианты) | 2021 |
|
RU2762691C1 |
| Сырьевая смесь для изготовления теплоизоляционных изделий | 1981 |
|
SU1014822A1 |
| Композиция для изготовления древесностружечных плит | 1986 |
|
SU1353786A1 |
Изобретение относится к промьш- ленности строительных материалов, преимущественно к сШособу изготовления теплоизоляционно-отделочных плит. С целью увеличения жизнеспособности сырьевой смеси и снижения продолжительности термообработки в заявленном способе легкий минеральньй наполнитель -предварительно подогревают, в смесь его с раствором связующего дополнительно вводят подогретые порошкообразные кристаллогидраты фосфорнокислых солей в форме неорганических термопластичных полимеров и отформованный из смеси ковер подогревают и прессуют при температуре 130 - и давлении 0,1 - 2jO МПа. 5 табл. i СО со Од CU1 (У1 сд 4
| Способ изготовления огнеупорных теплоизоляционных изделий | 1982 |
|
SU1068404A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
