1
Изобретение относится к микро- - электронике, а именно к оборудованию для сборки полупроводниковых приборов и интегральных микросхем
Цель изобретения - повышение производительности и качества сварных соединений путем повышения быстродействия формирования сигнала контакта инструмента с соединяемыми деталями.
На фиг, 1 приведена схема устройства J на фиг. 2 - изменение напряжений на отдельных элементах устройства.
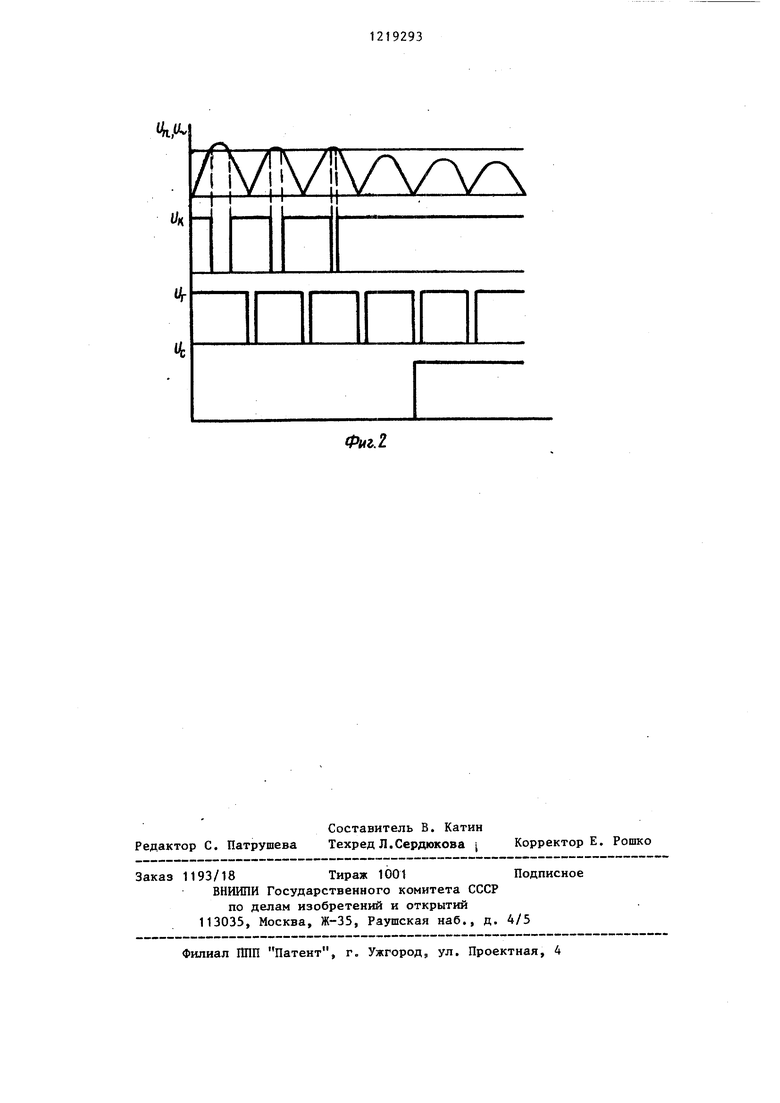
На фиг. 2 обозначено: Uf, - сигнал на первом входе компаратора; сигнал на втором входе компаратораJ и - сигнал на выходе компаратора; и - сигнал на выходе формирователя прямоугольных импульсов; U,,- сигнал на выходе второго разряда двоичного реверсивног о счетчика.
Устройство для сварки давлением состоит из ультразвукового генера- тЪра 1, последовательно соединенных ультразвукового преобразователя 2, входом подключенного к вьпсоду ультра ,звукового генератора 1, усилителя-З, выпрямителя 4, пикового детектора 5 с формирователем 6 прямоугольных импульсов на его входе, делителя 7 напряжения, входом подключенного к выходу пикового детектора 5, компаратора 8, первым входом подключенного к выходу делителя 7 напряжения, а вторым входом - к входу пикового детектора 5, выходом вьтря- миттеля 4 и входом формирователя 6 прямоугольных импульсов, двоичного реверсивного счетчика 9, триггера 10 и линии 11 задержки, выходом соединенной с управляющим входом пикового детектора 5, а входом - с выходом триггера 1-0 и входом ультразвукового генератора 1, причем входом обратного счета двоичного реверсивного счетчика 9 соединен с вьтходом компаратора 8, вход прямого счета - с выходом формирователя 6 прямоугольных импульсов, -вход установки нуля - с входом установки нуля триггера 10 и кнопкой запуска установки а выход второго разряда - с входом триггера 10.
Устройство работает следующим образом.
Для регистрации момента контактирования сварочного инструмента со
192932
свариемыми деталями ультразвуковой генератор 1 вырабатывает тестовьй сигнал частотой 66 кГц и мощностью 0,02-0,1 Вт, который подается на ульg тразвуковой преобразователь 2. По токовому сигналу с ультразвукового преобразователя 2 судят об амплитуде колебаний сварочного инструмента. Сигнал, пропорциональный амплитуде
10 колебаний сварочного инструмента, усиливается усилителем 3 и выпрямляется выпрямителем 4, после чего подается на вход пикового детектора 5, второй вход компаратора 8 и
15 вход формирователя 6 прямоугольных импульсов. Пиковьш детектор 5 запоминает сигнал, пропорциональный максимуму амплитуды колебаний сварочного инструмента, который ослаб и ляется на 1-2% делителем 7 напряжения и подается на первый вход компаратора 8. Компаратор 8 вырабатывает пачку прямоугольных импульсов и (фиг. 2), длительность которых опре25 деляется моментами времени: начало - моментом превышения сигналом с выхода вьшрямителя 4 (1)} сигнала с выхода делителя 7 напряжения (U); конец - моментом уменьшения уровня g сигнала с выхода выпрямителя 4 (UAI) до уровня сигнала на выходе делителя 7 напряжения (Un) (фиг. 2). Сформированные таким образом импульсы приходят на вход обратного счета двоичного реверсивного счетчика, на входе прямого счета которого присутствуют прямоугольные импульсы /г (фиг. 2), приходящие с выхода формирователя 6 прямоугольных импульсов, сформированные в моменты прохождения синусо и;цального сигнала с выхода выпрямителя 4 нулевого уровня, длительностью порядка 100 НС, выбираемой из условия, чтобы импульсы на обоих указанных входах двоичного реверсивного
45 счетчика 9 никогда не перекрьшались во времени.
Проанализируем состояние выхода второго разряда двоичного реверсивного счетчика 9 после подачи оператором
53 пускового сигнала от сварочной уста- , новки на опускание сварочной головки в позицию Сварка до касания инструмента со свариваемыми деталями и после касания сварочного инструмента
55 со свариваемыми деталями.
До касания сварочного инструмента со свариваемыми деталями пусковым сигналом от сварочной установки дво35
31
ичный реверсивный счетчик 9 обнуляется, а триггер 10 устанавливается в состояние, запрещающее переход ультразвукового генератора 1 в режим Сварка и сброс пикрвого детектора 5, при этом выход второго разряда дво ичного реверсивного счетчика 9 всегда находится в нулевом состоянии, вследствие периодически выполняемой двоичным реверсивным счетчиком 9 операции сложения и вычитания импульсов, попеременно приходящих на входы обратного и прямого счета, т.е. состояние триггера 10 остается неизменным. После касания сварочного инструмента со свариваемыми деталями ампли- туда колебаний сварочного наконечника падает из-за возрастания эквивалента механической нагрузки на ультразвуковой преобразователь 2, что j вызывает уменьшение длительности импульсов на выходе компаратора 8 (фиг. 2); а при снижении сигнала с выхода выпрямителя 4 (U) до уровня сигнала с выхода делителя 7 напряжения (U n) к срыву сигнала на выходе компаратора 8. В данном случае двоичный реверсивный счетчик 9 работает в режиме счета импульсов, поступающих на вход прямого счета. При поступлении второго импульса с формирователя 6 прямоугольных импульсов (Ur) на вход прямого счета, с момента отсутствия импульсов на входе обратного счета (выходе компаратора 8), состояние выхода вто- ;рого разряда изменяется, триггер 10 переходит в противоположное состоя9293
- ние и переводит ультразвуковой генератор 1 в режим Сварка с увеличением его мощности в.10-100 раз, запуская реле времени ультразвуко- 5 вого генератора на время, необходимое для образования сварных соединений (10-40тс). Одновременно через линию 11 задержки происходит сброс тшкового детектора 5.
o
Таким образом с помощью указанного устройства время определения момента касания сварочного инструмента со свариваемыми деталями опре5 деляется лишь частотой ультразвукового генератора 1, т.е. временем поступления второго импульса на вход прямого счета двоичного реверсивного счетчика 9 после касания
сварочного инструмента со свариваемыми деталями. При частоте ультразвукового генератора 1-66 кГц это время составляет величину порядка 28 МКС, что не может отразиться на
5 начальной деформации проводника, так как при перемещении инструмента со скоростью 10 мкм/с начальная деформация не превысит 0,4 мкм. В результате введения предлагаемого устройства в сварочную установку по- вьшается производительность установок за счет уменьшения времени определения момента контактирования сварочного инструмента со свариваемыми деталями на 0,2-0,5% и улуч5
щается качество сварных соединений путем исключения начальной деформации привариваемого проводника.
«.Wv
Чг
/ГМ1У1 А
I I у II II
Фиг. 2
Редактор С. Патрушева
Составитель В. Катин Техред Л.Сердюкова
1193/18Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал 1ШП Патент, г. Ужгород, ул. Проектная, 4
Корректор Е. Рошко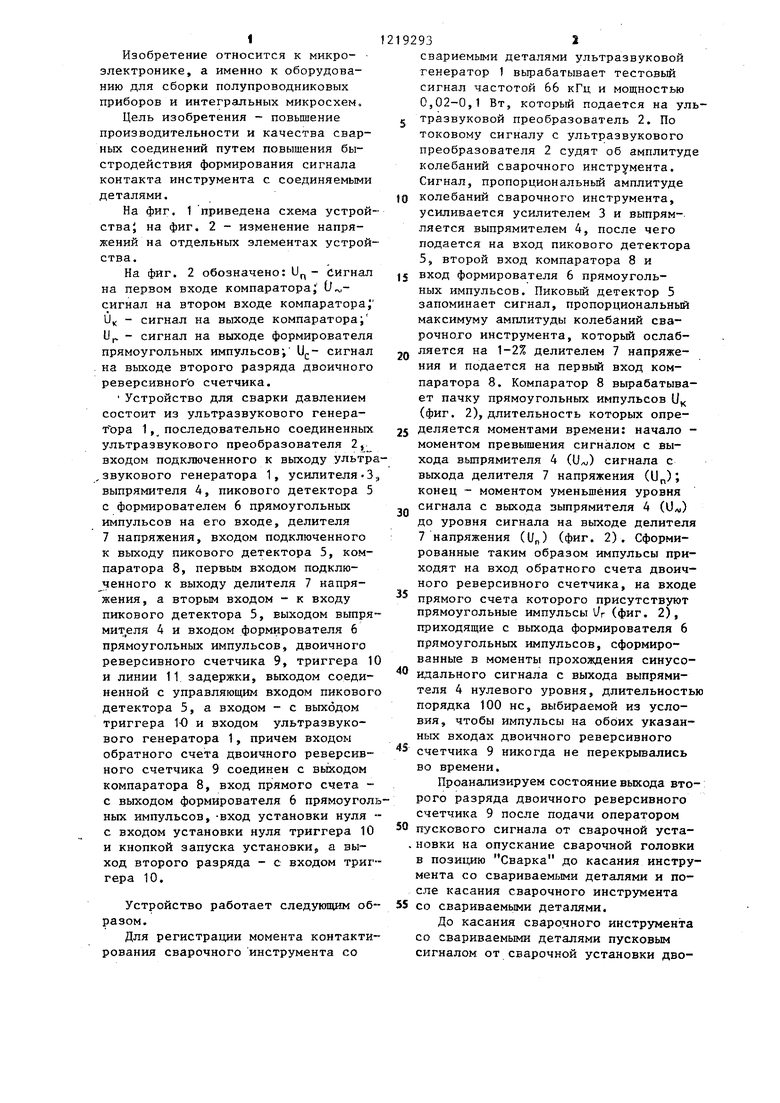
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1985 |
|
SU1284762A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1979 |
|
SU854649A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для контроля обрыва сварных соединений | 1986 |
|
SU1335939A1 |
| Устройство для сварки давлением | 1987 |
|
SU1433682A1 |
| Устройство для сварки давлением | 1986 |
|
SU1397222A1 |
| Устройство для регулирования величины деформации проводника при сварке | 1983 |
|
SU1109292A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
| Устройство для сварки давлением | 1985 |
|
SU1242320A1 |

| 1972 |
|
SU425751A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU624742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки давлением | 1979 |
|
SU889335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
