113
Изобретение относится к обработке металлов давлением, а именно к ковке поковок с углублениями и сквозными отверстиями.
Цель изобретения - повышение качества поковок путем исключения утяжки кромки прошитого отрерстия.
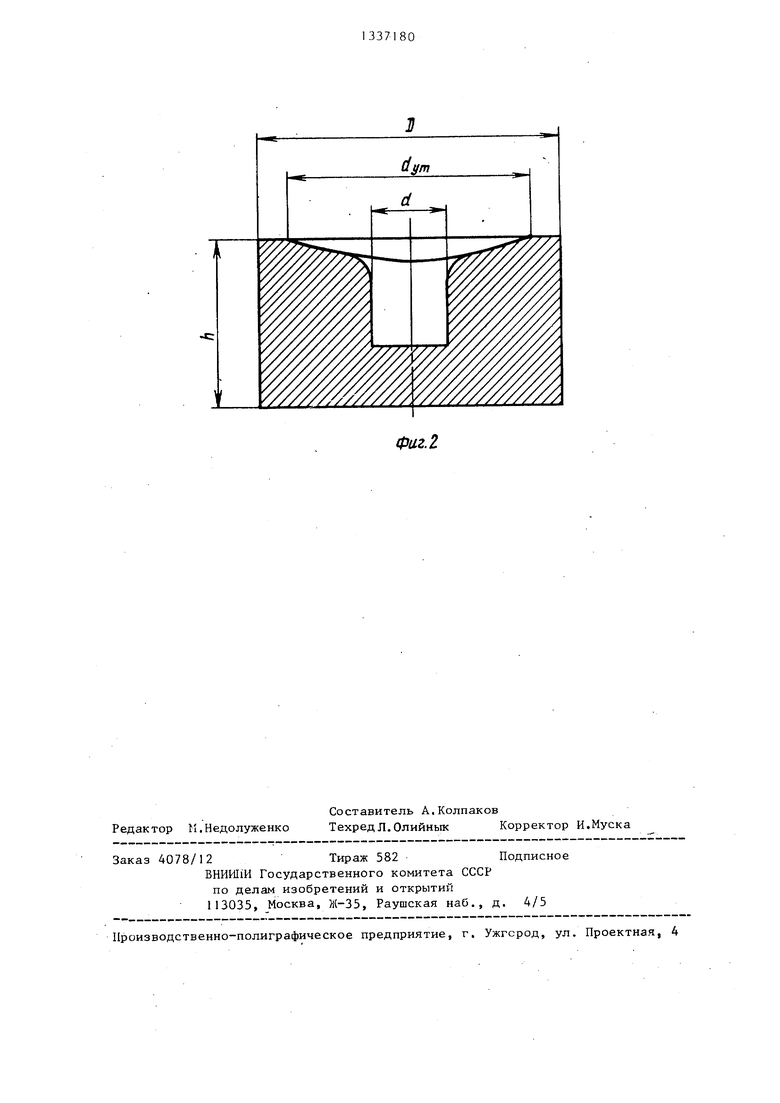
На фиг. показана заготовка с торцом в форме сегмента шара до прошив- ки; на фиг.2 - то же, после прошивки
Способ открытой прошивки заготовок осуществляют следующим образом.
Торцу заготовки придают выпуклую форму и со стороны этого торца внедряют в заготовку сплошной прошивень, причем торцу заготовки придают форму сегмента шара с диаметром основания, равным диаметру заготовки, и с радиу сом, равным
,6674d + (149,4d - 15,9017dh - - 1.4,9663d-0)1
где R радиус шаровой поверхности торца заготовки, мм;
h - высота заготовки, мм; d - диаметр прошивня, мм; D - диаметр заготовки, мм. В свинцовом образце диаметром мм, высотой 40 мм получают углуб:80
ление при помощи сплошного прошивня диаметром 15 мм. Один из торцов образца выполняют в виде сегмента шара. Диаметр основания сегмента равный диаметру образца. Радиус шара равный Р 190 мм. При внедрении пуан. сона на глубину 30 мм утяжки торца и краев отверстия не наблюдалось.
Формула изобретения Способ открытой прошивки заготовки, при котором торцу заготовки придают выпуклую форму и со стороны этого торца внедряют в заготс-(ку сплошной прошивень, отличающийся тем, что, с целью повышения качества поковок путем исключения утяжки кромки прошитого отверстия, торцу заготов- ки придают форму сегмента шара с диаметром основания, равным диаметру заготовки, и с радиусом, равным
,6674d + (149,4d2 - 15,9017 dh - - 1 4, 9663d D) 2 , где R - радиус шаровой поверхности
торца заготовки, мм; h - высота заготовки, мм; d - диаметр прошивня, мм; D - диаметр заготовки, мм.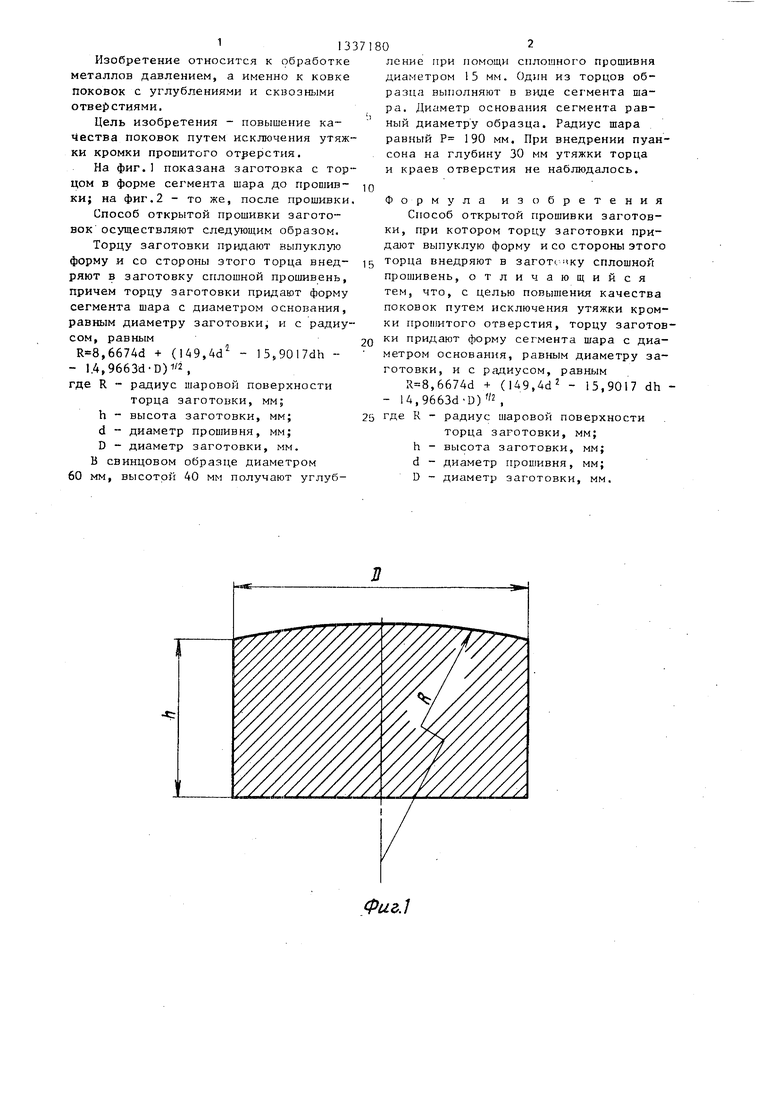
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| Инструмент для прошивки заготовок | 1987 |
|
SU1530316A1 |
| Способ изготовления полых поковок | 1990 |
|
SU1756008A1 |
| Инструмент для прошивки заготовок | 1984 |
|
SU1268269A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ получения сквозного отверстия в поковке | 1979 |
|
SU871974A1 |
| Прошивень | 1981 |
|
SU1002078A1 |
Изобретение относится к технологии прошивки заготовок свободной ковкой и позволяет повысить качество поковок в отношении кромки прошитого отверстия. Для этого торцу заготовки со стороны внедрения прошивня придают выпуклую сферическую форму необходимых размеров. Благодаря этому при прошивке исключается утяжка кромки прошитого отверстия. 2 ил.
Фиг.1
Редактор М.Недолуженко
Составитель А,Колпаков
Техред Л. Олийнык Корректор И.Муска
Заказ 4078/12Тираж 582Подписное
ВНИШ1И Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фаг. 2
| Брюханов А.И | |||
| Ковка и объемная штамповка | |||
| М | |||
| : Машгиз, 1960, С-.266- 267, фиг | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
