I
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечном производстве при получении полых, преимущественно крупногабаритных поковок.
Известен способ получения сквозного отверстия в поковке, заключающийся во внедрении в поковку полого прошивня, установке ее на подкладное кольцо и окончательной сквозной прошивке 1.
Недостатком известного способа является низкое качество поковок ввиду наличия заусенцев и трещин на кромке прошитого отверстия со стороны выхода прошивня и выдры.
Цель изобретения - повышение качества поковок.
Эта цель достигается за счет того, что одновременно с внедрением полого прошивня соосно ему с противоположной стороны поковки в нее внедряют кольцо с наружным и внутренним диаметрами, равными соответствующим диаметрам прошивня.
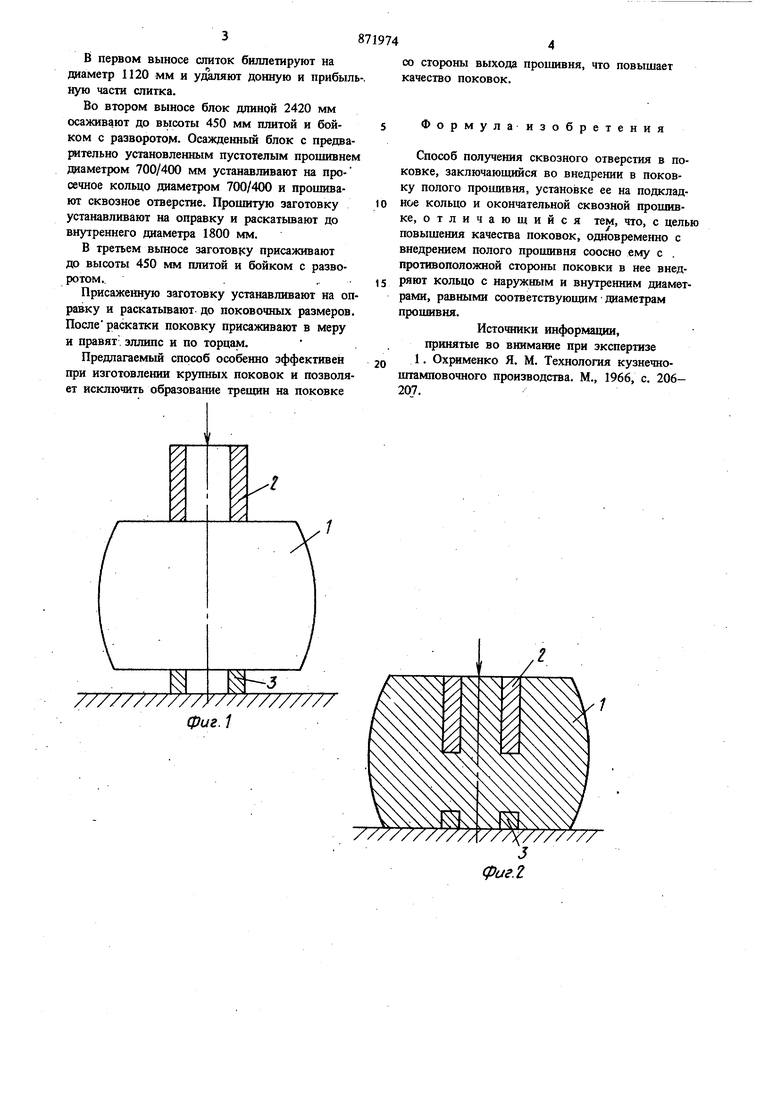
На фиг. 1 показана установка заготовки с прошивнем на кольцо; на фиг. 2 - одновременное вдавливание кольца и прошивня; на фиг. 3 - окончание прошивня.
Способ осуществляется следующим образом.
Заготовка 1 с предварительно установленным прошивнем 2 устанавливается на ; просечное ; кольцо 3 (см. фиг. 1). Усилием пресса воздействуют на прошивень 2, при зтом одновременно с внедрением прошивня 2 в заготовку 1 в нее внедряется и кольцо 3 (см. фиг. 2). После полного внедрения прошивня 2 в загоtoтовку 1 она устанавливается на подкладное кольцо 4 с отверстием, диаметр которого превышает диаметр прошивня (см. фиг, 3), На прошивень 2 устанавливают пустотелые надставки 5 и осуществляют окончательную прошивку
15 заготовки 1. Вместе с прошивнем 2 и просечным кольцом 3 удаляется отход 6 (выдра).
/
Пример. Поковка кольца имеет высоту 520±40, наружный 3820± и внутренний 3180±
20 ±40 мм диаметры. Материал - сталь 5ХНВ, масса 16300 кг. Поковку куют из слитка массой 25500 кг на гидравлическом прессе усилием 10000 т с за три выноса.
В первом выносе слиток билпетируют на дааметр 1120 мм и удаляют донную и прибыль Ную части слитка.
Во втором выносе блок длиной 2420 мм осаживают до высоты 450 мм плитой и бойком с разворотом. Осажденный блок с предварительно установленным пустотелым прошивнем диаметром 700/400 мм устанавливают на просечное кольцо диаметром 700/400 и прошивают сквозное отверстие. Прошитую заготовку устанавливают на оправку и раскатьшают до внутреннего диаметра 1800 мм.
В третьем вьшосе заготовку присаживают до высоты 450 мм плитой и бойком с разворотом.. Присаженную заготовку устанавливают на оправку и раскатывают до поковочных размеров. Послераскажи поковку присаидавают в меру и правят , эллипс и по торцам.
Предлагаемый способ особенно эффективен при изготовлении крупных поковок и позволяет исключить образование трещин на поковке
со стороны выхода прошивня, что повышает качество поковок.
Формулаизобретения
Способ получения сквозного отверстия в поковке, заключаюищйся во внедрении в поковку полого прошивня, установке ее на подкладнее кольцо и окончательной сквозной прошивке, отличающийся тем, что, с целы повышения качества поковок, одновременно с внедрением полого прошивня соосно ему с . противоположной стороны поковки в нее внедряют кольцо с наружным и внутренним диаметрами, равными соответствующим диаметрам прошивня.
Источники информации, принятые во внимание при экспертизе
1. Охрименко Я. М. Технология кузнечноштамповочного производства. М., 1966, с. 206207.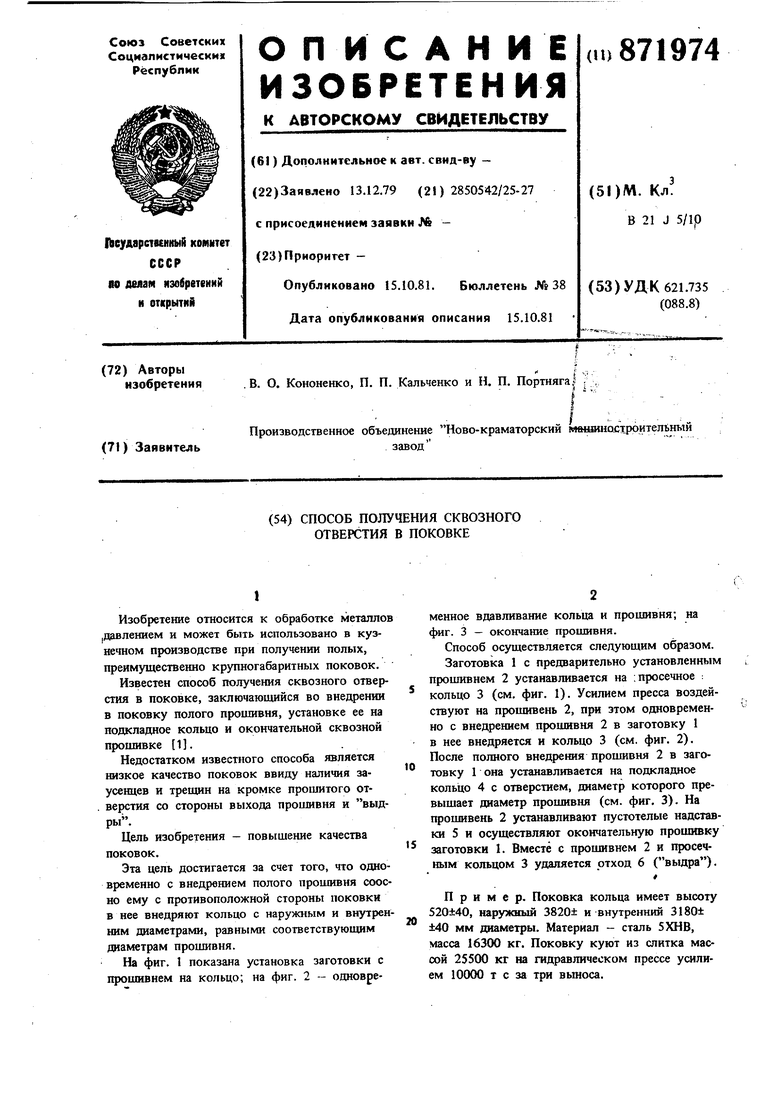
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Способ кузнечной прошивки заготовок | 1990 |
|
SU1759514A1 |
| Способ изготовления полых поковок | 1990 |
|
SU1756008A1 |
| Способ прошивки отверстий | 1979 |
|
SU871973A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |

/
/А///Х/7/////
V/
фиг.2
