9и.г.1
Изобретение относится к питейному производству, в частности к стопочной бе- зопочной формовке, и может быть использовано для предотвращения брака отливок и форм по причине образования трещин в формах после заливки расплава, а также для повышения размерной точности отливок.
Цель изобретения - снижение брака отливок от термических трещин формы, по- вышение металлоемкости формы и точности отливок.
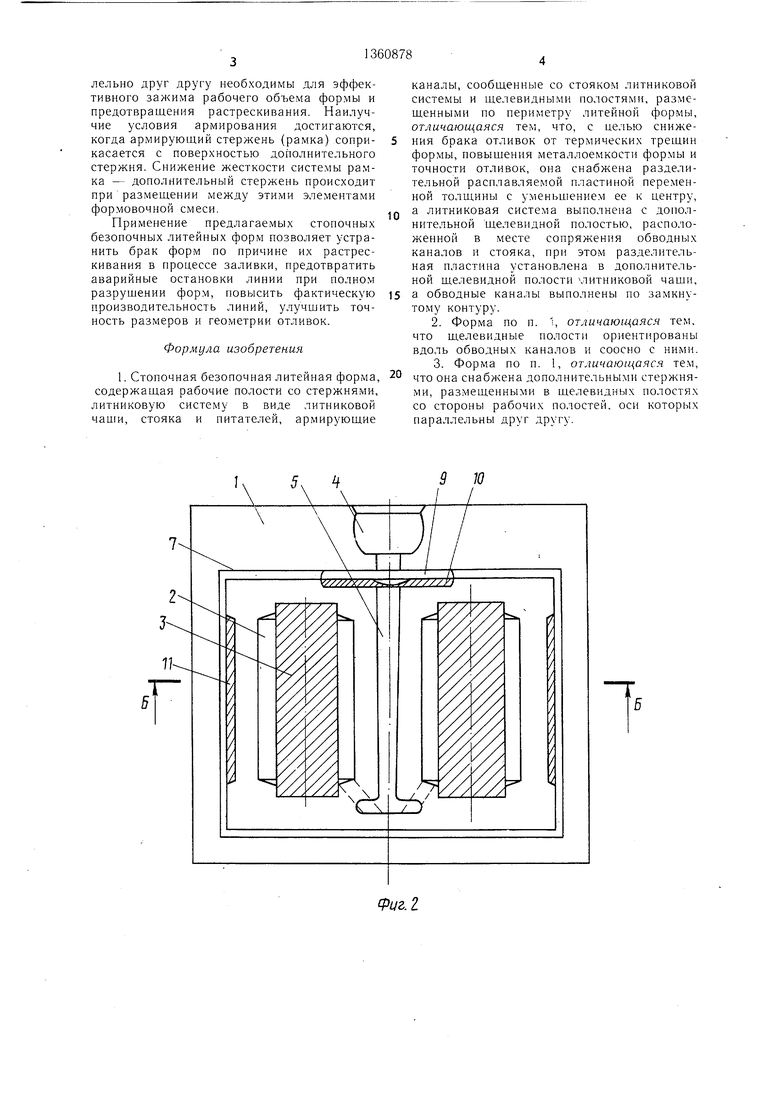
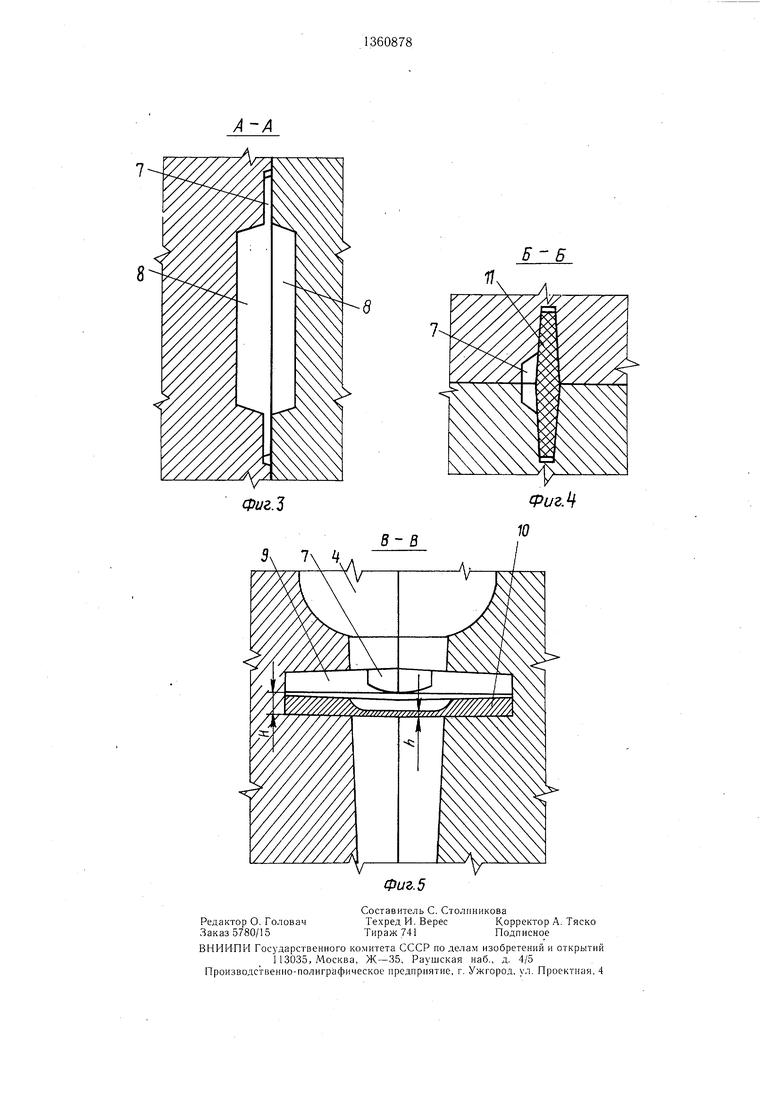
На фиг. 1 показана стопочная без- опочная литейная форма, общий вид; на фиг.- 2 - то же, с установленными дополнительными стержнями; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1.
Стопочная безопочная литейная форма (фиг. 1) собирается из единичных двусторонних форм 1, изготовленных из уп- лотненной песчано-бентонитной смеси. Для получения отливок в форме выполнены рабочие полости 2 с установленными в них стержнями 3. Для заливки металла служат литниковая чаща 4, стояк 5 и пи- татель 6. Обводные каналы 7 соединены с щелевидными полостями 8 таким образом, что оси каждой полости и соединенного с нею с обеих сторон канала совпадают, т. е. лежат на одной прямой. В месте соединения обводных и литниковых ка- налов выполнена дополнительная щелевид- ная полость 9, в которой с противоположной от чащи стороны установлена разделительная расплавляемая вставка 10. В основные щелевидные полости могут быть установлены дополнительные стержни 11 (фиг. 2), при этом оси этих полостей и обводных каналов параллельны друг другу, а щелевидные полости размещены по отнощению к обводному каналу со стороны рабочих полостей. Вывод газов из формы при заливке обеспечивается газоотводными каналами в стержне 12.
В момент заполнения обводных каналов металлом часть литниковой системы, подводящая металл к отливкам, отсечена расплавляемой вставкой 10, установленной в дополнительной полости 9 со стороны, противоположной от чащи. Это обеспечивает первоочередное заполнение обводных каналов 7 и щелевидных полостей 8 и затвердевание в них армирующих стержней (рамки) и ребер до начала заливки отливок, что повыщает эффективность армирования, особенно в случае производства металлоемких отливок.
Использование расплавляемой вставки 10 переменной толщины позволяет объединить в ней две функции, с одной стороны она выступает как временная преграда для расплавленного металла, с другой - как холодильник, при этом обеспечиваются быстрое затвердевание и образование жесткой связи между обводными каналами и щеле- видной полостью 9. Выбор толщин Н и h (фиг. 5) производится опытным путем или расчетом из условия, что толщина вставки в центре должна обеспечивать ее стойкость до окончания заполнения тонких каналов и ребер, а толщина периферийной части - одновременное затвердевание металла в полости и тонких каналах.
Соединение обводных каналов в замкнутый контур и совмещение осей этих каналов и дополнительной щелевидной полости на одной прямой обеспечивают наи- больщую жесткость армирующих стержней (рамки), что необходимо для эффективного армирования.
Расположение основных щелевидных полостей (ребер) вдоль обводных каналов так, что их оси совпадают или параллельны, позволяет наиболее эффективно зажимать весь объем смеси, размещенный внутри упомянутых элементов. Это не только предотвращает трещины, но и повыщает точность отливок, поскольку в этом случае их формирование происходит в условиях, приближенных к опочной форме. При этом исключаются систематические погрешности, обусловленные деформацией формы и отливок в плоскости разъема, снижается искажение геометрии отливок.
Поперечное сечение обводных каналов и щелевидных полостей выбирают из двух условий: при известной жидкотекучести сплава они должны полностью заполняться расплавом, время полного затвердевания в них металла должно быть меньше времени образования трещин в форме из данной смеси без применения армирования. Время образования трещин определяется экспериментально, например, на пробе для определения трещиноустойчивости безопочных форм, а поперечное сечение тонких каналов рассчитывают по тепловым зависимостям, при этом время затвердевания принимают меньшим времени образования трещин на величину коэффициента запаса.
В случае, когда конфигурация и число моделей (отливок) на модельной плите вынуждают выполнить тонкие каналы близко к поверхности формы, возникает опасность разрущения ее стенки под давлением залитого металла. При большой площади щелевидной полости в сечении, перпенди - кулярном разъему, такая опасность еще больще усугубляется. Для предотвращения этого армирующее ребро выполнено дополнительным етержнем, устанавливаемым в щелевидную полость. При этом размещение щелевидной полости, по отношению к обводному каналу, со стороны рабочих полостей, и ориентирование осей щелевидной полости и обводного канала параллельно друг другу необходимы для эффективного зажима рабочего объема формы и предотвращения растрескивания. Наилуч- чие условия армирования достигаются, когда армирующий стержень (рамка) соири- касается с поверхностью дополнительного стержня. Снижение жесткости системы рамка - дополнительный стержень происходит при размещении между этими элементами формовочной смеси.
Применение предлагаемых стопочных безопочных литейных форм позволяет устранить брак форм по причине их растрескивания в процессе заливки, предотвратить аварийные остановки линии при полном разрушении форм, повысить фактическую производительность линий, улучщить точность размеров и геометрии отливок.
Формула изобретения
1. Стопочная безопочная литейная форма, содержащая рабочие полости со стержнями, литниковую систему в виде литниковой чаши, стояка и питателей, армирующие
каналы, сообщенные со стояком литниковой системы и щелевидными полостями, размещенными по периметру литейной формы, отличающаяся тем, что, с целью снижения брака отливок от термических трещин формы, повышения металлоемкости формы и точности отливок, она снабжена разделительной расплавляемой пластиной переменной толщины с уменьшением ее к центру, а литниковая система выполнена с дополнительной щелевидной полостью, расположенной в месте сапряжен1 я обводных каналов и стояка, при этом разделительная пластина установлена в дополнительной щелевидной полости литниковой чаши, 5 а обводные каналы выполнены по замкнутому контуру.
2.Форма по п. , отличающаяся тем. что щелевидные полости ориентированы вдоль обводных каналов и соосно с ними.
3.Форма по п. 1, отличающаяся тем, 0 что она снабжена дополнительными стержнями, размещенными в щелевидных полостях со стороны рабочих полостей, оси которых параллельны друг другу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стопочная безопочная литейная форма | 1984 |
|
SU1250383A1 |
| Безопочная литейная форма | 1987 |
|
SU1560363A1 |
| Литейная форма | 1982 |
|
SU1066721A1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| Литейная стопочная форма | 1974 |
|
SU485822A1 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| Стопочная литейная форма | 2019 |
|
RU2746869C1 |
| Устройство для определения трещино-устойчивости безопочных форм | 1983 |
|
SU1225674A1 |
| Вертикально-щелевая литниковая система | 1979 |
|
SU835598A1 |
Изобретение относится к литейному производству и может быть использовано в стопочной безопочной формовке. Цель изобретения - снижение брака отливок от термических трещин формы, повышение металлоемкости формы и точности отливок. Стопочная безопочная литейная форма собирается из единичных двусторонних форм 1, имеющих рабочие полости 2 для получения отливок. Форма имеет систему замкнутых обводных каналов 7 с щелевидными полостями 8. В месте соединения обводных и литниковых каналов выполнена дополнительная щелевидная полость 9, в которой установлена разделительная расплавляемая пластина 10. В момент заполнения обводных каналов металлом часть литниковой системы, подводящая металл к отливкам, отсечена расплавляемой вставкой. Это обеспечивает первоочередное заполнение обводных каналов и щелевидных полостей, что повыщает эффективность армирования и позволяет устранить брак форм по причине их .растрескивания в процессе заливки, предотвратить аварийные остановки линии при разрущении форм, повысить факти- ,., ческую производительность линий, улучшить точность размеров и геометрии отливок. 2 3. п. сЬ-лы, 5 ил. 3 iff .п со а о 00 . оо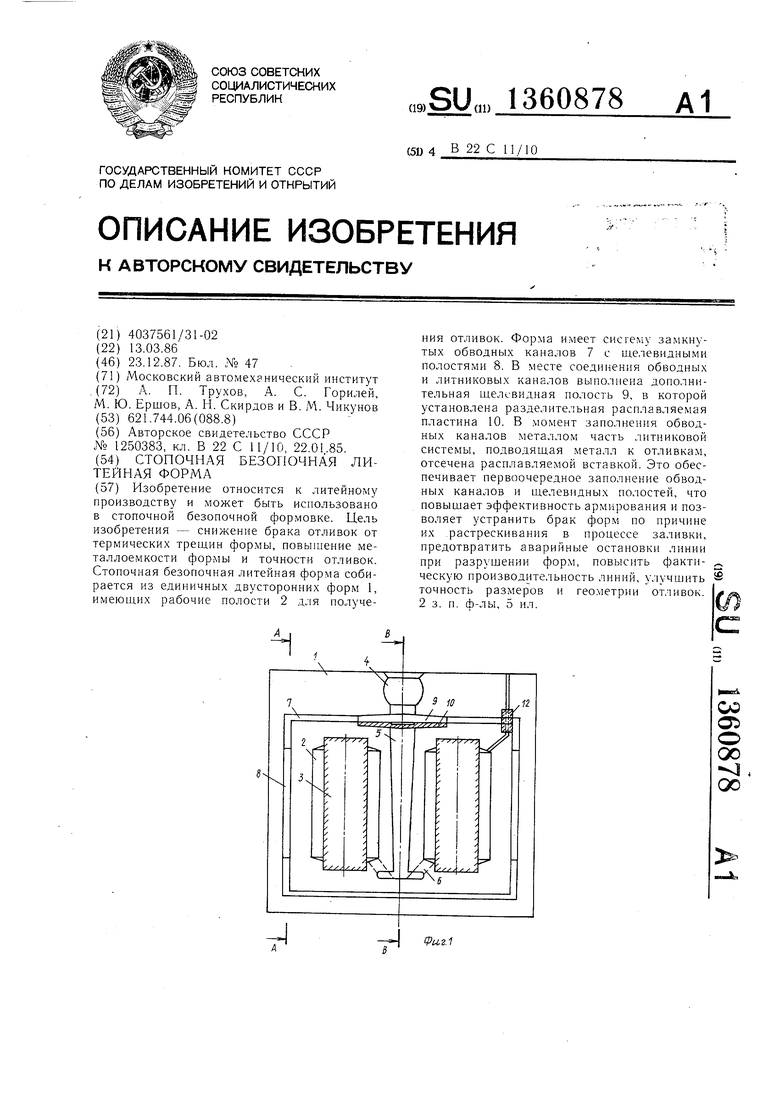
Фиг. 2.
В- Б
Фиг.З
ФигМ
В
10
Редактор О. Головач Заказ 5780/15
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, A locKBa, Ж-35, Раушская наб., д. 4/5 Производственио-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
Составитель С. Столпникова Техред И. ВересКорректор А. Тяско
Тираж 741Подписное
| Стопочная безопочная литейная форма | 1984 |
|
SU1250383A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
