1133721
Изобретение относится к устройствам для сварки давлением с индуктивным нагревом и может быть использовано в установках для сварки биполярных электродов химических источников тока, для сварки титановых листов обшивки судов и т.п.
Целью изобретения является повышение качества сварки за счет увеличе- IQ ния равномерности нагрева, увеличение КПД нагревателя.
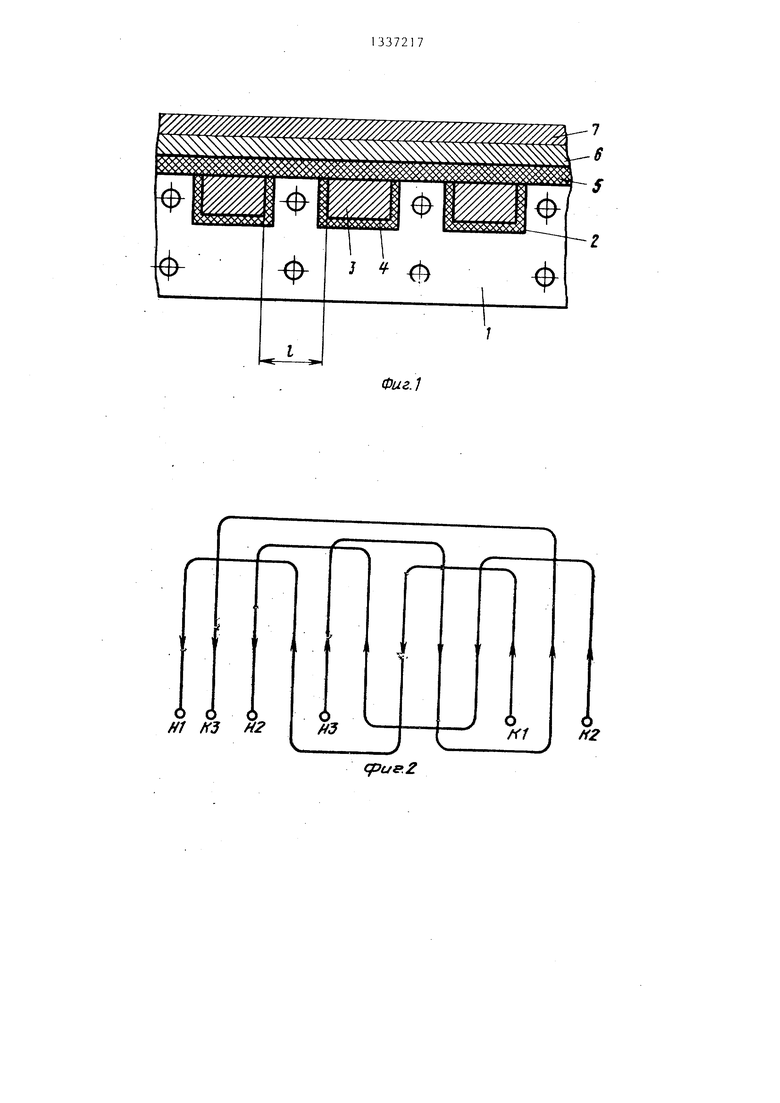
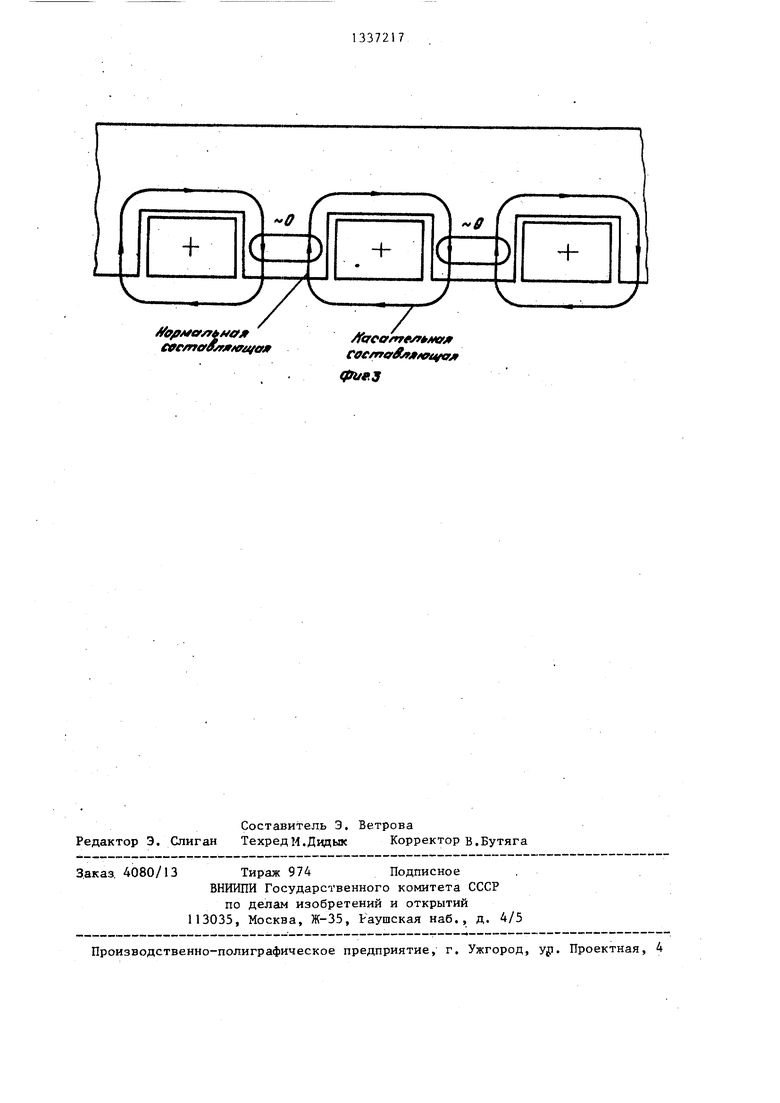
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 - схема подключения индуктирующих про- г, водникрв; на фиг. 3 - распределение электромагнитных сил и направление приложения усилия сжатия при сварке.
Многофазный индукционный нагреватель (фиг. О выполнен с единым маг- 2о нитопроводом 1 из листов трансформаторной стали или феррита. С одной стороны магнитопровода имеются пазы 2, в каждом из которых расположены индукти рующие проводники 3 соответст- 25 вующей фазы. Витки индуктирующих проводников 3 изготовлены из медной трубки и закреплены в пазах 2 магнитопровода 1 и изолированы от него с помощью эпоксидной смолы 4. С рабочей 30 стороны магнитопровода I размещена теплоизоляционная прокладка 5.
Устройство работает следующим образом.
Свариваемые детали 6 и 7, устанавивают на теплоизоляционную прокладку 5 нагревателя и сжимают с определенным усилием. Затем по индуктирующим роводникам пропускают переменный ток, достаточный для нагрева сварива- .Q емых деталей до .заданной температуры. ри этом, как показали опыты, наилучие результаты получены при расстояии В (фиг. 1) между краями индуктирующих проводникЬв соседних фаз, которое должно быть не менее 2 л/т и не более 20 /5 .
Между индуктирующими проводниками 1 и 2 фазы размещен обратный проводик 3 фазы. Это обеспечивает наличие реимущественно касательных составлящих вектора магнитной индукции, норальные составляющие в зубце магниопровода имеют встречное направление (см. фиг. 2 и З).
Согласно закону Ленца при взаимо- ействии токов, наведенных в диамаг35
45
50
55
Q
г,
о 5 0
Q
5
5
0
5
72
нитной детали, с электромагнитным полем возникают усилия, стремящиеся оттолкнуть детали от этого поля. А так как составляющие вектора магнитной индукции только касательные, то деталь сжимается электромагнитным полем.
Размещенные таким образом индуктирующие проводники обеспечивают равномерность нагрева свариваемых деталей, что улучшает качество сварки, увеличивает КГЩ нагревателя и производительность установок для диффузионной сварки.
Разработанные м огофазные нагреватели расширяют возможности установок диффузионной сварки, позволяя эффективно сваривать крупногабаритные детали из различных деталей металлов и сплавов. В установках многофазных нагревателей может быть один и более.
Применение в нагревателе такого соединения индуктирующих проводников по сравнению с известным устройством для диффузионной сварки биполярных электродов, нагрев которых осущест- i вляется ТЭНами через стальные башмаки, позволяет сблизить их до расстояния не менее 2 Л/т, что в свою очередь обеспечивает равномерность нагрева свариваемых деталей, возможность сварки деталей больших площадей и толщин, расширяя возможности диффузионной сварки, улучшение качества сварки и повышение равномерности загрузки фаз.
Формула изобретения
Устройство для индукционного нагрева преимущественно при сварке давлением, содержащее магнитопровод с пазами, в которых размещены индуктирующие проводники, подключенные к многофазному источнику тока, отличающееся тем, что, с целью повышения равномерности нагрева и КПД нагрева, один из проводников подключен встречно по отношению к рядом распола.гаемым проводникам, подключенным к двум другим фазам источника тока, а расстояние между проводниками устанавливается в пределах от 2 ;3/т до 20 ;3 , где / - глубина проникновения тока.в металл; rrt - число фаз.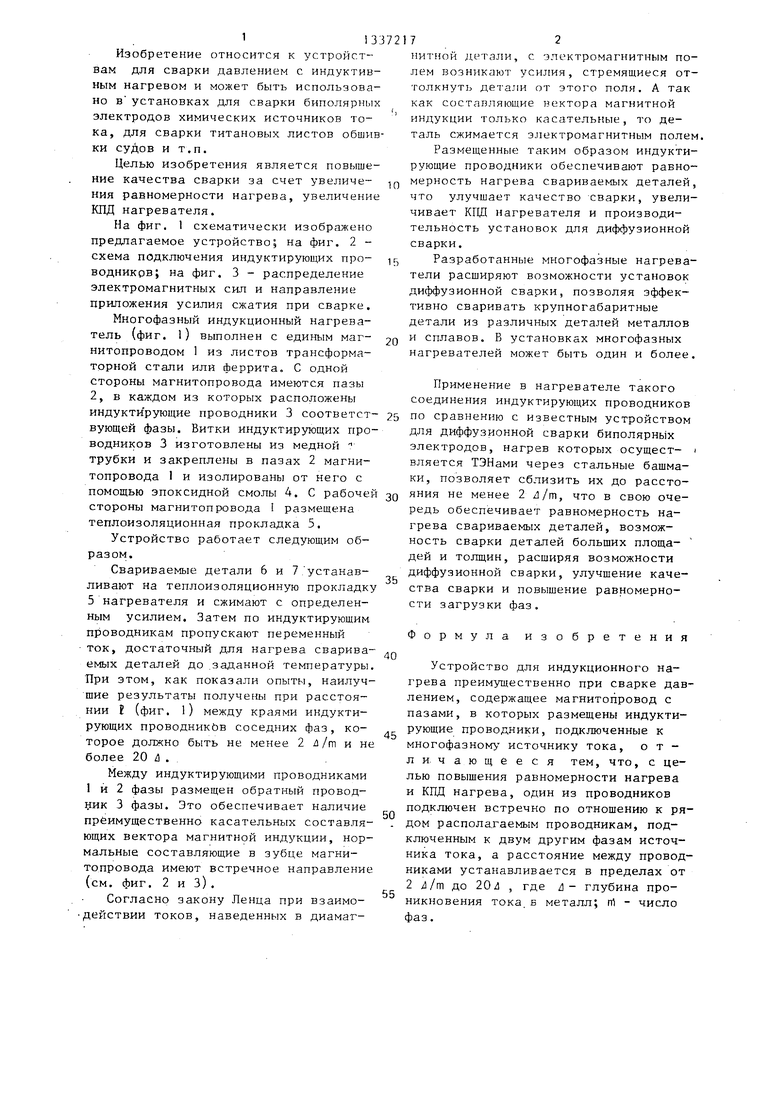
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
| Способ одновременного индукционного нагрева нескольких кольцевых контуров | 1975 |
|
SU538857A1 |
| Устройство для диффузионной сварки | 1976 |
|
SU591285A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| Установка для диффузионной сварки | 1983 |
|
SU1117167A1 |
| Электрическая машина с ротором, созданным по схеме Хальбаха | 2020 |
|
RU2771993C2 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
Изобретение относится к устройствам для сварки давлением с индуктивным нагревом и может быть использовано в установках для сварки крупногабаритных конструкций. Целью изобретения является повьшение качества сварки за счет увеличения равномерности нагрева, увеличение КПД нагревателя. Индуктирующие проводники устройства подключены к многофазному источнику тока. Цри этом между проводниками первой и второй фазы размещен обратный проводник третьей фазы. Это обеспечивает наличие преимущественно касательных составляющих вектора магнитной индукции, а нормальные составляющие имеют встречное направление. Возникают усилия, мящиеся оттолкнуть детали от этого поля. Деталь сжимается электромагнитным полем. 3 ил. с S (Л 00 со to
срие.2
/ftrCOffffi/rtMfJt
Coc/rrcf ffft ajt (fn/f.y
Составитель Э, Ветрова Редактор Э. Слиган ТехредМ.Двдык Корректор в.Бутяга
4080/13
Тираж 974 Подписное ВНИВДИ Государсч венного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ур. Проектная, 4
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОГО НАГРЕВА | 1971 |
|
SU423589A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Промышленное .применение токов высокой частоты | |||
| Вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Механический грохот | 1922 |
|
SU41A1 |
